Você também pode gostar
- Coal Handling Plant Pre Start CheckDocumento11 páginasCoal Handling Plant Pre Start CheckBlitz Xyrus100% (2)
- SOP For Operation and Cleaning of Conveyer BeltDocumento2 páginasSOP For Operation and Cleaning of Conveyer BeltSudheer Nair100% (1)
- SOP - Maintenance of Bag FilterDocumento22 páginasSOP - Maintenance of Bag FilterAkash SharmaAinda não há avaliações
- Conveyor Check ListDocumento2 páginasConveyor Check Listh1549697100% (1)
- Commissioning Inspection ChecklistDocumento19 páginasCommissioning Inspection ChecklistAgung100% (1)
- SOP for Starting Belt Conveyors 6A/BDocumento14 páginasSOP for Starting Belt Conveyors 6A/BTamil VananAinda não há avaliações
- Conveyor Belt Commissioning ProcedureDocumento7 páginasConveyor Belt Commissioning Procedurevvijaybhan100% (6)
- On-Site Emergency Plan: Captive Power Plant Angul, OdishaDocumento67 páginasOn-Site Emergency Plan: Captive Power Plant Angul, OdishaANILAinda não há avaliações
- 9.inspeksi Belt ConveyorDocumento18 páginas9.inspeksi Belt ConveyorYogi Prakoso NAinda não há avaliações
- Method Statement For UPSDocumento12 páginasMethod Statement For UPSelbaraniAinda não há avaliações
- Compressor Maintenance ChecklistDocumento2 páginasCompressor Maintenance ChecklistNakkolopAinda não há avaliações
- 615-Hydraulic Pipe Changing of SCR#3Documento5 páginas615-Hydraulic Pipe Changing of SCR#3Buddy HartAinda não há avaliações
- Method & ITP Replacing Belt C4 With Hot SplicingDocumento16 páginasMethod & ITP Replacing Belt C4 With Hot SplicingPed KapedAinda não há avaliações
- Conveyor Belt Splice Cure Calculation GuideDocumento7 páginasConveyor Belt Splice Cure Calculation GuidenicolasAinda não há avaliações
- 01.work Instruction For Operation of Belt Conveyor-UpdatedDocumento6 páginas01.work Instruction For Operation of Belt Conveyor-UpdatedRahul VermaAinda não há avaliações
- Removal of Mill RejectDocumento3 páginasRemoval of Mill Rejectravi singh100% (1)
- Quality Assurance Plan For CRDi GensetDocumento2 páginasQuality Assurance Plan For CRDi GensetnitinsomanathanAinda não há avaliações
- SMP For For Mill Girth Gear ReplacementDocumento3 páginasSMP For For Mill Girth Gear Replacementananthu.uAinda não há avaliações
- Hira Ball Mill Line ReplacemenDocumento2 páginasHira Ball Mill Line Replacemenananthu.uAinda não há avaliações
- Commissioning Plan For Meulaboh Project (OLC)Documento22 páginasCommissioning Plan For Meulaboh Project (OLC)Triagus100% (4)
- Recovery Plan For CraneDocumento2 páginasRecovery Plan For CraneKen LeongAinda não há avaliações
- MAQCHK 004 Conveyor Inspection Checklist V2.1Documento12 páginasMAQCHK 004 Conveyor Inspection Checklist V2.1BUDAPESAinda não há avaliações
- 621-CC#09 Idler and Frame ChangingDocumento4 páginas621-CC#09 Idler and Frame ChangingBuddy Hart100% (1)
- 07-SOP For Belt Conveyor 5ABDocumento14 páginas07-SOP For Belt Conveyor 5ABTamil VananAinda não há avaliações
- 4.7 Conveyor Belt Operating ProcedureDocumento3 páginas4.7 Conveyor Belt Operating Procedurejohnson OlubiAinda não há avaliações
- Method Statement For Coal Feeder ErectionDocumento20 páginasMethod Statement For Coal Feeder ErectiontreyAinda não há avaliações
- Method Statement of Textile Belt Splicing and LayingDocumento16 páginasMethod Statement of Textile Belt Splicing and LayingShantanu DuttaAinda não há avaliações
- Maintenance Check List of HydraulicDocumento7 páginasMaintenance Check List of HydraulicShubham SinghAinda não há avaliações
- Inspection Checklist (Crusher 3)Documento1 páginaInspection Checklist (Crusher 3)Irfan AhmedAinda não há avaliações
- Crane Lifting Plan & Risk AssessmentDocumento1 páginaCrane Lifting Plan & Risk AssessmentPhilippe-Alexandre BérubéAinda não há avaliações
- Crane Jib Check ListDocumento1 páginaCrane Jib Check ListsawkariqbalAinda não há avaliações
- Lifting-Lashing Gear Inspection ChecklistDocumento1 páginaLifting-Lashing Gear Inspection Checklistdnmule100% (1)
- Conveyor SafetyDocumento5 páginasConveyor Safetyrize1159Ainda não há avaliações
- Reciprocating Maintenance ChecklistDocumento1 páginaReciprocating Maintenance ChecklistEllyson IlanoAinda não há avaliações
- Sop For Ls CrusherDocumento5 páginasSop For Ls CrusherVinod Kumar VermaAinda não há avaliações
- Roller Chain MaintenanceDocumento8 páginasRoller Chain MaintenanceRodrigo SenedezeAinda não há avaliações
- EotDocumento16 páginasEotMayuresh GoregaonkarAinda não há avaliações
- Hydraulic Jack SOPDocumento9 páginasHydraulic Jack SOPGyanendra Narayan NayakAinda não há avaliações
- 1-Check List CF PumpDocumento2 páginas1-Check List CF PumpStarla HillAinda não há avaliações
- Compressive Testing Machine Check List - TPLIPMSSAFETYCTMCL048 Rev00 Dt.22.10.2019Documento2 páginasCompressive Testing Machine Check List - TPLIPMSSAFETYCTMCL048 Rev00 Dt.22.10.2019MOHAMMEDAinda não há avaliações
- Conveyor Belt Inspection ChecklistDocumento9 páginasConveyor Belt Inspection ChecklistalungpadangAinda não há avaliações
- Commissioning Screw ConveyorDocumento3 páginasCommissioning Screw Conveyorrahmankhan823100% (1)
- SMP For Grating, Toeguard and Handrail FixingDocumento3 páginasSMP For Grating, Toeguard and Handrail Fixingananthu.uAinda não há avaliações
- Maintenance Checklist Screw ConveyorDocumento1 páginaMaintenance Checklist Screw Conveyorshamsheer ikram100% (1)
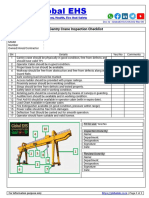
- Gantry Crane Safety Inspection Checklist Global EHSDocumento1 páginaGantry Crane Safety Inspection Checklist Global EHSloganathanAinda não há avaliações
- Lubrication ScheduleDocumento4 páginasLubrication SchedulepsalaspaAinda não há avaliações
- Electrical Lockout Tagout Procedures Mining SafetyDocumento3 páginasElectrical Lockout Tagout Procedures Mining SafetyHakim MiswanAinda não há avaliações
- JOB SAFETY ANALYSIS FOR HOT SPLICING BELT REPLACEMENTDocumento8 páginasJOB SAFETY ANALYSIS FOR HOT SPLICING BELT REPLACEMENTPed KapedAinda não há avaliações
- 22.1 Itp Rot 001 PDFDocumento3 páginas22.1 Itp Rot 001 PDFAdades Safede EfdAinda não há avaliações
- ESP Erection ManualDocumento35 páginasESP Erection Manualneeraja100% (1)
- DTS - Belt Conveyor Data SheetDocumento3 páginasDTS - Belt Conveyor Data SheetBRUNA NASCIMENTOAinda não há avaliações
- DCP002 F01 Health & Safety Management System Hand Held or Back Pack Blower Operator - Daily Safety Check SheetDocumento2 páginasDCP002 F01 Health & Safety Management System Hand Held or Back Pack Blower Operator - Daily Safety Check SheetSTEVEN DELAHUNTY0% (1)
- Daily Diesel Generator Report Tracks Hours & FuelDocumento2 páginasDaily Diesel Generator Report Tracks Hours & FuelFreddy Elf100% (1)
- 3.20 Removal of Conveyor Belt With New BeltDocumento2 páginas3.20 Removal of Conveyor Belt With New Beltvinodsn100% (1)
- F0556 Crane Weekly Check (Offshore)Documento2 páginasF0556 Crane Weekly Check (Offshore)Vimal Singh0% (1)
- Application Guidelines: RF Belt Scale Application ManualDocumento9 páginasApplication Guidelines: RF Belt Scale Application ManualBerada Otomasyon100% (1)
- Commissioning Procedure (Diesel Prime Mover)Documento4 páginasCommissioning Procedure (Diesel Prime Mover)Foros IscAinda não há avaliações
- Maintain engine intake and exhaust systemsDocumento10 páginasMaintain engine intake and exhaust systemsegrabuanaAinda não há avaliações
- Commissioning Activities - Ball MillDocumento10 páginasCommissioning Activities - Ball MillVijay Bhan100% (1)
- Maintenance ManualDocumento5 páginasMaintenance ManualManish SinghAinda não há avaliações
- Install the Myson T6 IVC Series radiatorDocumento2 páginasInstall the Myson T6 IVC Series radiatorValentin OpreaAinda não há avaliações
- Unitor Udf 2100 Ultrasonic Cleaner 230VDocumento2 páginasUnitor Udf 2100 Ultrasonic Cleaner 230Vankarthik11Ainda não há avaliações
- Mechanical Engineer Resume CAD Skills 12 Years ExperienceDocumento3 páginasMechanical Engineer Resume CAD Skills 12 Years ExperienceNilay GandhiAinda não há avaliações
- Human Skin Temperature CalculationDocumento14 páginasHuman Skin Temperature CalculationRaymond FuentesAinda não há avaliações
- Parts Docs KOMATSU D65 Px16Documento966 páginasParts Docs KOMATSU D65 Px16Mayki100% (11)
- PC W130B 02 EUDocumento100 páginasPC W130B 02 EUОблачноAinda não há avaliações
- Lecture 28 Thermal Engineering II (09.09.2020)Documento71 páginasLecture 28 Thermal Engineering II (09.09.2020)Dr. BIBIN CHIDAMBARANATHANAinda não há avaliações
- Fluid Mechanics - McMaster MECH ENG 3O04 - Assignments 1-11Documento11 páginasFluid Mechanics - McMaster MECH ENG 3O04 - Assignments 1-11cttiger7135Ainda não há avaliações
- Experiment 104 Torque: 2 Condition of Equilibrium: PhysicsDocumento4 páginasExperiment 104 Torque: 2 Condition of Equilibrium: PhysicsJag MasterAinda não há avaliações
- TIMBER BEAM DESIGNDocumento144 páginasTIMBER BEAM DESIGNweng paraleAinda não há avaliações
- Indian Railways: 1 I:, 1 SP C. No. RDSO/Z015/CG 03Documento14 páginasIndian Railways: 1 I:, 1 SP C. No. RDSO/Z015/CG 03nikunjsingh04Ainda não há avaliações
- Versions: OMV Technical InformationDocumento22 páginasVersions: OMV Technical InformationZoran JankovAinda não há avaliações
- Instructions On Installation, Operation and Maintenance For Kirloskar Magnetic Drive Pump - "ROMAK"Documento54 páginasInstructions On Installation, Operation and Maintenance For Kirloskar Magnetic Drive Pump - "ROMAK"manojkumar8621Ainda não há avaliações
- Force and Acceleration WorksheetDocumento2 páginasForce and Acceleration WorksheetMIS NURUL IMAN JakbarAinda não há avaliações
- Hydraulic Calculation of Box Culvert: Wlu HC Hu C HLB Blu BLC WLCDocumento1 páginaHydraulic Calculation of Box Culvert: Wlu HC Hu C HLB Blu BLC WLCIwanTiaraMotorAinda não há avaliações
- Nesl Training ManualDocumento91 páginasNesl Training ManualSOUMYA DEEP CHATTERJEEAinda não há avaliações
- Manual CBR 600fDocumento446 páginasManual CBR 600fJavi erAinda não há avaliações
- Filters For Atlas CopcoDocumento7 páginasFilters For Atlas Copcosuraj pandeyAinda não há avaliações
- Air Handling Units GuidelineDocumento5 páginasAir Handling Units GuidelineImam MansyurAinda não há avaliações
- Lect5 Detachable Fastener Bolt Nut Locking FoundationDocumento36 páginasLect5 Detachable Fastener Bolt Nut Locking FoundationPramodVermaAinda não há avaliações
- Oil SeparatorDocumento2 páginasOil SeparatorOnofreAinda não há avaliações
- Introduction To Risk Based Inspection (RBI)Documento7 páginasIntroduction To Risk Based Inspection (RBI)Alejandro LopezAinda não há avaliações
- Experiment 4 (Physics For Eng)Documento9 páginasExperiment 4 (Physics For Eng)RESI-AURIN, JK L.Ainda não há avaliações
- Ejercicios CORIOLIS PDFDocumento2 páginasEjercicios CORIOLIS PDFAlejandro CGAinda não há avaliações
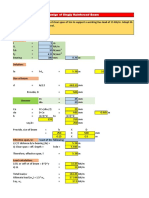
- Singly Reinforced Beam ExcelDocumento3 páginasSingly Reinforced Beam ExcelVEERKUMAR100% (3)
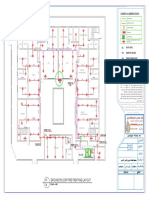
- Ground Floor Fire Fighting Layout: Legends & AbbreviationsDocumento1 páginaGround Floor Fire Fighting Layout: Legends & Abbreviationsahmad almasriAinda não há avaliações
- 6 Cylinder MBE906: Engine PerformanceDocumento2 páginas6 Cylinder MBE906: Engine Performanceguillermo meza huamanAinda não há avaliações
- Technical Data Sheet FFBDocumento4 páginasTechnical Data Sheet FFBvenkiram88Ainda não há avaliações
- 002 Temapack Gland PackingsDocumento2 páginas002 Temapack Gland PackingsTài TrầnAinda não há avaliações
- Alfa Laval Separartor p615 System DescriptionDocumento14 páginasAlfa Laval Separartor p615 System DescriptionIgors VrublevskisAinda não há avaliações