Você também pode gostar
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- BR350JG 1Documento8 páginasBR350JG 1Jan HendriksAinda não há avaliações
- Brochure ZW310 5Documento20 páginasBrochure ZW310 5Jan HendriksAinda não há avaliações
- Catalog Komatsu PDFDocumento202 páginasCatalog Komatsu PDFJan Hendriks82% (11)
- Peterbilt Heavy Duty Body Builder Manual 2017Documento290 páginasPeterbilt Heavy Duty Body Builder Manual 2017Jan Hendriks100% (2)
- E SpecCMP15 18 20sDocumento6 páginasE SpecCMP15 18 20sJan HendriksAinda não há avaliações
- Bomag Technical DataDocumento4 páginasBomag Technical DataJan HendriksAinda não há avaliações
- I60O 150930 Trilithic CT 4 KKDocumento2 páginasI60O 150930 Trilithic CT 4 KKJan HendriksAinda não há avaliações
- Max Lifting Height 16.35mDocumento4 páginasMax Lifting Height 16.35mJan HendriksAinda não há avaliações
- D350ahg - D400ahg - en PDFDocumento69 páginasD350ahg - D400ahg - en PDFJan HendriksAinda não há avaliações
- PN Infosheet Compressors K-Series en May18 LQDocumento1 páginaPN Infosheet Compressors K-Series en May18 LQJan HendriksAinda não há avaliações
- 12M Motorgrader PDFDocumento28 páginas12M Motorgrader PDFJan HendriksAinda não há avaliações
- TL35 70Documento1 páginaTL35 70Jan HendriksAinda não há avaliações
- Soubor 1 3t CPD 58 PDFDocumento124 páginasSoubor 1 3t CPD 58 PDFJan Hendriks0% (1)
- 315SKBroch 1591 07 14ENG PDFDocumento8 páginas315SKBroch 1591 07 14ENG PDFJan HendriksAinda não há avaliações
- CD60R - 1A Brochure PDFDocumento4 páginasCD60R - 1A Brochure PDFJan HendriksAinda não há avaliações
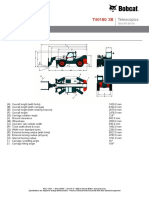
- Telescopics: DimensionsDocumento10 páginasTelescopics: DimensionsJan HendriksAinda não há avaliações
- Grease 15-16 PDFDocumento1 páginaGrease 15-16 PDFJan HendriksAinda não há avaliações
- 1275 EnuDocumento2 páginas1275 EnuJan HendriksAinda não há avaliações
- Roto H Plus - tcm742-1607653 - tcm833-1777162Documento2 páginasRoto H Plus - tcm742-1607653 - tcm833-1777162airpartAinda não há avaliações
- Piston Fluid - tcm742-1607660 - tcm836-1777166 PDFDocumento2 páginasPiston Fluid - tcm742-1607660 - tcm836-1777166 PDFJan HendriksAinda não há avaliações
- Wheel Loaders: Innovative Drivetrain SolutionsDocumento4 páginasWheel Loaders: Innovative Drivetrain SolutionsAli Tavakoli NiaAinda não há avaliações
- Diesel Generator Set Technical Parameters: WWW - Fogo.plDocumento2 páginasDiesel Generator Set Technical Parameters: WWW - Fogo.plJan HendriksAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Atego Axor DistributionDocumento63 páginasAtego Axor DistributionVenugopal Balakrishnan NairAinda não há avaliações
- Product Brochure Volvo A35G A40GDocumento24 páginasProduct Brochure Volvo A35G A40GmnowaqAinda não há avaliações
- General Review of The Operation Technique For The Past Decade in Sinter Plant at China SteelDocumento10 páginasGeneral Review of The Operation Technique For The Past Decade in Sinter Plant at China Steelc806Ainda não há avaliações
- Eror Mid 128Documento53 páginasEror Mid 128DamatAinda não há avaliações
- Cb-8494 C-B Natcom BrochureDocumento16 páginasCb-8494 C-B Natcom BrochureAlberto KrahmerAinda não há avaliações
- Exhaust Gas Aftertreatment: Marine Engines DI13, DI16Documento41 páginasExhaust Gas Aftertreatment: Marine Engines DI13, DI16sartorsartor0Ainda não há avaliações
- MP305 PDFDocumento40 páginasMP305 PDFrichardstormAinda não há avaliações
- Double Downshot BoilersDocumento9 páginasDouble Downshot BoilersNaveen ShettyAinda não há avaliações
- CFBC Boiler Performance Calculation4 PDFDocumento43 páginasCFBC Boiler Performance Calculation4 PDFrizalAinda não há avaliações
- Proposed Rule: Air Pollution Control New Motor Vehicles and Engines: Heavy-Duty Vehicle and Engine Standards Onboard Diagnostics RequirementsDocumento146 páginasProposed Rule: Air Pollution Control New Motor Vehicles and Engines: Heavy-Duty Vehicle and Engine Standards Onboard Diagnostics RequirementsJustia.comAinda não há avaliações
- Eferrous MetalDocumento538 páginasEferrous MetalHassan SleemAinda não há avaliações
- Et Ammonia PDFDocumento2 páginasEt Ammonia PDFjamesmarin007Ainda não há avaliações
- Liebherr A918 T4F GBDocumento44 páginasLiebherr A918 T4F GBCornelis JongenelenAinda não há avaliações
- Gaumer Process HeatingDocumento743 páginasGaumer Process HeatingAnonymous Wu6FDjbAinda não há avaliações
- AdBlue Use and Handling PDFDocumento3 páginasAdBlue Use and Handling PDFTeddy KhantAinda não há avaliações
- Data Sheet 9700 DD 4.0 Euro 6 EN 2021Documento3 páginasData Sheet 9700 DD 4.0 Euro 6 EN 2021lopezAinda não há avaliações
- Emission Control TechniquesDocumento11 páginasEmission Control TechniquesKamalesh A PatilAinda não há avaliações
- Standard Equipment: SK350LC-10 SK350NLC-10Documento20 páginasStandard Equipment: SK350LC-10 SK350NLC-10miguel anabalonAinda não há avaliações
- BtE Basic Training - Part Two - 14jun2022Documento87 páginasBtE Basic Training - Part Two - 14jun2022HUERTO URBANO PERÚ - Huerto Balcón RHAinda não há avaliações
- Acea European Oil Sequences 2016: Date UpdateDocumento14 páginasAcea European Oil Sequences 2016: Date UpdatedaveAinda não há avaliações
- 01 Doosan TIER 4I Engine (120425)Documento6 páginas01 Doosan TIER 4I Engine (120425)Soufiane KadarAinda não há avaliações
- Unimog New1Documento153 páginasUnimog New1Alexandru NicolaAinda não há avaliações
- Kenworth Range Australia Line UpDocumento2 páginasKenworth Range Australia Line UpDIONYBLINKAinda não há avaliações
- Service Bulletin DDDocumento5 páginasService Bulletin DDjohn wrightAinda não há avaliações
- TriMer MET BrochureDocumento8 páginasTriMer MET BrochureMarco TorreAinda não há avaliações
- Vogelle S1600-3iDocumento22 páginasVogelle S1600-3ijhonycvzAinda não há avaliações
- ZEECO PRODUCTS & INDUSTRIES - Burners - Duct BurnersDocumento2 páginasZEECO PRODUCTS & INDUSTRIES - Burners - Duct BurnersKR PAAinda não há avaliações
- Ceramic Honeycomb Filters and CatalystsDocumento7 páginasCeramic Honeycomb Filters and CatalystsDung Nguyen XuanAinda não há avaliações
- Hino 300 Series (EURO 6 Standard Compliant)Documento18 páginasHino 300 Series (EURO 6 Standard Compliant)DenisEcheverri100% (1)
- 2017 Dec CASE Biodiesel Guildline PDFDocumento18 páginas2017 Dec CASE Biodiesel Guildline PDFJUNA RUSANDI S100% (1)