Você também pode gostar
- Rediseño del laboratorio de soldadura de la Universidad UTENo EverandRediseño del laboratorio de soldadura de la Universidad UTEAinda não há avaliações
- 3.7 Formato de Procedimiento de Montaje y Tuberias de Acero Al CarbonoDocumento14 páginas3.7 Formato de Procedimiento de Montaje y Tuberias de Acero Al CarbonoJimmy David Espinoza Mejia100% (2)
- Pr-Tal-002 Procedimiento de Fabricacion de Soportes MetalicosDocumento26 páginasPr-Tal-002 Procedimiento de Fabricacion de Soportes MetalicosFrancisco Imaz100% (1)
- Procedimiento Zanjado, Bajado, Tapado de Tubería EnterradaDocumento8 páginasProcedimiento Zanjado, Bajado, Tapado de Tubería EnterradaLeonardo Preciado CelinzAinda não há avaliações
- PR-CC-003 Control Dimensional en El ArmadoDocumento8 páginasPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- Og-Ct-Pr-002 Procedimiento de Corte, Biselado, Alineacion y Soldadura V4Documento9 páginasOg-Ct-Pr-002 Procedimiento de Corte, Biselado, Alineacion y Soldadura V4EDWIN ACOSTAAinda não há avaliações
- Procedimiento General para Montaje de Fabricacion y Montaje de Tuberias Valvulas y Accesorios.r2Documento15 páginasProcedimiento General para Montaje de Fabricacion y Montaje de Tuberias Valvulas y Accesorios.r2Marvin William Montes Cristo67% (3)
- Split TeeDocumento4 páginasSplit TeeVictor Hugo FloresAinda não há avaliações
- Instructivos de Instalación de BridasDocumento7 páginasInstructivos de Instalación de BridasHhl Elvis100% (1)
- Formato de ProcedimientosDocumento12 páginasFormato de ProcedimientosguillermolimoAinda não há avaliações
- Ensayo de Adherencia Mantas TermocontraiblesDocumento1 páginaEnsayo de Adherencia Mantas Termocontraiblesrcdl2949Ainda não há avaliações
- Procedimiento de Montaje de Tanques Por AnillosDocumento9 páginasProcedimiento de Montaje de Tanques Por Anillosmaicolmz100% (1)
- Predoblado y Doblado de TuberiaDocumento20 páginasPredoblado y Doblado de Tuberiahenry ayala100% (3)
- Procedimiento de Trabajo SERMAGDocumento18 páginasProcedimiento de Trabajo SERMAGJJ JoaquinAinda não há avaliações
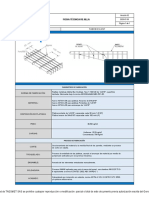
- Ficha Técnica Rejillas TIPO T-100X30 DE 1X3 - 16Documento1 páginaFicha Técnica Rejillas TIPO T-100X30 DE 1X3 - 16DIANA PERDOMOAinda não há avaliações
- Procedimiento DesmantelamientoDocumento18 páginasProcedimiento DesmantelamientoantoniosofwareAinda não há avaliações
- PR-03-005-OC Predoblado Y Doblado en Frio de TuberiaDocumento13 páginasPR-03-005-OC Predoblado Y Doblado en Frio de Tuberiacalidad Taller100% (1)
- 04 Anexo 4 Montaje de TuberíaDocumento11 páginas04 Anexo 4 Montaje de TuberíaFlia Tierradentro Alfonso MaluAinda não há avaliações
- PO-08-1PE317-SBT - Termofusionado de Tuberías HDPE Rev 00Documento14 páginasPO-08-1PE317-SBT - Termofusionado de Tuberías HDPE Rev 00Louis Villogas LAinda não há avaliações
- PDF Procedimiento de Termofusion Tuberia Hdpe DDDocumento38 páginasPDF Procedimiento de Termofusion Tuberia Hdpe DDMaicol Moro PalominoAinda não há avaliações
- Tendido de Tuberia de LineaDocumento9 páginasTendido de Tuberia de LineaNurUbSalAinda não há avaliações
- Procedimiento de Resane en ObraDocumento9 páginasProcedimiento de Resane en ObraArturex OrbeAinda não há avaliações
- PAC.14.-procedimiento de Moldajes y DesmoldeDocumento6 páginasPAC.14.-procedimiento de Moldajes y Desmoldevictor gallardo100% (1)
- CCCC-TU-P-005 Procedimiento de Montaje de Tuberias de Acero Al Carbono-TK 68, T 69Documento10 páginasCCCC-TU-P-005 Procedimiento de Montaje de Tuberias de Acero Al Carbono-TK 68, T 69Eduard John Vega LisencioAinda não há avaliações
- Procedimiento de Retiro de Tuberías Metálicas y Montaje de Tuberías de PVCDocumento5 páginasProcedimiento de Retiro de Tuberías Metálicas y Montaje de Tuberías de PVCJose VargasAinda não há avaliações
- Procedimiento de Instalación de Pernos de AnclajeDocumento16 páginasProcedimiento de Instalación de Pernos de AnclajeKroakter70% (10)
- PR-PLE-11 Procedimiento Alineación y Soldadura Vers. 2Documento15 páginasPR-PLE-11 Procedimiento Alineación y Soldadura Vers. 2RESIDENTE CALIDAD CAÑO SUR100% (1)
- Procedimiento Especifico Cámara de InspecciónDocumento10 páginasProcedimiento Especifico Cámara de InspecciónCarlos BustamanteAinda não há avaliações
- Co-Ge-Pr-Mec-014 Procedimiento de Zanjado, Bajado y Tapado de TuberiasDocumento24 páginasCo-Ge-Pr-Mec-014 Procedimiento de Zanjado, Bajado y Tapado de TuberiasEdgar Coavas Pérez100% (2)
- Hyr-O-Pr-00070 Soldadura Por Electrofusion en Tuberias HdpeDocumento16 páginasHyr-O-Pr-00070 Soldadura Por Electrofusion en Tuberias HdpeJhonel Molleapaza100% (1)
- Procedimiento de Trabajo para Instalacion de Tuberia Enterrada de Acero GalvanizadoDocumento11 páginasProcedimiento de Trabajo para Instalacion de Tuberia Enterrada de Acero GalvanizadoIlarraza Meneses Antonio Miguel0% (1)
- Procedimiento de Medición de La Adhesión Por TracciónDocumento2 páginasProcedimiento de Medición de La Adhesión Por TracciónPer DCAinda não há avaliações
- PTS-Montaje de Fabricacion y Montaje de Tuberias, Valvulas y AccesoriosDocumento9 páginasPTS-Montaje de Fabricacion y Montaje de Tuberias, Valvulas y Accesoriosjosevil7986% (7)
- GSS-P-018 Desmontaje y Montaje de Spools de Tuberías - Planta Química (Corregida)Documento17 páginasGSS-P-018 Desmontaje y Montaje de Spools de Tuberías - Planta Química (Corregida)Lourdes P. ValladaresAinda não há avaliações
- Procedimiento de PinturaDocumento12 páginasProcedimiento de PinturaPETROLAGO EPC & WELDING, C.AAinda não há avaliações
- Procedimiento de Encofrado y Desencofrado MCG&GDocumento6 páginasProcedimiento de Encofrado y Desencofrado MCG&GLUIS RONNY CASSA DOMINGUEZ100% (1)
- 8.3 Procedimiento Montaje de TuberiasDocumento16 páginas8.3 Procedimiento Montaje de TuberiasAntonio Chero CabreraAinda não há avaliações
- Procedimiento de Aplicación de GroutDocumento9 páginasProcedimiento de Aplicación de Groutstintaya1Ainda não há avaliações
- Procedimiento de Preparacion y Colocacion de Grout de NivelacionDocumento6 páginasProcedimiento de Preparacion y Colocacion de Grout de NivelacionHhl Elvis100% (1)
- Procedimiento Desmantelamiento de Tuberia y AccesoriosDocumento9 páginasProcedimiento Desmantelamiento de Tuberia y AccesoriosAngel Mauricio Garcia Castaneda100% (1)
- Plan de La Calidad para Tanques de 5000 BlsDocumento41 páginasPlan de La Calidad para Tanques de 5000 BlsAngie Torres100% (1)
- Protocolo cOLOCACION FRP Top Consult PDFDocumento1 páginaProtocolo cOLOCACION FRP Top Consult PDFLuis Lázaro ApolayaAinda não há avaliações
- Soldaduras A Camisas de RefuerzoDocumento10 páginasSoldaduras A Camisas de RefuerzoAquiles MatosAinda não há avaliações
- Procedimiento HDPEDocumento7 páginasProcedimiento HDPEalpes1100% (3)
- Procedimiento Recubrimiento y CubiertaDocumento18 páginasProcedimiento Recubrimiento y CubiertaAndreus Lyn100% (1)
- Fabricación y Montaje Cañeria de Acero CarbonoDocumento18 páginasFabricación y Montaje Cañeria de Acero CarbonoIgnacio Andres Delgado Barrientos100% (1)
- Plan de Fabricacion y Montaje Tanque de Concentrado Tintaya Coservis Rev. 01Documento21 páginasPlan de Fabricacion y Montaje Tanque de Concentrado Tintaya Coservis Rev. 01Alfonso LeonardoAinda não há avaliações
- 011-P-P-102 Predoblado y Doblado Tuberia V.2Documento15 páginas011-P-P-102 Predoblado y Doblado Tuberia V.2Joaquin Fernando Galindo RozoAinda não há avaliações
- Procedimiento Figurado Acero de RefuerzoDocumento6 páginasProcedimiento Figurado Acero de RefuerzoKaorli AldazAinda não há avaliações
- Procedimientos de Soldadura A Filete 1Documento1 páginaProcedimientos de Soldadura A Filete 1Mirian JustoAinda não há avaliações
- PEP-051 Procedimiento-Prueba-HidrostaticaDocumento12 páginasPEP-051 Procedimiento-Prueba-HidrostaticaFelipe López De ArcosAinda não há avaliações
- PROCEDIMIENTO DE TopografiaDocumento11 páginasPROCEDIMIENTO DE TopografiaAndre JG100% (1)
- EM-OT-9081-P.31 Proced Izaje y Montaje de M+ Dulo (Modificado)Documento12 páginasEM-OT-9081-P.31 Proced Izaje y Montaje de M+ Dulo (Modificado)RubenAinda não há avaliações
- Procedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BDocumento14 páginasProcedimiento de Aplicacion de Tintes Penetrantes en Casco-Fondo Rev BJosé Alberto Quispe Torres50% (2)
- PPI - Tuberias AcidoDocumento2 páginasPPI - Tuberias Acidovicvarg3235Ainda não há avaliações
- IMCO-PQC-003 - Procedimiento de Fabricación y Montaje de EstructurasDocumento7 páginasIMCO-PQC-003 - Procedimiento de Fabricación y Montaje de Estructurasluis noé De La Cruz QuispeAinda não há avaliações
- IMCO-PQC-008 - Procedimiento de Soldadura de Tuberías de AceroDocumento5 páginasIMCO-PQC-008 - Procedimiento de Soldadura de Tuberías de Aceroluis noé De La Cruz QuispeAinda não há avaliações
- Indice Rev 0Documento12 páginasIndice Rev 0antonyAinda não há avaliações
- Plan de CalidadDocumento56 páginasPlan de CalidadPierre Moro Vigo100% (7)
- Mx036-Pl-0806-Gs-001 - 3 - Afc Procedimiento de Soldadura de Linea y EmpalmesDocumento34 páginasMx036-Pl-0806-Gs-001 - 3 - Afc Procedimiento de Soldadura de Linea y EmpalmesJorge Isaac Lara RamosAinda não há avaliações
- SMC03 0Documento18 páginasSMC03 0Juan OrmacheaAinda não há avaliações
- Poc 01 Responsabilidad de GerneciaDocumento4 páginasPoc 01 Responsabilidad de GerneciaJuan OrmacheaAinda não há avaliações
- PROCEDIMIENTO DE SOLDADURA TUBERIA DE HDPE Mota REV. 0Documento15 páginasPROCEDIMIENTO DE SOLDADURA TUBERIA DE HDPE Mota REV. 0Juan OrmacheaAinda não há avaliações
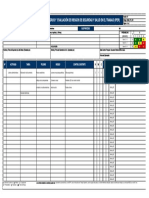
- ASMA - FR - 001 Identificacion - Peligros - Evaluacion - Riesgos - SST - V01Documento1 páginaASMA - FR - 001 Identificacion - Peligros - Evaluacion - Riesgos - SST - V01Juan OrmacheaAinda não há avaliações
- POC 05 Control de La DocumentacionDocumento7 páginasPOC 05 Control de La DocumentacionJuan OrmacheaAinda não há avaliações
- PGC-05 Relacionados Con El ClienteDocumento13 páginasPGC-05 Relacionados Con El ClienteJuan OrmacheaAinda não há avaliações
- Tesis Percy TiconaDocumento84 páginasTesis Percy TiconaJuan OrmacheaAinda não há avaliações
- CV Ticonita 27-09-2016 XliDocumento66 páginasCV Ticonita 27-09-2016 XliJuan OrmacheaAinda não há avaliações
- Grua BlanquitaDocumento21 páginasGrua BlanquitaJuan OrmacheaAinda não há avaliações
- MSDS-0038 Jet 85 MPDocumento7 páginasMSDS-0038 Jet 85 MPJuan OrmacheaAinda não há avaliações
- Bruchure GVDocumento5 páginasBruchure GVgaboAinda não há avaliações
- Catalogo Cadenas PDFDocumento69 páginasCatalogo Cadenas PDFJuan OrmacheaAinda não há avaliações
- Msds-0004 Jethane 650hsDocumento7 páginasMsds-0004 Jethane 650hsJuan OrmacheaAinda não há avaliações
- 2 - Hojas Tecnicas JETDocumento4 páginas2 - Hojas Tecnicas JETJuan OrmacheaAinda não há avaliações
- Manual de Calidad Iso 9000 FebreroDocumento31 páginasManual de Calidad Iso 9000 FebreroJuan Ormachea100% (2)
- SGIpr0006 - P - Manejo de No Conformidades - v07Documento10 páginasSGIpr0006 - P - Manejo de No Conformidades - v07Juan OrmacheaAinda não há avaliações
- Titulacion de SolucionesDocumento6 páginasTitulacion de SolucionesAlejandra Guadalupe AcostaAinda não há avaliações
- WPS Soldadura Tuberia INOXIDABLE 1, 2 y 3Documento2 páginasWPS Soldadura Tuberia INOXIDABLE 1, 2 y 3لوبيز إديسونAinda não há avaliações
- VERISEQ Nitrogeno Liquido316 - 45662Documento2 páginasVERISEQ Nitrogeno Liquido316 - 45662Miguel BrocaAinda não há avaliações
- CLASE 2 - Tema 2 - AgregadosDocumento97 páginasCLASE 2 - Tema 2 - AgregadosPriscila CornejoAinda não há avaliações
- Alvaro Oyarzo Semana3 Resistencia de Los MaterialesDocumento7 páginasAlvaro Oyarzo Semana3 Resistencia de Los Materialesalvaro oyarzo sotoAinda não há avaliações
- Introducción A La Química OrgánicaDocumento14 páginasIntroducción A La Química OrgánicaJoerlin Veloz100% (1)
- Taller 16 NovenoDocumento3 páginasTaller 16 NovenoWilson Marquez LuydensAinda não há avaliações
- Tarea 5 Comprender La Organización y Expresión de Los Genes FinalDocumento5 páginasTarea 5 Comprender La Organización y Expresión de Los Genes FinalMartha Medina100% (1)
- Anexo Guia de Uso Del Arnes Pghs-002-A1Documento0 páginaAnexo Guia de Uso Del Arnes Pghs-002-A1German HerreraAinda não há avaliações
- Clima y Suelo para El CafeDocumento3 páginasClima y Suelo para El CafeStuartJumpedAinda não há avaliações
- Gerflor Tecnicas Instalacion Pavimentos Ligeros 2007Documento82 páginasGerflor Tecnicas Instalacion Pavimentos Ligeros 2007Nelson Acuña BermudezAinda não há avaliações
- 002 Problemas Fii Unidad IDocumento3 páginas002 Problemas Fii Unidad IErick Oriol Sanchez VargasAinda não há avaliações
- MSDS Cherteston 274Documento8 páginasMSDS Cherteston 274Italo JaureguiAinda não há avaliações
- Informe Cementacion ForzadaDocumento12 páginasInforme Cementacion ForzadaWilliam FloresAinda não há avaliações
- Taller 8 Administración de Medicamentos EnfermeríaDocumento2 páginasTaller 8 Administración de Medicamentos EnfermeríaMajo TorreAinda não há avaliações
- Ciencia y Tecologia Actividad Semana 11Documento6 páginasCiencia y Tecologia Actividad Semana 11Jharen Jhosselin Calua Flores,Ainda não há avaliações
- ERITROCITOSDocumento74 páginasERITROCITOSAldair Berdugo100% (2)
- Voladura de RocasDocumento186 páginasVoladura de Rocasdanielch2867% (3)
- Relacion de Enmiendas Quimicas en El DrenajeDocumento19 páginasRelacion de Enmiendas Quimicas en El DrenajeLenin Elvin Navarro AlvarezAinda não há avaliações
- Capítulo 6 y 7 - Segunda Ley y EntropíaDocumento13 páginasCapítulo 6 y 7 - Segunda Ley y EntropíaMaria GomezAinda não há avaliações
- PRÁCTICA #4 Ensayos de Oxidación y ReducciónDocumento4 páginasPRÁCTICA #4 Ensayos de Oxidación y ReducciónJhonny IbañezAinda não há avaliações
- Biodegradabilidad de Desechos LíquidosDocumento8 páginasBiodegradabilidad de Desechos Líquidosfragner sanchezAinda não há avaliações
- Clorox en GelDocumento1 páginaClorox en GelJavier Castellanos100% (1)
- 6 SuturapolipropilenoDocumento6 páginas6 SuturapolipropilenoDORIS TORRESAinda não há avaliações
- TEMA7-Balanza Hidrostatica PDFDocumento14 páginasTEMA7-Balanza Hidrostatica PDFAndresAinda não há avaliações
- Practica Dosis Optima de CoagulanteDocumento4 páginasPractica Dosis Optima de CoagulanteSebastián ArbeláezAinda não há avaliações
- Propiedades de Los HidrocarburosDocumento24 páginasPropiedades de Los HidrocarburosRosalio Cusi PalominoAinda não há avaliações
- Polygloss Q5Documento2 páginasPolygloss Q5Gladys GilAinda não há avaliações
- Coeficiente y Espectro Sismico - NECDocumento22 páginasCoeficiente y Espectro Sismico - NECMago JorgeAinda não há avaliações