Você também pode gostar
- Informe Parada de Planta Argentun Febrero 2018 .Documento13 páginasInforme Parada de Planta Argentun Febrero 2018 .Elvis Jhoan Herrera MelchorAinda não há avaliações
- Planta Paragsha - Costo - Presupuesto-2009Documento29 páginasPlanta Paragsha - Costo - Presupuesto-2009Elvis Jhoan Herrera MelchorAinda não há avaliações
- Copia de Balanca de Molienda CoriwayraDocumento8 páginasCopia de Balanca de Molienda CoriwayraElvis Jhoan Herrera MelchorAinda não há avaliações
- Collar de BolasDocumento5 páginasCollar de BolasElvis Jhoan Herrera MelchorAinda não há avaliações
- Proyecto de Remolienda de Medios y Ampliacion DelDocumento23 páginasProyecto de Remolienda de Medios y Ampliacion DelElvis Jhoan Herrera MelchorAinda não há avaliações
- O - T - Minlab - Laboratorio Metalurgico - 2014 CorregidoDocumento1 páginaO - T - Minlab - Laboratorio Metalurgico - 2014 CorregidoElvis Jhoan Herrera MelchorAinda não há avaliações
- CianuracionDocumento1 páginaCianuracionricardo silva rioAinda não há avaliações
- Informe Parada de Planta Argentun Febrero 2018 .Documento13 páginasInforme Parada de Planta Argentun Febrero 2018 .Elvis Jhoan Herrera MelchorAinda não há avaliações
- Informe Parada de Planta Argentun Febrero 2018 .Documento13 páginasInforme Parada de Planta Argentun Febrero 2018 .Elvis Jhoan Herrera MelchorAinda não há avaliações
- Trabajos RutinariosDocumento3 páginasTrabajos RutinariosElvis Jhoan Herrera MelchorAinda não há avaliações
- Registro de AsistenciaDocumento1 páginaRegistro de AsistenciaElvis Jhoan Herrera MelchorAinda não há avaliações
- Informe 002 Volcan Julio 2009Documento3 páginasInforme 002 Volcan Julio 2009Elvis Jhoan Herrera MelchorAinda não há avaliações
- Bloqueo y EtiquetadoDocumento22 páginasBloqueo y EtiquetadoElvis Jhoan Herrera MelchorAinda não há avaliações
- Iperc Linea Base Inspeccion Chancadora SymonsDocumento127 páginasIperc Linea Base Inspeccion Chancadora SymonsElvis Jhoan Herrera MelchorAinda não há avaliações
- Pruebas Ciclicas de Flotación JunioDocumento68 páginasPruebas Ciclicas de Flotación JunioElvis Jhoan Herrera Melchor100% (1)
- Remolienda V-2Documento2 páginasRemolienda V-2Elvis Jhoan Herrera MelchorAinda não há avaliações
- Informe de Ingreso Mineral Barro A PlantaDocumento2 páginasInforme de Ingreso Mineral Barro A PlantaElvis Jhoan Herrera MelchorAinda não há avaliações
- Simulacion Balance C. FloatDocumento15 páginasSimulacion Balance C. FloatElvis Jhoan Herrera MelchorAinda não há avaliações
- Informe Del Estado Actual de Las Bombas en El Circuito de FlotacionDocumento14 páginasInforme Del Estado Actual de Las Bombas en El Circuito de FlotacionElvis Jhoan Herrera MelchorAinda não há avaliações
- Puntos de Dosificacion de ReactivosDocumento5 páginasPuntos de Dosificacion de ReactivosElvis Jhoan Herrera MelchorAinda não há avaliações
- Tema 1 - Aseguramiento AclidadDocumento6 páginasTema 1 - Aseguramiento AclidadElvis Jhoan Herrera MelchorAinda não há avaliações
- Tema 2-Aseguramiento de CalidadDocumento7 páginasTema 2-Aseguramiento de CalidadElvis Jhoan Herrera MelchorAinda não há avaliações
- Curso Concentracion Gravimetrica 2Documento51 páginasCurso Concentracion Gravimetrica 2Javier LobosAinda não há avaliações
- Informe Del Estado Actual de Las Bombas en El Circuito de FlotacionDocumento14 páginasInforme Del Estado Actual de Las Bombas en El Circuito de FlotacionElvis Jhoan Herrera MelchorAinda não há avaliações
- Informe de Pendientes en Area de FlotacionDocumento17 páginasInforme de Pendientes en Area de FlotacionElvis Jhoan Herrera MelchorAinda não há avaliações
- Informe de Ubicacion de Botoneras de Las Bombas en El Circuito de FlotacionDocumento16 páginasInforme de Ubicacion de Botoneras de Las Bombas en El Circuito de FlotacionElvis Jhoan Herrera MelchorAinda não há avaliações
- Informe de La Celda Sub A-18Documento7 páginasInforme de La Celda Sub A-18Elvis Jhoan Herrera MelchorAinda não há avaliações
- Informe de Linea de Agua de Las CanaletasDocumento5 páginasInforme de Linea de Agua de Las CanaletasElvis Jhoan Herrera MelchorAinda não há avaliações
- Informe de Medida de Dardos de La Celda Ok-12Documento5 páginasInforme de Medida de Dardos de La Celda Ok-12Elvis Jhoan Herrera MelchorAinda não há avaliações
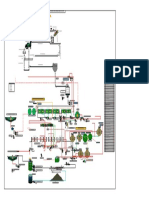
- Flowsheet de la planta concentradora Sierra Sumaq Rumi-AzulcochaDocumento1 páginaFlowsheet de la planta concentradora Sierra Sumaq Rumi-AzulcochaElvis Jhoan Herrera Melchor100% (1)
- Variacion de ContracautelaDocumento2 páginasVariacion de ContracautelaGian Ricardo FloresAinda não há avaliações
- Análisis del marco terapéutico del psicoanálisis vincularDocumento9 páginasAnálisis del marco terapéutico del psicoanálisis vincularMauricio HermosillaAinda não há avaliações
- Calendario Litúrgico 2012Documento18 páginasCalendario Litúrgico 2012Gustavo GutierrezAinda não há avaliações
- Analisis Sentencia 3 Corte Seguridad SocialDocumento7 páginasAnalisis Sentencia 3 Corte Seguridad SocialLuz KarimeAinda não há avaliações
- El Estado Comunal JI HernandezDocumento35 páginasEl Estado Comunal JI HernandezDixxon PereiraAinda não há avaliações
- Ensayo-T ResponsabilidadDocumento8 páginasEnsayo-T ResponsabilidadJose BoneAinda não há avaliações
- Cancer de PielDocumento16 páginasCancer de PielAndrea GalindoAinda não há avaliações
- Fase 3 PlaneaciónDocumento8 páginasFase 3 PlaneaciónEdwin CaceresAinda não há avaliações
- Trabajo de Filosofia de La Educacion 2Documento30 páginasTrabajo de Filosofia de La Educacion 2Welington TolentinoAinda não há avaliações
- Medicamnetos HerbariosDocumento23 páginasMedicamnetos Herbariosjonatyhan maldonadoAinda não há avaliações
- Los Regimenes Patrimoniales Del Matrimonio en El SalvadorDocumento7 páginasLos Regimenes Patrimoniales Del Matrimonio en El SalvadorpiporodriAinda não há avaliações
- 06 Fuerza Aerea BolivianaDocumento20 páginas06 Fuerza Aerea Bolivianajlgonzalesf100% (1)
- Trico 6Documento7 páginasTrico 6Xochitl GarcíaAinda não há avaliações
- Departamento de Proyectos Presentacion INTECMECOLDocumento4 páginasDepartamento de Proyectos Presentacion INTECMECOLMiguel RomeroAinda não há avaliações
- Tabla de Diferencias de Visual BasicDocumento1 páginaTabla de Diferencias de Visual Basiclesther velasquezAinda não há avaliações
- Solucion Ejercicios Eje 4Documento11 páginasSolucion Ejercicios Eje 4Yury Natalia Rodriguez RomaeroAinda não há avaliações
- Fracturas de La Diafisis Humeral y Fracturas de CodoDocumento114 páginasFracturas de La Diafisis Humeral y Fracturas de CodoJuan LuisAinda não há avaliações
- Elecciones TripticoDocumento2 páginasElecciones TripticoBruno DiazAinda não há avaliações
- Deteccion de Fallas en JettaDocumento8 páginasDeteccion de Fallas en JettaAngel Jarillo de Jesus100% (2)
- Predica CristocentricosDocumento6 páginasPredica Cristocentricosana otilia ferreiraAinda não há avaliações
- Nuevo sistema de inversión pública INVIERTE.PEDocumento36 páginasNuevo sistema de inversión pública INVIERTE.PELIZBETHAinda não há avaliações
- Sesión 9 Los Medios Impugnatorios en La Nueva Ley Procesal de TrabajoDocumento45 páginasSesión 9 Los Medios Impugnatorios en La Nueva Ley Procesal de TrabajoMarx JiménezAinda não há avaliações
- Sesion de Aprendizaje Áreas de Polígonos Regulares Usando TicDocumento5 páginasSesion de Aprendizaje Áreas de Polígonos Regulares Usando Ticsusinina100% (1)
- Los Zapatos RojosDocumento5 páginasLos Zapatos RojosCorcino Pari JorgeAinda não há avaliações
- GUIAS Gextur Islas 13 NOVIEMBRE 19Documento77 páginasGUIAS Gextur Islas 13 NOVIEMBRE 19Mouhssine RahoutiAinda não há avaliações
- Juegos MatematicosDocumento22 páginasJuegos MatematicosElvis HermesAinda não há avaliações
- Lab 9 F - 2 Flujo Magnetico.Documento7 páginasLab 9 F - 2 Flujo Magnetico.MELANIE ALLISON SERPA CCAHUANAAinda não há avaliações
- Fernando - Meneses - Tarea Semana 4Documento8 páginasFernando - Meneses - Tarea Semana 4fernando meneses100% (2)
- Frustración ConflictoDocumento12 páginasFrustración ConflictoMary MayorgaAinda não há avaliações
- Estadistica y Probabilidad Primer TallerDocumento4 páginasEstadistica y Probabilidad Primer TallerCARLOS ARTURO BETANCUR VILLAMILAinda não há avaliações