Escolar Documentos
Profissional Documentos
Cultura Documentos
ES-076 Msswxontaje de Redes de Tuberías Metálicas
Enviado por
Edinson Andrés RamírezDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
ES-076 Msswxontaje de Redes de Tuberías Metálicas
Enviado por
Edinson Andrés RamírezDireitos autorais:
Formatos disponíveis
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 2 de 21
Fecha: 25/05/2015 Ed: 01
1. OBJETO
La presente especificacin tiene por objeto definir las directrices tcnicas generales,
normas, materiales, procedimientos de trabajo e inspeccin, aplicables al suministro,
fabricacin y montaje de tubera metlica, accesorios, bridas, juntas y vlvulas
empleados en las diversas redes de fluidos:
-
Vapor
Condensados
Agua
Agua caliente
Agua desmineralizada
cido Sulfrico, Oleum, DMA, SO2
Gases
Aire comprimido
Sulfato de Zinc
En las instalaciones de las factoras de Asturiana de Zinc, S.A.
2. ESPECIFICACIONES
2.1. Limites de suministro
Los lmites de suministro sern establecidos por AZSA en la Peticin de Oferta de los
Suministros.
2.2. Normativa
Se aplicara la ltima versin de todas las normas, instrucciones, documentos y
reglamentos que se citan a continuacin:
-
Planos
Normas ASME aplicables (secciones I, II, V, VIII, IX)
Normas UNE aplicables.
Normas ASTM aplicables
Normas ANSI aplicables (B31, B31.1, B31.8, B16.34, B1.1, B16.5, B16.9,
16.11), (B16.21, B16.25, B18.2, B16.28, B36.10M, B36.19M)
Normas API aplicables
Normas DIN aplicables
Reglamento de Seguridad e Higiene en el Trabajo.
Ley de Prevencin de Riesgos Laborales y reales decretos aplicables.
Directiva relativa a los equipos a presin 97/23/CE
Reglamento de Equipos a Presin RD 2060/2008 y sus ITCs
Reglamento de almacenamiento de Productos Qumicos RD 379/2001 y sus
ITCs
Reglamento de Redes y Acometidas de Combustibles Gaseosos
Directiva de Seguridad de Mquinas 89/392/CEE y sus modificaciones
91/368/CEE, 93/44/CEE, 93/68/CEE.
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo
expuesto en este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del
mismo. Solo la versin electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 3 de 21
Fecha: 25/05/2015 Ed: 01
3. OTRAS CARACTERISTICAS DEL PRODUCTO/SERVICIO
3.1. Documentacion
Es obligacin del Contratista, el ejecutar cuantas operaciones sean necesarias para la
buena construccin y aspecto de las obras, an cuando no se halle expresamente
estipuladas en los documentos de los diferentes proyectos.
Lo mencionado en los planos y omitido en la Especificacin, o viceversa, habr de ser
ejecutado como si estuviese expuesto en ambos documentos.
Es obligacin del Contratista la correcta interpretacin de los documentos. En caso de
duda consultar con AZSA, quien determinar al respecto, as como en los posibles
casos de contradiccin en los documentos, sin que ello exima al Contratista de su
responsabilidad.
El contratista deber confrontar, inmediatamente despus de recibirlos, todos los planos
que le hayan sido facilitados y deber informar prontamente a la Propiedad de cualquier
anomala o contradiccin. Las cotas de los planos prevalecern siempre sobre las
medidas a escala.
Asimismo confrontar los diferentes planos y comprobar las cotas antes de comenzar
la obra y ser responsable por cualquier error que hubiera podido evitar de haberlo
hecho.
Las lneas de fluidos se realizarn de acuerdo con los planos bsicos y
especificaciones.
Estos planos contendrn una informacin completa de :
Las dimensiones necesarias para definir todos los elementos.
Listas de materiales.
La disposicin de uniones.
Las dimensiones de los cordones de soldadura, secuencia, procedimientos de
soldadura y materiales de aportacin.
El Contratista respetar cuidadosamente todas las indicaciones dadas en los planos y/o
especificacin y si en algn caso le pareciese aconsejable un cambio , lo someter por
escrito a AZSA para su aprobacin.
Ningn documento o carta, as como, ninguna comprobacin de clculo, comentarios o
aprobaciones procedentes de AZSA, ser considerado, en ningn caso, vlido por el
Contratista para eludir cualquier responsabilidad en los trabajos por el suministrados.
El Contratista enviar a AZSA para su aprobacin los siguientes documentos:
- Programas de Puntos de Inspeccin (P.P.I.)
- Procedimientos de Soldadura
- Certificados de Homologacin de Procedimientos
- Certificados de Cualificacin de los Soldadores
- Procedimientos de Curvado de Tubos (cuando sea aplicable)
- Procedimientos de Tratamientos Trmicos (cuando sea aplicable)
- Procedimientos de Control Dimensional
- Procedimientos de Pruebas Hidrostticas
3.2. Condiciones generales
Las lneas de tubera a las que hace referencia esta Especificacin, irn soldadas y
atornilladas.
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 4 de 21
Fecha: 25/05/2015 Ed: 01
Esta especificacin se extender a todas las unidades de obra que, an no
contempladas inicialmente en los diferentes suministros, pueden incrementarse en el
transcurso del desarrollo de los trabajos.
El contratista deber tener presente el redactar su oferta la posibilidad de interferencia
de su trabajo de montaje con terceros, e incluso la falta de continuidad en los mismos si
las condiciones del conjunto general de la obra lo exigieran, debiendo someterse al
juicio de la Supervisin de Obra en este sentido y sin que ello pudiera motivar ninguna
reclamacin posterior.
Tambin tendr en cuenta al redactar su oferta las condiciones climatolgicas en las
que se va a desarrollar el montaje e incluso los posibles tiempos de parada como
consecuencia de las mismas, no habiendo, por tanto, lugar a ninguna reclamacin por
estos conceptos. Asimismo, se entiende que todo proyecto es susceptible de
modificaciones durante su ejecucin, por lo que por cualquier cambio que pudiera surgir
no suscitar ninguna reclamacin por parte del Contratista a menos que
fehacientemente se compruebe, a requerimiento del mismo y por parte de AZSA, que
los elementos que se vean afectados estn fabricados y resultarn desechables, en
cuyo caso los elementos nuevos que se hubieran de fabricar se considerarn como una
adicin a la obra en las mismas condiciones que las iniciales.
3.3. Condiciones de diseo, suministro y montaje
Los criterios bsicos principales que son aconsejables tener en cuenta en el desarrollo y
ejecucin de cualquier proyecto de suministro, fabricacin y montaje de Tuberas
Metlicas, son:
Se establecer un programa general bsico de ejecucin de la obra a realizar, en
el cual se incluirn las actividades de diseo, fabricacin y montaje.
Todas las medidas que sean necesarias para realizar el montaje debern estar
consignadas en los planos.
Cada lnea de tubera se disear en base a los siguientes factores de diseo:
terremoto, presin del viento, peso del tubo (incluyendo materiales de
aislamiento, fluidos lquidos a transportar, nieve, etc), flexin de tubera
admisible, vibracin de la tubera, presin y temperatura del fluido, posibles
condiciones oscilatorias cclicas de presin y temperatura.
El dimetro de la tubera se determinar teniendo en cuenta el caudal mximo,
cada de presin, etc; de los fluidos, a menos que se especifique de otro modo.
Se suministrarn plataformas y escaleras para acceso a vlvulas, diafragmas,
etc; para fcil manipulacin y mantenimiento.
Las vlvulas sern instaladas en posiciones que permitan la inspeccin local y
mantenimiento de ramales de tuberas, sin parar toda la lnea de tuberas.
Las tuberas sern de construccin tal que permitan una suficiente flexibilidad
que evite la expansin y contraccin trmica y no cause momento de flexin
excesivo en cualquier junta o se ejerza una fuerza o momento no deseable en
cualquier conexin con el equipo o en cualquier punto de anclaje. Se emplearn
los siguientes mtodos en este orden de prioridad:
1. Dar un trazado que permita una flexibilidad suficiente a la tubera
2. Instalar liras de dilatacin
3. Colocar compensadores juntas de dilatacin
Las tuberas estarn suficientemente separadas del cable de alta tensin por
razones de seguridad.
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 5 de 21
Fecha: 25/05/2015 Ed: 01
Para tubera en zanjas ser siempre obligatoria la proteccin catdica
Se suministrarn drenajes con vlvulas en todos los puntos bajos de todos los
sistemas de tuberas para lquidos. Igualmente se instalarn drenajes con
vlvulas y purgadores para todos los gases y vapores con posibilidad de
condensados, dando a las tuberas de los mismos las inclinaciones necesarias
para una fcil evacuacin de los condensados.
Se emplazarn las salidas de descarga a la atmsfera en posiciones seguras por
encima de plataformas o pasillos.
El sistema de soportes ser diseado teniendo en cuenta los efectos de carga
introducidos por la presin de servicio, temperatura, influencias ambientales y
efectos dinmicos ( fuerza de impacto, viento, vibracin por terremoto), efectos
de peso, cargas de expansin y contraccin trmica, etc.
Cuando se requieran vlvulas de reduccin de presin, se suministrarn una
ms vlvulas de seguridad en el lado de baja presin de la vlvula reductora,
para proteger la tubera y equipo en el lado de baja presin.
Las vlvulas de seguridad irn colocadas junto o lo ms prximo posible a la
vlvula de reduccin. Se instalarn ventilaciones a la atmsfera desde las
vlvulas de seguridad para proteger al personal y al equipo. La capacidad de
descarga de las vlvulas de seguridad ser tal que la presin en la tubera no
exceda la presin de trabajo cuando la vlvula de reduccin falle o permanezca
en su posicin abierta.
Las sustituciones de materiales, no podrn realizarse a no ser que
especficamente se soliciten y autorizacin por el departamento responsable de
AZSA.
Las caractersticas de los materiales de tuberas, accesorios, bridas, juntas y
vlvulas a emplear en las diferentes lneas de fluidos, estn relacionados en la
tabla que se anexa al final de la especificacin.
Todos los materiales que se suministren para su posterior montaje en obra y / o
que se recepcionen en los talleres para prefabricacin de tramos de tubera,
cumplirn con la norma del material aplicable, lo requerido en esta especificacin
y se correspondern con los indicados en el pedido, planos y listas de
materiales.
Todos los materiales sern perfectamente identificables y sus marcas de
identificacin se correspondern con sus respectivos certificados de material.
No se permiten reparaciones en los materiales base
Las tuberas de acero al carbono a emplear en servicios con riesgos tienen que
tener un limite elstico superior a 241 Mpa.
La prefabricacin de isomtricos en taller se realizar en tramos lo ms largos
posible, compatible con el medio de transporte que se vaya a utilizar, con el
propsito de reducir el nmero de soldaduras a realizar en obra.
La prefabricacin en taller incluir la preparacin de biseles de las soldaduras
circunferenciales que se vayan a efectuar en obra, para as facilitar su montaje.
Los tubos irn unidos por soldadura tanto entre ellos, como en unin a bridas
(conexiones a vlvulas, diafragmas, equipos, etc.) y dems accesorios. Se
evitar el uso de conexiones roscadas.
Las soldaduras de partes a presin, excepto para socket welds, debern ser
realizadas a penetracin completa y en pasadas mltiples.
Las uniones circunferenciales a soldar debern ser biseladas con un ngulo de
35 +/-5 y altura de cara de raz de 1,6 mm.
Juntas en inglete no son permitidas. Una junta en inglete est definida como una
junta con un ngulo de descentramiento mayor de 3.
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 6 de 21
Fecha: 25/05/2015 Ed: 01
En la soldadura de accesorios externos a la tubera: weldolets, sockolets,
medios manguitos, etc., estos no podrn soldarse sobre la tubera a menos de
100 mm de la soldadura circunferencial ms prxima, independientemente de lo
indicado en los planos
Las preparaciones de bordes estarn libres de pinturas, aceites, escoria,
entallas, grasas, proyecciones u otras imperfecciones que puedan afectar a la
calidad final de las soldaduras.
Las uniones soldadas que requieran de ensayos no destructivos, sern
marcadas para su identificacin por un nmero de soldadura y un smbolo del
soldador. Estas identificaciones debern ser realizadas con marcado mediante
material resistente a la intemperie y compatible con posteriores tratamientos de
pintura. Asimismo estas marcas sern trasladadas a documento escrito (registro
de soldaduras).
En las operaciones de curvado se emplearn cilindros de curvas o rodillos de
presin para doblar las tuberas. Puede emplearse la flexin en caliente, tal
como calentamiento por induccin elctrica en lugar de un curvatubos.
Las curvas de los tubos sern del ngulo correcto y tendrn una superficie lisa,
libre de puntos planos y corrugaciones.
El espesor de pared requerido del tubo ser mantenido incluso despus de la
curvatura.
El sistema de tuberas ser diseado, fabricado e instalado, de forma que tenga
suficiente flexibilidad para evitar que la expansin o contraccin trmica cause
momentos de flexin excesiva en las juntas, o fuerzas o momentos indeseables
en puntos de conexin con el equipo, en puntos gua o de anclaje.
Se proporcionar flexibilidad mediante cambios de direccin o mediante el uso de
liras. En algunos casos pueden utilizarse juntas de expansin aprobadas de los
tipos junta deslizante o compensadores.
Las ondas o fuelles de los compensadores sern de acero inoxidable de calidad
a especificar. Segn las indicaciones de AZSA llevarn camisa interior.
Ser responsabilidad del Montador la recepcin del material en obra, as como
establecer un sistema de almacenamiento, de forma que se faciliten las
operaciones posteriores de movimiento de material para el montaje.
Todas las tuberas se podrn vaciar por uno o varios puntos por gravedad; en el
caso excepcional en que esto no sea posible, se dispondrn de purgas que
permitan aspirar el lquido mediante camin cisterna de aspiracin.
En todas las tuberas habr puntos de fcil apertura en las partes altas del
recorrido que permitan realizar comprobaciones de presencia de H2
(introduciendo macarrn).
Instalacin de tornillera del material ms adecuado para cada tipo de tubera.
3.3.1. Tuberas enterradas
La proteccin contra la corrosin se garantiza de forma pasiva mediante el
revestimiento de polietileno extrusionado en fbrica (DIN30670), y de forma activa
mediante los sistemas de proteccin catdica.
La tubera de acero al carbono para protegerla del medio agresivo de que est
rodeada y disminuir de esta forma la proteccin catdica necesaria, vendr
recubierta de fbrica de un revestimiento externo a base de resinas de poliuretano,
libre de disolventes y de alquitranes, con un espesor mnimo de 1500 micras.
En las zonas de uniones soldadas en campo el revestimiento, ser con manguitos
termorretrctiles de polietileno.
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 7 de 21
Fecha: 25/05/2015 Ed: 01
En el caso de curvas se har un encintado manual en fro con cinta de polietileno
(DIN30672), con tantas capas solapadas al 50% como sean necesarias para
alcanzar un espesor igual o superior al de la tubera adyacente y as garantizar las
mismas caractersticas mecnicas y dielctricas. En dicha ejecucin se seguirn las
indicaciones del fabricante.
Antes del descenso a zanja de los tubos y en presencia del inspector de AZSA, se
probar el estado del revestimiento mediante un detector de tipo de muelle en espiral
ajustado a la tubera y a una tensin de prueba de 22 KV, que se pasar a una
velocidad de 12 m / min.
El aparato estar calibrado y el certificado de calibracin vigente se presentar al
inspector de AZSA antes de las pruebas.
Posteriormente a enterrarse, se proceder a comprobar la no existencia de daos en
el revestimiento a travs de: gradiente de voltaje de corriente continua.
En el paso de tubera area a enterrada se colocaran carretes teflonados para
asegurar el aislamiento dielctrico. Adems, se deber tener en cuenta que habr de
dotar de juntas de tefln y aislamiento dielctrico a la tornilleria de sujecin de las
bridas de los carretes.
De esta forma se asegura que no haya contacto metlico entre las diversas partes:
tubera, carrete, bridas, tornillos. A continuacin se adjunta detalle tipo:
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 8 de 21
Fecha: 25/05/2015 Ed: 01
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 9 de 21
Fecha: 25/05/2015 Ed: 01
El descenso de la tubera a la zanja se realizar despus de haber comprobado que:
No existe ningn cuerpo extrao ni suciedad en el interior.
Todas las uniones de soldadura han sido inspeccionadas y aceptadas.
El revestimiento ha sido controlado y no se han producido fallos.
El fondo y las paredes de la zanja estn en perfectas condiciones, y no existe
ningn cuerpo extrao que pueda daar la tubera.
El descenso se realizar cuidando siempre que los tiles empleados en el mismo, no
daen la tubera. Se excluye la utilizacin de cables o eslingas metlicas para
suspender la tubera en el proceso de puesta en zanja.
El montaje de los equipos de proteccin catdica tiene el desarrollo metodolgico
siguiente:
Conexiones de los cables
La conexin de cables a la tubera se efectuar mediante soldadura de
estao, una vez que est limpia la superficie de la zona donde se realizar la
conexin.
Las conexiones de cables a bornas de tomas de potencial se realizarn
mediante terminales adecuados.
Instalacin de las cajas de unidades de tomas de potencial
A lo largo de la tubera, se instalarn una serie de unidades de toma de
potencial, en los puntos que se sealen en el proyecto.
Se croquizar la situacin de las tomas de potencial
En el caso de cruzamiento con otras tuberas, se deber poner una caja de
toma de potencial, con un cable a cada tubera, para medir posibles
interferencias y poderlas corregir.
Tanto la instalacin de cajas de toma de potencial sencillas, como especiales
para control de juntas aislantes , sern efectuadas por el instalador de la
tubera.
Instalacin de nodos
Para la instalacin de los nodos de sacrificio se seguir lo indicado en el
proyecto correspondiente.
Se alejarn los nodos la mxima distancia posible de la tubera.
Se croquizar la situacin del nodo enterrado.
Instalacin de tomas de picas de tierra
Para la instalacin de picas de tierra de Zinc se seguir el mismo proceso que
para nodos de sacrificio, si bien no es necesario alejarlo lo mximo posible
pero si respetar la distancia mnima.
Las picas convencionales se instalarn donde resulte ms conveniente y sea
posible.
Las puestas a tierra tendrn, una vez instaladas una resistencia menor a 20
W.
Se croquizar la situacin de las picas de tierra.
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 10 de 21
Fecha: 25/05/2015 Ed: 01
3.4. Requerimientos para los materiales
Todo el material empleado en obra ser nuevo y adems queda expresamente
prohibida la utilizacin de material procedente de rechazo.
Los requerimientos tcnicos para el suministro de materiales son:
a)
Origen de los materiales
Todos los materiales necesarios para la ejecucin de las obras sern suministrados
porel Contratista, quien ser el nico responsable de su manipulacin,
almacenamiento, conservacin y buen empleo.
Todos los materiales sern de origen dentro de la CE.
b)
Control de calidad.
Todos los materiales a emplear en las obras sern objeto de un Control de Calidad,
cuya definicin y alcance se expresa en los apartados correspondientes, que el
Contratista realizara a su costa, sometiendo los resultados a conocimiento y
aprobacin de la Supervisin de Obra, con antelacin suficiente al momento de su
uso en obra.
c)
Material a emplear.
Las caractersticas de los materiales de tuberas, accesorios, bridas, juntas y
vlvulas a emplear en las diferentes lneas de fluidos, estn relacionados en la tabla
que se anexa al final de la especificacin.
A menos que de otra forma se especifique en los planos del pedido:
- Para tuberas que tengan un dimetro nominal por debajo de DN 400, se
utilizarn tubos de acero soldados por arco elctrico o tubos de acero sin
costura, comercialmente disponibles.
- Para tuberas con dimetro nominal de ms de DN 400, se podrn emplear
tubos tales como tubos en espiral y tubos con costura recta, o tubos
prefabricados de chapa de acero laminado comercial comercialmente
disponibles.
- Los codos y reducciones para soldar a tope, tendrn un espesor mnimo
igual al del tubo a unir
- Los accesorios de dimetro menores de 2 sern forjados, la preparacin de
los extremos ser para soldar a enchufe.
- Los accesorios de dimetro nominal de 2 y mayores sern para soldadura
a tope.
- Las bridas sern del tipo Welding-Neck cuando vayan a ser soldadas a
tuberas de dimetro nominal de 2 y mayores, y con preparacin para
soldar a enchufe para tuberas de dimetro nominal menores de 2. En todos
los casos, las caras de las bridas sern con resalte.
- Los materiales de la vlvulas a utilizar, se seleccionarn considerando las
propiedades, temperatura, presin y otras condiciones de los fluidos.
d)
Materiales consumibles de soldadura
- Electrodos, varillas de soldar, y fluxes sern conformes a ASME seccin II C
- El material de aporte se almacenar y manipular de forma que no se
daen, ni sus embalajes. Una vez abierto un paquete, los electrodos
recubiertos se protegern de todo tipo de deterioro, suciedad o polvo, no
pudindose. Se seguirn las instrucciones del fabricante de los electrodos
en cuanto a la
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 11 de 21
Fecha: 25/05/2015 Ed: 01
conservacin a temperatura, especialmente en el secado previo de los
electrodos de bajo contenido en hidrgeno.
- Los consumibles de soldadura debern seleccionarse basndose en sus
propiedades mecnicas, compatibilidad con los materiales base a unir, su
conveniencia con el servicio al que va destinado, y consideraciones de
polaridad, posicin y direccin de soldadura.
3.5. Pre-fabricacion y montaje
El Contratista mantendr en Obra, de manera permanente, un Tcnico cualificado,
aprobado por AZSA, que ser el nico responsable de los trabajos de montaje.
Los fases a seguir por el Contratista en la pre-fabricacin y montaje de tuberas
metlicas, una vez recibidos los planos y documentos de los diferentes proyectos, son
las siguientes:
3.5.1. Curvado.
Las curvas debern estar completamente libres de deformaciones, grietas, arrugas o
muescas causadas por las mordazas de sujecin de la mquina de curvado. Una
arruga es causa de rechazo y est definida como una desviacin de la pared de
tubera desde el curva ideal de ms de 15% con respecto al espesor de la pared
nominal perpendicular a la superficie. La dimensin de un defecto descrito
anteriormente no excedern del valor dado por la formula siguiente:
d=
(2tD)
donde:
d: dimensin mayor del defecto
t: espesor nominal de pares
D: dimetro nominal de la tubera
La diferencia entre el mayor y el menor dimetro (ovalidad) del corte transversal de
una curva no exceder del 5% del dimetro nominal en cualquier punto de la curva y
no exceder el 3% del dimetro nominal de la tubera en los finales.
3.5.2. Homologacin de los mtodos operativos de soldadura.
Antes de iniciarse la pre-fabricacin y el montaje, el Contratista realizar cuantas
pruebas y ensayos sean necesarios para la homologacin segn normas ASME IX, o
EN 288-3 de los diferentes procedimientos de soldadura; los ensayos a realizar en
las homologaciones se realizarn de acuerdo a la norma aplicable. En los
procedimientos de soldadura a homologar se definirn:
Tipos de unin: a tope, en ngulo, etc.
Posicin de soldadura: horizontal, vertical, cornisa, techo.
Preparacin de bordes: en funcin del tipo de unin, del espesor, etc.
Clase de equipo con el que se va a realizar la soldadura: manual,
semiautomtica
Variables de la operacin de acuerdo con el equipo: tensin, intensidad,
velocidad de aportacin de hilo, caudal de gas de proteccin, velocidad de
avance.
Clases de consumibles de acuerdo con el equipo: electrodos (tipos y dimetros),
hilos desnudos en atmsferas de gas (tipos y dimetros), hilos rellenos en
atmsferas de gas (tipos y dimetros), gases (puros o mezclas)
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 12 de 21
Fecha: 25/05/2015 Ed: 01
Proceso de la operacin: nmero de pasadas, orden de ejecucin de los
cordones.
Precalentamientos y / o postcalentamientos, as como posibles recocidos de
distensionado.
3.5.3. Calificacin de soldadores.
Las soldaduras sern ejecutadas por Soldadores cualificados por cualquiera de las
entidades clasificadoras oficialmente reconocidas. La inspeccin estar facultada
para pedir en todo momento las pruebas de homologacin convenientes de acuerdo
con las Normas ASME IX o EN 287-1 y segn las homologaciones de los
procedimientos para cada caso concreto.
3.5.4. Eleccin de electrodos.
El Adjudicatario elegir el tipo y dimetro de los electrodos, de acuerdo con las
caractersticas del material base y la posicin de aportacin, ajustndose al
procedimiento de soldadura a emplear.
Los electrodos debern preservarse de la humedad y en especial los de
revestimiento bsico, los cuales deben aplicarse completamente secos.
Los electrodos que se empleen debern estar oficialmente clasificados y aprobados
por entidad oficialmente reconocida.
Se pondr especial cuidado para evitar que los electrodos bsicos adquieran
humedad del medio ambiente, para lo cual se almacenarn en un recinto cuya
humedad ambiente sea inferior al 50 % y la temperatura del almacn se mantenga
10 C superior a la de su entorno.
3.5.5. Requerimientos para la soldadura
No se permite cebar el arco sobre el metal base.
No se realizar ninguna soldadura cuando la temperatura ambiente sea inferior
a 5 C.
Con temperaturas entre -- 5 C y + 5 C se precalentarn los bordes a soldar
a 100 C .
Con temperatura ambiente por encima de
+ 5 C
se soldar sin
precalentamiento para espesores iguales o inferiores a 25 mm , pero se pasar
la llama neutra del soplete por los bordes a soldar para evitar la humedad. Para
espesores mayores se realizar un precalentamiento del metal base en toda la
longitud del cordn.
Se evitar que los electrodos, varillas y fundentes, adquieran humedad del
medio ambiente.
Inmediatamente antes de iniciar cualquier soldadura, la superficie de la zona a
soldar se limpiar perfectamente, eliminando el xido, cascarilla, polvo, pintura,
agua, aceites y en general cualquier impureza, mediante la utilizacin de calor,
cepillos de alambre, disolventes, etc .
Cuando se requiera ms de una pasada para la ejecucin de las costuras
soldadas, la diferencia de temperatura entre pasadas no ser inferior a 100 C.
Los cordones se depositarn sin provocar mordeduras de borde, sopladuras,
crteres, y solapes; estos defectos debern ser corregidos inmediatamente.
Despus de ejecutar cada cordn de soldadura y antes de depositar el
siguiente se limpiar su superficie cuidadosamente con piqueta, cepillo de
alambre o esmerilado, con objeto de eliminar todo rastro de escoria.
Los cordones de soldadura que presenten grietas sern saneados totalmente,
procedindose al levantamiento de los mismos, mediante arco aire o piedra de
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 13 de 21
Fecha: 25/05/2015 Ed: 01
corte, en la profundidad necesaria hasta alcanzar una zona sana y sin grietas;
una vez que se haya limpiado y esmerilado perfectamente esta nueva zona de
arranque, se reconstruir nuevamente el cordn.
Para el ajuste de bordes a soldar podrn emplearse puntos de soldadura sobre
los bordes; los cules sern realizados por un soldador cualificado a fin de
poder ser incluidos como parte de la soldadura o poder ser eliminados a
medida que se suelde la pasada de raz.
Se limpiar la escoria por medios mecnicos antes de dar la siguiente pasada,
eliminando todo defecto que se aprecie, tal como porosidad, fisuracin,
proyeccin, irregularidades, y zonas de difcil penetracin.
El acabado de las soldaduras presentar un aspecto uniforme, libre de
mordeduras y solapes; el material de aportacin surgir del base con ngulo
suave, estando el sobre espesor de acuerdo con lo establecido con la
normativa tcnica.
No se podrn realizar trabajos de soldadura a la intemperie, en condiciones
atmosfricas desfavorables tales como excesiva humedad, lluvia o viento; en
tales circunstancias, el contratista deber proteger adecuadamente la zona de
trabajo, previamente a la iniciacin de cualquier operacin de soldadura.
Como resultado de los distintos ensayos no destructivos que se realicen, el
contratista recibir instrucciones para la realizacin de reparaciones de
soldadura; proceder a sanear el defecto con una esmeriladora, posteriormente
se proceder a soldar la zona saneada; finalizada la reparacin se volvern a
realizar ensayos no destructivos, con el fin de determinar si dicha reparacin se
ha efectuado a satisfaccin.
3.5.5.1.
Procesos de Soldadura
El contratista deber presentar a AZSA, para su revisin, antes del inicio de los
trabajos, un programa de homologaciones en el que se muestre claramente que
los trabajos de soldadura dentro de su alcance, incluyendo los de reparacin,
quedarn cubiertos por Procedimientos de Soldadura homologados o a
homologar.
Los procesos de soldadura a considerar estarn constituidos por alguna de las
tcnicas, con las limitaciones y requerimientos citados, que a continuacin se
indican:
Soldadura manual y arco elctrico con electrodo revestido (SMAW).
- La primera pasada de pasada de la soldadura de uniones, se realizar
siempre con tcnica ascendente.
- En soldaduras entre tubos y accesorios, y dependiendo de la diferencia
de espesores a unir y la composicin del accesorio, se podr utilizar
electrodo bsico para el relleno, manteniendo el celulsico para la
pasada de raz.
Soldadura manual y arco elctrico con electrodo metlico no fusible bajo
atmsfera protectora de gas inerte (argn, helio, y mezclas) (GTAW).
- Deber ser utilizado para todas las pasadas en las soldaduras a tope de
tuberas y accesorios de dimetros menores de 1.
- Deber ser utilizado para la pasada de raz en las soldaduras a tope de
tuberas y accesorios de dimetros de 2 y menores, excepto para
venteos y drenajes a la atmsfera o para tuberas de acero al carbono
de agua de servicio a bajas presiones.
- Deber ser utilizado para la pasada de raz en las soldaduras de ranura
por una cara sin respaldo, con consumibles de acero inoxidable.
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 14 de 21
Fecha: 25/05/2015 Ed: 01
Soldadura semiautomtica y arco elctrico con hilo macizo bajo atmsfera
protectora de gas activo (CO2 y mezclas ) (GMAW).
Soldadura semiautomtica y arco elctrico con hilo tubular relleno de flux
(FCAW).
- Los procesos GMAW y FCAW no deben ser utilizados para las pasadas
de raz en soldadura a una sola cara de tubuladuras y uniones en
ngulo.
- El proceso FCAW no deber ser utilizado para las pasadas de raz de
uniones a penetracin total y en ranura que son soldadas por una sola
cara sin respaldo.
3.6. Inspeccion
Todas las comprobaciones a efectuar sern a cargo del Contratista, quien avisar a
AZSA para que pueda estar presente durante la realizacin de las mismas.
La inspeccin se realizar de acuerdo con las especificaciones, planos y programa de
puntos de inspeccin aplicables a lo siguiente:
Recepcin de materiales y consumibles: Inspeccin visual, Revisin
certificados
Homologacin de procedimientos de soldadura: Revisin certificados
Homologacin de soldadores: Revisin certificados
Uniones soldadas: Inspeccin Visual, Ensayos no Destructivos, Revisin
registros de soldaduras
Tratamiento de pintura: Inspeccin visual, Ensayos, Revisin certificados
Pruebas Hidrulicas.
3.6.1. Inspeccin de las soldaduras
El personal operador / supervisor de END, estar cualificado y certificado de acuerdo
con las recomendaciones de AENOR /AEND. El Contratista remitir a AZSA los
certificados de cualificacin correspondientes.
Todas las soldaduras sern visualmente inspeccionadas, con objeto de
detectar defectos superficiales de las mismas, tales como: crteres
producidos por el cebado y corte del arco en los extremos de la soldadura,
mordeduras de borde, desbordamiento o solapes, picaduras, etc.
Una vez que se haya realizado la reparacin de un defecto detectado por
cualquier de los ensayos no destructivos, esta ser inspeccionada de nuevo
por los mismos mtodos que fue rechazada.
3.6.1.1.
Ensayos No Destructivos requeridos
Los ensayos requeridos en funcin del fluido y de la unin de soldadura, estn reflejados
en la tabla siguiente:
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 15 de 21
Fecha: 25/05/2015 Ed: 01
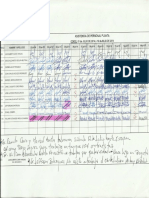
ENSAYOS NO DESTRUCTIVOS Y
PORCENTAJE
FLUIDO
UNION DE SOLDADURA
VISUAL
Vapor de Alta Presin, cido Sulfrico
Oleum, Gases
DMA, SO2
De ranura a tope
De ranura en esquina
De filete en enchufe / derivacin
100
100
100
100
Vapor de Baja Presin, Agua,
Condensados, Agua Desmineralizada,
Aire Comprimido, Sulfato de Zinc
De ranura a tope
De ranura en esquina
De filete en enchufe / derivacin
100
100
100
10
3.6.1.2.
RX
LP
100
100
10
10
Criterios de Aceptacin / Rechazo
3.6.1.2.1.
Examen Radiogrfico
Los criterios de aceptacin / rechazo se basaran en ASME I y VIII
Se considerarn rechazables todas las radiografas que presenten:
a. Cualquier tipo de grieta, falta de fusin y falta de penetracin, al ser
discontinuidades agudas que pueden provocar la rotura.
b. Cualquier otra indicacin alargada que tenga una longitud superior a:
1/4 (6 mm) para espesores e</= 3/4 (19 mm)
1/3 e para espesores 3/4 (19 mm)
3/4 e para espesores para e> 2 1/4 (57 mm)
Donde e es el espesor de la parte ms delgada de la soldadura.
c. Cualquier grupo de inclusiones de escoria en lnea de indicaciones
alineadas, que tenga una longitud acumulada mayor que el espesor en una
longitud de 12 veces el espesor de la soldadura, excepto cuando la
distancia entre indicaciones sucesivas sea superior a 6L, donde L es la
longitud de mayor indicacin.
d. Las indicaciones redondeadas ( procedentes de gas, escoria tungsteno)
siguientes:
Indicaciones mayores que 1/4 e 4 mm, cul de ellas sea menor,
excepto una indicacin aislada y separada de una indicacin
adyacente por 25 mm ms, en tal caso la indicacin no ser mayor
que 1/3 e 6 mm, cual de ellas sea menor. Para e mayor que 50
mm el tamao mximo admisible de una indicacin aislada es de
10 mm.
Indicaciones alineadas cuya suma de los dimetros de las
indicaciones es mayor que e, en una longitud de 12 e.
Para espesores de soldadura e< 3 mm, el mximo nmero de
indicaciones no exceder de 12 en una soldadura de 150 mm de
longitud. Para soldaduras menores que 150 mm de longitud, el n de
indicaciones permitidas ser proporcional a la longitud evaluada.
3.6.1.2.2.
Examen por Lquidos Penetrantes
Los criterios de aceptacin / rechazo se basaran en ASME VIII.
Todos aquellos defectos que afloran a la superficie del material en ensayo
darn lugar a una indicacin mediante el examen por lquidos penetrantes.
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 16 de 21
Fecha: 25/05/2015 Ed: 01
Para la correcta interpretacin de los resultados obtenidos es necesaria la
experiencia del operador y el conocimiento del historial metalrgico del
material.
Se consideran rechazables las siguientes indicaciones relevantes:
a. Cualquier indicacin lineal
b. Indicaciones redondeadas mayores de 4,5 mm
c. Cuatro ms indicaciones redondeadas en lnea, separadas por 1,6 mm
menos entre extremos.
3.6.1.2.3.
Examen Visual
Uniformidad. La seccin de la soldadura deber ser homognea todo
alrededor de su circunferencia, sin valles o crestas agudos.
Sobre-espesor. El sobre-espesor no ser mayor de 2 mm.
Anchura de la soldadura. La anchura de la soldadura terminada no ser
mayor de 3,2 mm, a cada lado, que la separacin inicial del bisel.
Tamao de las soldaduras. El espesor de la soldadura no ser nunca menor
de:
El espesor del metal base adyacente, en soldaduras a tope.
El espesor del metal base del accesorio en soldaduras de ranura en esquina.
Mordeduras. La soldadura estar libre de mordeduras.
Cebados del arco. Los cebados del arco en la soldadura y metal base
adyacentes, sern rechazables.
Otros defectos superficiales, detectables a simple vista, sern investigados
para determinar su naturaleza y dimensiones, mediante un ensayo por
Lquidos Penetrantes.
3.6.1.3.
Reparaciones
Las soldaduras que no superen los criterios de aceptacin correspondientes,
sern reparadas de acuerdo con lo que se indica a continuacin.
El Contratista deber mantener un seguimiento exhaustivo de la calidad de la
soldadura producida por los soldadores, debiendo retirar de la obra
inmediatamente a todo aquel que haya originado cuatro reparaciones en el
mismo da.
El Contratista deber informar a AZSA, con la antelacin suficiente, cules son
las soldaduras que vaya a reparar.
Las reparaciones de soldaduras requieren la utilizacin de un
procedimiento aprobado y homologado.
Debern cortarse aquellas soldaduras cuya reparacin implique la
eliminacin de un 30% o ms ; o de un 20%, si los defectos se
encuentran presentes en la pasada de raz, salvo que se pueda asegurar,
en este ltimo caso, una reparacin sana por el interior.
Las grietas cuya longitud sea igual o mayor del 8% de la longitud de la
soldadura, no podrn repararse, debindose cortar la unin.
Las soldaduras slo pueden ser reparadas dos veces. Si las soldaduras
son No Aceptables despus de la segunda reparacin, se requerir que
la soldadura sea cortada completamente.
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 17 de 21
Fecha: 25/05/2015 Ed: 01
Todas las zonas reparadas sern examinadas por el mismo mtodo por el que
se detect originalmente el defecto.
3.7. Pruebas hidrulicas en tuberas a presin
Los circuitos de tuberas que por su caracterstica de diseo: presin, materiales,
volmenes temperaturas, etc, se les habr de realizar prueba de presin si as lo
requiere, la Directiva relativa a los equipos a presin 97/23/CE.
La prueba de presin habr de ser hidrulica, y si por las caractersticas de la
instalacin hubiera de hacerse prueba neumtica, est debe ser anteriormente
aprobada por la Direccin Regional de Industria, despus que se hubiese pedido
solicitud del cambio de prueba.
El propsito de la prueba hidrulica adems del cumplimiento con la reglamentacin, es
el asegurarse antes de la puesta en funcionamiento de cada circuito, que tanto el
diseo, la seleccin de los materiales aplicados y el mtodo de fabricacin se han
realizado convenientemente y se ha conseguido una estructura segura de los
conductos.
El alcance de la prueba para cada circuito estar comprendido en el propio circuito y los
injertos y los injertos montados en el mismo.
Todos los injertos sern cerrados con tapas soldadas, bridas, tapones roscados, etc,;
segn las caractersticas de cada uno, los cules sern eliminados despus de que la
prueba haya sido realizada satisfactoriamente.
Los injertos cuya conexin sea para soldar a tope debern tener una demasa en su
longitud con el fin de cortarlo despus de realizar la prueba eliminando la tapa de cierre
y mecanizando los extremos en la longitud establecida en el diseo.
Como fluido de prueba se utilizar agua dulce a una temperatura no inferior a 10C ni
superior a 50C y un contenido mximo de cloruros de 30 ppm. En los aceros
austenticos se utilizar agua dulce con menos de 500 ppm de contenido de cloro.
Despus de completada la prueba para estos aceros, la tubera ser inmediatamente
purgada, limpiada y secada con aire.
3.7.1. Preparacin para la prueba
Antes de comenzar la prueba la fabricacin se encontrar terminada, excepto
aquellas operaciones como pintado, calorifugado, etc.; y se habrn realizado
todos los exmenes e inspecciones excepto los que haya que realizar despus
de la prueba.
Se montarn dispositivos de venteo para la eliminacin del aire contenido en las
mismas durante el llenado, este dispositivo estar situado en la parte ms alta
del circuito.
Se proceder a la sustitucin de las vlvulas de regulacin por carretes de tubo
para evitar el deterioro de las mismas durante la prueba.
Los circuitos estarn colocados en la posicin de servicio y en una zona de fcil
acceso. Todas las soldaduras estarn visibles para poder examinarlas con
comodidad.
Toda la superficie exterior de cada circuito estar totalmente seca.
Los manmetros se elegirn de forma que el valor de la presin de prueba est
comprendido entre 1/3 y 2/3 del valor mximo medible con dicho manmetro.
Estos estarn provistos de certificacin que garantice su perfecta calibracin.
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 18 de 21
Fecha: 25/05/2015 Ed: 01
3.7.2. Prueba
Las zonas inmediatas a la prueba sern acotadas mediante indicadores que
sealen la existencia de la misma.
Se comprobar que la vlvula de drenaje est cerrada y la de aireacin abierta
Una vez que el fluido rebose por el dispositivo de venteo se proceder a cerrar la
vlvula habiendo concluido la eliminacin del aire y el llenado del circuito.
La prueba de presin consistir en someter cada circuito a una presin de
prueba a la presin de diseo del circuito x 1,5. La presin se ir subiendo
lentamente hasta alcanzar la de prueba, y una vez alcanzada se mantendr
durante una hora.
Se comprobar durante la prueba de manera permanente que los manmetros
se mantienen a la presin requerida sin producirse ningn tipo de fuga y que no
exste ninguna deformacin en el sistema.
Si los resultados son satisfactorios se proceder a la despresurizacin del
circuito.
3.7.3. Certificacin
Se extender un certificado con los resultados obtenidos por el fabricante /
instalador por Organismo Notificado cuando la Directiva as lo requiera.
3.8. Pintura
El tratamiento a considerar deber estar de acuerdo con el procedimiento de AZSA
siguiente:
ESPECIFICACION GENERAL :
SISTEMAS DE PINTURA
CODIGO :
ES-068
ESPECIFICACION GENERAL :
COLORES Y SEALIZACIN
CODIGO :
ES-073
3.9. Documentacin de calidad:
Durante el proceso de fabricacin y montaje se inspeccionar lo marcado en el
programa de puntos de inspeccin tanto por parte del fabricante como por parte de
AZSA.
El fabricante deber generar durante el proceso de fabricacin y montaje la
documentacin de calidad que a continuacin se relaciona:
- Planning de trabajo
- Programa de Puntos de Inspeccin
- Certificados de los materiales empleados, emitidos en tipo de documento
de inspeccin 3.1.b segn EN 10204.
- Informes de Ensayos no Destructivos
- Procedimientos de soldaduras
- Certificados de Homologacin de los Procedimientos de soldaduras
- Certificados de Homologacin de soldadores
- Certificados de consumibles utilizados
- Controles dimensionales y registros de los puntos de inspeccin
- Registros de soldaduras
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 19 de 21
Fecha: 25/05/2015 Ed: 01
- Certificado de cumplimiento de la especificacin requerida en el
tratamiento de pintura
- Certificados de Pruebas Hidrostticas
- Dossier final y recepcin de pedido
3.10.
GARANTAS
El Contratista garantizar la realizacin de los trabajos en las condiciones de diseo.
El Contratista se responsabilizar de cualquier defecto de calidad de materiales
empleados, soldadura, tolerancias, etc., empleados en el suministro y montaje de las
redes de tuberas.
De acuerdo a lo anterior, el Contratista a su propia cuenta y dentro de un plazo
inmediato de haber recibido la notificacin de AZSA de los fallos observados, tomar las
acciones necesarias para reparar los defectos observados.
Si el Contratista fuera incapaz, por razones tcnicas o por cualquier otro tipo de razn,
de realizar las reparaciones o rectificaciones indicadas en el apartado anterior, AZSA se
reserva el derecho de realizar las necesarias reparaciones o rectificaciones, pasando al
Contratista los cargos que se deriven de las mismas.
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en
este documento se ha desarrollado y es de aplicacin nicamente a las plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin
electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 20 de 21
Fecha: 25/05/2015 Ed: 01
MATERIALES
FLUIDO
Vapor
Condensados
Tuberas
DIN 2448
P 235 G1TH / A106
Planas: DIN 2576 / DIN2502
Cuello: DIN 2631 a DIN2637
Formas s/DIN
A234 / A106
Bridas de Cuello:
DIN 2631 a DIN2637 / A105
Tubera acero inoxidable sin
soldadura DIN 2462 (*1)
AISI 304L / AISI 316L
Formas s/DIN
A 403
AISI 304L/AISI 316L
Bridas de Cuello:
DIN 2631 a DIN2637
A234 / 304L
Tubera acero al carbono sin
soldadura DIN2448 (*1)
P 235 TR2
Diseo, Fabricacin, Montaje,
Limpieza, Inspeccin y
Pruebas
Formas s/DIN
A234 / P 235 TR2
DIN 2448
S 235 JR
Diseo, Fabricacin, Montaje,
Limpieza, Inspeccin y
Pruebas
cido Sulfrico
DMA
SO2
Bridas
Formas s/DIN
A234 / A106
Diseo, Fabricacin, Montaje,
Limpieza, Inspeccin y
Pruebas
Aire Comprimido
Nitrgeno
Argn
Accesorios
Tornillos y Tuercas
Juntas
Vlvulas
Otros
Tornillos:
DIN 2690
- Para el suministro y montaje de
- Para el suministro y
DIN 931 / A193
Klingerit sin
Vlvulas se seguir la
montaje de
Tuercas:
amianto
especificacin tcnica: ES-079
calorifugado se seguir
A105
DIN 934 / A194
la especificacin
Arandelas:
tcnica: ES-077
DIN 125
- El dimetro del tubo de vapor se determinar en base a las prdidas de presin en un sistema dado.
- Velocidad de clculo: Vapor saturado (30 m/seg), Vapor recalentado (50 m/seg), Condensado y agua caliente (1,7 m/seg)
- El esfuerzo trmico en la tubera ser, preferiblemente, descargado por la flexibilidad de la tubera (incluidas liras). Pueden utilizarse juntas de expansin, tipo fuelle
(compensadores, previa la aprobacin de AZSA.
- La tubera de vapor se instalar de forma que se pueda realizar su pretensado en fro.
- A menos que se especifique de otro modo, todo pretensado en fro ser la mitad de la expansin total esperada entre los puntos de anclaje.
- Se suministrarn purgadores en las posiciones que aseguren la eliminacin efectiva del condensado. Se colocar un filtro antes del purgador para evitar que las partculas
extraas daen el purgador, salvo que el propio purgador lo lleve incorporado.
- Despus de la prueba hidrulica y antes de la prueba de expansin trmica, la tubera ser sometida a soplado mediante vapor para eliminar las partculas extraas dentro
de la tubera.
Tornillos:
DIN 2690
- Para el suministro y montaje de
DIN 931 / Ac. Inox. A-2
Klingerit sin
Vlvulas se seguir la
Tuercas:
amianto
especificacin tcnica: ES-079
DIN 934 / Ac. Inox. A-2
Arandelas:
DIN 125 / Ac. Inox. A-2
- El dimetro de la tubera de argn, nitrgeno y aire comprimido ser determinado en base a las prdidas de presin en los sistemas dados
- Velocidad de flujo normal (15 a 20 m/seg)
- Se considerar un sobre-espesor de corrosin de 1 mm para el diseo de la tubera
- La expansin y contraccin en la tubera sern, preferiblemente, atenuadas por la flexibilidad de la tubera (incluidas liras). Pueden utilizarse juntas de expansin, tipo fuelle
(compensadores, previa la aprobacin de AZSA.
- Se suministrarn dispositivos de drenaje automticos cuando sea necesario.
Tornillos:
DIN 931 / 5.6 AISI 316
Tuercas:
DIN 934 / 5.6 AISI 316
Arandelas:
DIN 125 / 5.6 AISI 316
Tefln
- Para el suministro y montaje de
Vlvulas se seguir la
especificacin tcnica: ES-079
Bridas de Cuello:
DIN 2631 a DIN2637 / A234
P 235 TR2
- Se utilizar preferentemente la tubera en acero al carbono sin soldadura
- Velocidad de clculo: Tubera de acero al carbono (0,4 m/seg), Tubera de acero inoxidable (0,8 m/seg)
- La tubera en todos los pasos elevados de carretera, debe ser encamisada y el encamisado llevar una tubera hasta la proximidad del suelo, como testigo de fugas.
- Las uniones soldadas en la tubera de acero inoxidable se decaparn una vez realizadas las soldaduras.
- Los compensadores de dilatacin sern de fuelle en 316-Ti/L, bridas locas del mismo material, tubo interior metlico, tensores y van revestidos de PTFE (Lmina de
material blanco). Los compensadores llevarn un cdigo: HFRC - T xxx - PTFE - W - DN xxx - PN xx - C xx - L xxx.
Proveedor: CORACI
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en este documento se ha desarrollado y es de aplicacin nicamente a las
plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
ESPECIFICACION DE PRODUCTOS Y SERVICIOS
SUMINISTRO, FABRICACIN Y
MONTAJE DE TUBERIAS METLICAS
Cd: ES-076
Pgina 21 de 21
Fecha: 25/05/2015 Ed: 01
MATERIALES
FLUIDO
Oleum
Agua de Servicios
Agua
Desmineralizada
Tuberas
Bridas
DIN 2448
S 235 JR
Formas s/DIN
A234 / A106
Diseo, Fabricacin, Montaje,
Limpieza, Inspeccin y
Pruebas
- Velocidad de clculo: Tubera de acero inoxidable (0,8 m/seg)
- El dimetro de tubo ser tal que se suministre una presin de agua requerida en cada punto de utilizacin cuando el agua es suministrada al mximo caudal de diseo.
DIN 2463
A 312 / AISI 316L
Formas s/DIN
A 403 / AISI 316L
Bridas Planas:
DIN 2573, 2576, 2502, 2503
A234 / 316L
Tornillos:
DIN 933 / 5.6 AISI 316
Tuercas:
DIN 934 / 5.6 AISI 316
Arandelas:
DIN 125 / 5.6 AISI 316
- Las uniones soldadas se decaparn una vez realizadas las soldaduras.
DIN 2690
Klingerit sin
amianto
- Para el suministro y montaje de
Vlvulas se seguir la
especificacin tcnica: ES-079
Formas s/DIN
A234 / A106
Bridas de Cuello:
DIN 2631 a DIN2637 / A234
A105
DIN 2690
Klingerit sin
amianto
- Para el suministro y montaje de
Vlvulas se seguir la
especificacin tcnica: ES-079
Tornillos:
DIN 931 / Ac. Inox. A-2
Tuercas:
DIN 934 / Ac. Inox. A-2
Arandelas:
DIN 125 / Ac. Inox. A-2
Goma roja 70
shore
- Para el suministro y montaje de
Vlvulas se seguir la
especificacin tcnica: ES-079
Otros
- Velocidad de clculo: Tubera de acero inoxidable (0,8 m/seg)
- La tubera deber ser traceada en su totalidad con conductor elctrico que se instalar previamente al calorifugado.
- La tubera en todos los pasos elevados de carretera, debe ser encamisada y el encamisado llevar una tubera hasta la proximidad del suelo, como testigo de fugas.
- Las uniones soldadas en la tubera de acero inoxidable se decaparn una vez realizadas las soldaduras.
Tornillos:
DIN 931 / Ac. Inox. A-2
Tuercas:
DIN 934 / Ac. Inox. A-2
Arandelas:
DIN 125 / Ac. Inox. A-2
Tefln
Vlvulas
Diseo, Fabricacin, Montaje,
Limpieza, Inspeccin y
Pruebas
Bridas de Cuello:
DIN 2631 a DIN2637 / A234
A105
Tornillos:
DIN 931 / 5.6 AISI 316
Tuercas:
DIN 934 / 5.6 AISI 316
Arandelas:
DIN 125 / 5.6 AISI 316
Juntas
Formas s/DIN
A 403 / AISI 304L/ AISI
316L
DIN 2448
S 235 JR
Bridas de Cuello:
DIN 2631 a DIN2637
A234 / 304L
Tornillos y Tuercas
Tubera acero inoxidable sin
soldadura DIN 2462 (*2)
AISI 304L / AISI 316L
Diseo, Fabricacin, Montaje,
Limpieza, Inspeccin y
Pruebas
Gases
Accesorios
- Para el suministro y
montaje de
calorifugado se
seguir la
especificacin tcnica:
ES-077
- Para el suministro y montaje de
Vlvulas se seguir la
especificacin tcnica: ES-079
Diseo, Fabricacin, Montaje,
Limpieza, Inspeccin y
Pruebas
(*1): Las tuberas de acero al carbono y de acero inoxidable para el cido Sulfrico tendrn espesores similares a las reflejadas en ANSI B 36.10 sch80 y ANSI B 36.19 sch80S, respectivamente
(*2): La tubera de acero inoxidable para el Oleum tendr espesores a las reflejadas en ANSI B 36.19 sch80S
Este documento es propiedad de Asturiana de Zinc, S.A.U. Queda prohibida su reproduccin total o parcial sin el consentimiento escrito de la propiedad. Lo expuesto en este documento se ha desarrollado y es de aplicacin nicamente a las
plantas de AZSA detalladas en el alcance o en cualquier apartado del mismo. Solo la versin electrnica es un documento controlado, por lo que una copia en papel se considera no actualizada.
F-PG-001-09
Você também pode gostar
- 122c 15 Af FerrelaminasDocumento5 páginas122c 15 Af FerrelaminasEdinson Andrés RamírezAinda não há avaliações
- Listas de Precios para Obra Civil GOB. DE BOYACA PDFDocumento46 páginasListas de Precios para Obra Civil GOB. DE BOYACA PDFEdinson Andrés RamírezAinda não há avaliações
- Cantidad de Materiales InstaladosDocumento20 páginasCantidad de Materiales InstaladosEdinson Andrés RamírezAinda não há avaliações
- Invmc Proceso 17-13-6769605 215455011 30599542Documento14 páginasInvmc Proceso 17-13-6769605 215455011 30599542Edinson Andrés RamírezAinda não há avaliações
- Asitencia Enero 2016Documento3 páginasAsitencia Enero 2016Edinson Andrés RamírezAinda não há avaliações
- Aproximacionde JuntasDocumento2 páginasAproximacionde JuntasEdinson Andrés RamírezAinda não há avaliações
- Hoja de Vida de Arley CifuentesDocumento8 páginasHoja de Vida de Arley CifuentesEdinson Andrés RamírezAinda não há avaliações
- Aproximado de Accesorios de MontajeDocumento1 páginaAproximado de Accesorios de MontajeEdinson Andrés RamírezAinda não há avaliações
- Antonio RivillasDocumento17 páginasAntonio RivillasEdinson Andrés RamírezAinda não há avaliações
- Comprobante Nomina 1q Enero 2016 VillaoDocumento42 páginasComprobante Nomina 1q Enero 2016 VillaoEdinson Andrés RamírezAinda não há avaliações
- Aproximacionde JuntasDocumento3 páginasAproximacionde JuntasEdinson Andrés RamírezAinda não há avaliações
- Acta FerrelainasDocumento1 páginaActa FerrelainasEdinson Andrés RamírezAinda não há avaliações
- Solicitud de Pedido Casaval 10-02-2016Documento2 páginasSolicitud de Pedido Casaval 10-02-2016Edinson Andrés RamírezAinda não há avaliações
- Planilla D Asistencia Febrero 16 - 29 2016Documento1 páginaPlanilla D Asistencia Febrero 16 - 29 2016Edinson Andrés RamírezAinda não há avaliações
- Asitencia Enero 2016Documento3 páginasAsitencia Enero 2016Edinson Andrés RamírezAinda não há avaliações
- Cuenta de CobroDocumento2 páginasCuenta de CobroEdinson Andrés RamírezAinda não há avaliações
- Esca Neo 0005Documento1 páginaEsca Neo 0005Edinson Andrés RamírezAinda não há avaliações
- Asitencia Enero 2016Documento3 páginasAsitencia Enero 2016Edinson Andrés RamírezAinda não há avaliações
- Solicitud de Pedido Casaval 10-02-2016Documento2 páginasSolicitud de Pedido Casaval 10-02-2016Edinson Andrés RamírezAinda não há avaliações
- .Co-Código API 650 y 653 Diseño Fabricación Reconstrucción e Inspección de Tanques Soldados de AceroDocumento3 páginas.Co-Código API 650 y 653 Diseño Fabricación Reconstrucción e Inspección de Tanques Soldados de AceroEdinson Andrés RamírezAinda não há avaliações
- .Co-Código ASME B314 Tuberías de Hidrocarburos LíquidosDocumento3 páginas.Co-Código ASME B314 Tuberías de Hidrocarburos LíquidosEdinson Andrés RamírezAinda não há avaliações
- Esca Neo 0005Documento1 páginaEsca Neo 0005Edinson Andrés RamírezAinda não há avaliações
- BoyacaDocumento6 páginasBoyacaEdinson Andrés RamírezAinda não há avaliações
- Manual IL NT AMF 25 EspañolDocumento159 páginasManual IL NT AMF 25 EspañolAbelardo Moreno100% (1)
- BoyacaDocumento6 páginasBoyacaEdinson Andrés RamírezAinda não há avaliações
- Asistencia Vcencio 01 A 15 Julio 2014Documento1 páginaAsistencia Vcencio 01 A 15 Julio 2014Edinson Andrés RamírezAinda não há avaliações
- ELT 05 CO 03 Formato de InscripcionDocumento3 páginasELT 05 CO 03 Formato de InscripcionEdinson Andrés RamírezAinda não há avaliações
- Asistencia Vcencio 16 - 30 Junio 2014Documento1 páginaAsistencia Vcencio 16 - 30 Junio 2014Edinson Andrés RamírezAinda não há avaliações
- PG-F-06 Memorando Abril 2014Documento1 páginaPG-F-06 Memorando Abril 2014Edinson Andrés RamírezAinda não há avaliações
- Prima Junio 2014Documento2 páginasPrima Junio 2014Edinson Andrés RamírezAinda não há avaliações
- Protocolo ShampooDocumento21 páginasProtocolo ShampooFrancisco Javier RuelasAinda não há avaliações
- Procesos TermodinamicosDocumento5 páginasProcesos TermodinamicosErIck VillEgasAinda não há avaliações
- Hds Chesterton 723Documento10 páginasHds Chesterton 723Auxiliar PromoquinAinda não há avaliações
- Actividad en Las Células MicrobianasDocumento7 páginasActividad en Las Células MicrobianasKaterin Díaz FuentesAinda não há avaliações
- HidrocarburosDocumento9 páginasHidrocarburosLiney LaraAinda não há avaliações
- Ácidos carboxílicos a partir de benzoatoDocumento7 páginasÁcidos carboxílicos a partir de benzoatoHugo Franco Napán RodriguezAinda não há avaliações
- 3 Er. EXAMEN PARCIAL - Contaminacion y Tratamiento de Aguas ResidualesDocumento2 páginas3 Er. EXAMEN PARCIAL - Contaminacion y Tratamiento de Aguas ResidualesCeci Yanching Omonte BorrovicAinda não há avaliações
- Acetato de OctiloDocumento3 páginasAcetato de OctiloCarla penaloza100% (1)
- Aleaciones Metálicas Usadas en OdontologiaDocumento42 páginasAleaciones Metálicas Usadas en OdontologiaNobul XAinda não há avaliações
- Visita a la PTAR La Totora y al Proyecto Río CachiDocumento22 páginasVisita a la PTAR La Totora y al Proyecto Río CachiConde Xeels100% (3)
- RedoxDocumento15 páginasRedoxcarolinaAinda não há avaliações
- Catalogo - Brand 700Documento304 páginasCatalogo - Brand 700Doc KhemAinda não há avaliações
- Bebida de maracuyá con gel de aloe veraDocumento171 páginasBebida de maracuyá con gel de aloe veraDario Fernandez Garcia100% (2)
- Cambios en El Cuerpo Despues de La MuerteDocumento9 páginasCambios en El Cuerpo Despues de La MuerteMarcelhus Friedrich HielscherAinda não há avaliações
- Extracción de ADN de Fresas PosterDocumento1 páginaExtracción de ADN de Fresas PosterImanol Cuevas Medina100% (1)
- Precios recursos obras deportivas PereneDocumento5 páginasPrecios recursos obras deportivas PereneAldo QuintanaAinda não há avaliações
- Ficha Etsa Eps Grafito Rev12Documento2 páginasFicha Etsa Eps Grafito Rev12Carolina Andrea Aracena IbacacheAinda não há avaliações
- Practica 10 EQUIPO 3 2IM44Documento16 páginasPractica 10 EQUIPO 3 2IM44Nadia Montero GonzálezAinda não há avaliações
- Filtración rotatoria UPIBIDocumento11 páginasFiltración rotatoria UPIBImargarita acostaAinda não há avaliações
- Laboratorio 1 Constante Elastica - Ley de HookeDocumento6 páginasLaboratorio 1 Constante Elastica - Ley de HookeFranco Campos LujanAinda não há avaliações
- Articulo Científico CromatografiaDocumento5 páginasArticulo Científico CromatografiaAndres Santiago CandilAinda não há avaliações
- Indices OjoDocumento19 páginasIndices OjoBryan RodríguezAinda não há avaliações
- Guía de trabajo para prueba diagnóstica de Lengua CastellanaDocumento5 páginasGuía de trabajo para prueba diagnóstica de Lengua CastellanaLUIS GUILLERMO SIERRA SUAREZAinda não há avaliações
- ARA - Conexiones PDFDocumento30 páginasARA - Conexiones PDFJuan HernanAinda não há avaliações
- 1 Nanomateriales y NanotecnologiaDocumento191 páginas1 Nanomateriales y NanotecnologiaOlivia HuamaniAinda não há avaliações
- Transporte hidráulico de sólidos: ventajas y aplicaciones minerasDocumento22 páginasTransporte hidráulico de sólidos: ventajas y aplicaciones minerasAndrés Villarroel100% (1)
- T2U1 Inocuidad CedeñoDocumento4 páginasT2U1 Inocuidad CedeñoJaime CedeñoAinda não há avaliações
- InF 7 HortasoDocumento7 páginasInF 7 HortasoEmiliano FernandezAinda não há avaliações
- Infografia 2Documento1 páginaInfografia 2Medina Zeballos Jessica AlejandraAinda não há avaliações
- Clasificacion de TapasDocumento4 páginasClasificacion de TapasEduardo RamírezAinda não há avaliações