Você também pode gostar
- Dhatu VarisaiDocumento2 páginasDhatu Varisaiviswabv100% (3)
- Math Olympiad Problem Jan. 11, 2013Documento7 páginasMath Olympiad Problem Jan. 11, 2013viswabv100% (1)
- Math Olympiad Problem Feb. 1, 2013Documento6 páginasMath Olympiad Problem Feb. 1, 2013viswabvAinda não há avaliações
- Paths To Space SettlementDocumento6 páginasPaths To Space SettlementviswabvAinda não há avaliações
- CalendarDocumento12 páginasCalendarviswabvAinda não há avaliações
- ASMEDocumento16 páginasASMEviswabvAinda não há avaliações
- Samba Sadhashiva Akshara MalaDocumento8 páginasSamba Sadhashiva Akshara MalaviswabvAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
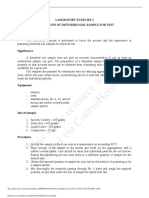
- This Study Resource Was: Laboratory Exercise 2 Preparation of Disturbed Soil Sample For Test ObjectiveDocumento3 páginasThis Study Resource Was: Laboratory Exercise 2 Preparation of Disturbed Soil Sample For Test ObjectiveBienvenida Ycoy MontenegroAinda não há avaliações
- Commercial Office Space - Cyber CityDocumento8 páginasCommercial Office Space - Cyber CityankurAinda não há avaliações
- LODLOD Church Cost Proposal For Supply of Labor of 6" CHB With Lintel Beam/ColumnDocumento1 páginaLODLOD Church Cost Proposal For Supply of Labor of 6" CHB With Lintel Beam/ColumnJeve MilitanteAinda não há avaliações
- 906 Release InfoDocumento3 páginas906 Release Infommontasir7417Ainda não há avaliações
- Handover Process: 1 © NOKIA 1999 Ho - PPT/ July 2000Documento50 páginasHandover Process: 1 © NOKIA 1999 Ho - PPT/ July 2000LOCK VALUE3Ainda não há avaliações
- Catalogo Escavadeira CAT 336Documento833 páginasCatalogo Escavadeira CAT 336Gledison MartinsAinda não há avaliações
- Sqldatagrid Symbol User'S Guide: ArchestraDocumento36 páginasSqldatagrid Symbol User'S Guide: ArchestraAde SuryaAinda não há avaliações
- Teodoriu 2010Documento13 páginasTeodoriu 2010JhormanAinda não há avaliações
- Power Electronics - B. R. Gupta and v. SinghalDocumento114 páginasPower Electronics - B. R. Gupta and v. SinghalHarish Kumar M50% (2)
- Work at Height Questions For Height PassDocumento3 páginasWork at Height Questions For Height PassPravash Mohanty100% (1)
- Phychem Expt #2Documento7 páginasPhychem Expt #2Candace AguilarAinda não há avaliações
- Planning For Procurement of Construction ContractsDocumento41 páginasPlanning For Procurement of Construction ContractsJoel AlcantaraAinda não há avaliações
- Aqueous EquilibriumDocumento7 páginasAqueous EquilibriumWONG TSAinda não há avaliações
- Fire Hydrant System Design Installation Commisioning and TestingDocumento5 páginasFire Hydrant System Design Installation Commisioning and Testingjaianit89Ainda não há avaliações
- PC W130B 09 EUDocumento272 páginasPC W130B 09 EUОблачноAinda não há avaliações
- TTO-ST-0-SPC-05100 - Structural Steel SpecificationDocumento18 páginasTTO-ST-0-SPC-05100 - Structural Steel Specificationsara saravananAinda não há avaliações
- DATA SHEET Industrial Enamel BlancoDocumento4 páginasDATA SHEET Industrial Enamel BlancoAlfredo OrellanaAinda não há avaliações
- Android Notes by KillerDocumento6 páginasAndroid Notes by KillerRavi RanjanAinda não há avaliações
- Kroo Subsonic WingDocumento8 páginasKroo Subsonic WingRod ManserAinda não há avaliações
- Java Swing Demo (Class Name Test)Documento2 páginasJava Swing Demo (Class Name Test)bejarunAinda não há avaliações
- Black SH e Ed Laser Ablation Effects and ApplicationsDocumento289 páginasBlack SH e Ed Laser Ablation Effects and ApplicationsMaxim KomarAinda não há avaliações
- M60 Main Battle TankDocumento7 páginasM60 Main Battle Tankbcline50% (2)
- Intelligent Control LED Integrated Light Source: Features and BenefitsDocumento6 páginasIntelligent Control LED Integrated Light Source: Features and BenefitsRazvy StoianAinda não há avaliações
- Memristor Modeling in MATLAB®&SimulinkDocumento6 páginasMemristor Modeling in MATLAB®&Simulinkjoseamh69062247Ainda não há avaliações
- Operation Guide MSBDocumento8 páginasOperation Guide MSBMao RathanithAinda não há avaliações
- Wrights Offshore Hydrate Remediation Skid ArticleDocumento4 páginasWrights Offshore Hydrate Remediation Skid ArticleAnonymous ItzBhUGoiAinda não há avaliações
- Manual Multisim 2001 (Ingles)Documento72 páginasManual Multisim 2001 (Ingles)Anonymous W1QQcbA4sWAinda não há avaliações
- Kolar-Chikkaballapur Milk Union Limited: First Prize DairyDocumento8 páginasKolar-Chikkaballapur Milk Union Limited: First Prize DairySundaram Ramalingam GopinathAinda não há avaliações
- Drainage Sewerage Piping Work Risk AssessmentsDocumento5 páginasDrainage Sewerage Piping Work Risk Assessmentsboa jean marieAinda não há avaliações