Você também pode gostar
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingNo EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingAinda não há avaliações
- Asset Integrity Management A Complete Guide - 2020 EditionNo EverandAsset Integrity Management A Complete Guide - 2020 EditionAinda não há avaliações
- Inspection Data Management SystemDocumento31 páginasInspection Data Management SystemBill Lemon100% (1)
- Risk Based Inspection A Complete Guide - 2020 EditionNo EverandRisk Based Inspection A Complete Guide - 2020 EditionAinda não há avaliações
- Operations Readiness And Assurance A Complete Guide - 2020 EditionNo EverandOperations Readiness And Assurance A Complete Guide - 2020 EditionAinda não há avaliações
- Asset IntegrityDocumento1 páginaAsset IntegrityVenkatesh HemadribhotlaAinda não há avaliações
- 07 HSE Ageing & Life Extension Inspection Programme - Stacey - HSEDocumento33 páginas07 HSE Ageing & Life Extension Inspection Programme - Stacey - HSEEyoma EtimAinda não há avaliações
- BP Guidelines 99Documento11 páginasBP Guidelines 99achmaddachAinda não há avaliações
- Lecture1 1 IntegrityDocumento23 páginasLecture1 1 IntegrityNoon VichitraAinda não há avaliações
- Asset integrity management systems Standard RequirementsNo EverandAsset integrity management systems Standard RequirementsAinda não há avaliações
- UK HSE KP4 Ageing and Life Extension ProgramDocumento47 páginasUK HSE KP4 Ageing and Life Extension Programamra_41100% (1)
- Asset Condition Assessment & Life Extension ManagementDocumento7 páginasAsset Condition Assessment & Life Extension ManagementHugoCabanillas100% (1)
- Ageing and Life Extension - Oil & Gas UKDocumento2 páginasAgeing and Life Extension - Oil & Gas UKaligharaeeAinda não há avaliações
- Asset Integrity ManagementDocumento9 páginasAsset Integrity ManagementSaqib AliAinda não há avaliações
- SPE-182968-MS Well Integrity ManagementDocumento14 páginasSPE-182968-MS Well Integrity ManagementJuan Camilo Lugo BecerraAinda não há avaliações
- D-010 Well Integrity in Drilling and Well OperationsDocumento162 páginasD-010 Well Integrity in Drilling and Well OperationsbreeeeezzzzzeAinda não há avaliações
- Ageing Plant Summary GuideDocumento53 páginasAgeing Plant Summary GuideEyoma EtimAinda não há avaliações
- ExxonMobil Houston Section NACE Pipeline Integrity Oct13 09 PDFDocumento18 páginasExxonMobil Houston Section NACE Pipeline Integrity Oct13 09 PDFkeby9isc100% (1)
- Ageing and Life Extension Report 2 Final (Sintef 2010) PDFDocumento203 páginasAgeing and Life Extension Report 2 Final (Sintef 2010) PDFKmt_AeAinda não há avaliações
- Nsspu-Gp 06-10-1Documento103 páginasNsspu-Gp 06-10-1John DryAinda não há avaliações
- Facilities 1Documento9 páginasFacilities 1Prem NagappanpillaiAinda não há avaliações
- OGP Asset Integrity - The Key To Managing Major Incident RisksDocumento20 páginasOGP Asset Integrity - The Key To Managing Major Incident Risksdediekos100% (1)
- Asset IntegrityDocumento21 páginasAsset Integrityrimas004Ainda não há avaliações
- Assess Eqpt Integrity PDFDocumento85 páginasAssess Eqpt Integrity PDFswapan kumar hazraAinda não há avaliações
- Well OpsDocumento27 páginasWell Opsdosetiadi67% (3)
- Risktec Essence of The Accuracy and Acceptability of Failure Rate DataDocumento1 páginaRisktec Essence of The Accuracy and Acceptability of Failure Rate DataKrishna KusumaAinda não há avaliações
- S17-19.1 Asset Integrity ManagementDocumento48 páginasS17-19.1 Asset Integrity ManagementUsman ShehuAinda não há avaliações
- Asset Integrity ManagementDocumento5 páginasAsset Integrity ManagementLuis100% (2)
- ItpmDocumento14 páginasItpmsbasualdomontesAinda não há avaliações
- Integrity Operating Windows ShellDocumento28 páginasIntegrity Operating Windows ShellZenon KociubaAinda não há avaliações
- Completion Equipment Reliability Database Well Master SPE63112-PaperDocumento7 páginasCompletion Equipment Reliability Database Well Master SPE63112-PapervjourAinda não há avaliações
- Fundamentals of Asset Integrity Implementation Module 1Documento5 páginasFundamentals of Asset Integrity Implementation Module 1SARFRAZ ALIAinda não há avaliações
- PR 1051Documento28 páginasPR 1051Arsalan AhmadAinda não há avaliações
- SHELL - Aging, Overworked, Debottlenecked Refineries An Increased Risk To The Insurance IndustryDocumento33 páginasSHELL - Aging, Overworked, Debottlenecked Refineries An Increased Risk To The Insurance IndustryRobinAinda não há avaliações
- Dato Ir Wan Hassan, PetronasDocumento17 páginasDato Ir Wan Hassan, PetronasKevin KhooAinda não há avaliações
- Nopsema Safety-Case PresentationDocumento36 páginasNopsema Safety-Case PresentationJorge ValdiviaAinda não há avaliações
- Asset IntegrityDocumento74 páginasAsset IntegrityAhmed Hazem100% (2)
- 23.piping Dead-LegsDocumento2 páginas23.piping Dead-LegsEnrique BlancoAinda não há avaliações
- Equipment Criticality White PaperDocumento6 páginasEquipment Criticality White Papercderin2000Ainda não há avaliações
- White Paper Asset Reliability and IntegrityDocumento20 páginasWhite Paper Asset Reliability and IntegrityGeert Henk Wijnants100% (1)
- AIMS Training (July 31, 2024)Documento4 páginasAIMS Training (July 31, 2024)Arianta RianAinda não há avaliações
- Requirements For Life Extension of Ageing Offshore Production InstallationsDocumento54 páginasRequirements For Life Extension of Ageing Offshore Production InstallationsGaneshAinda não há avaliações
- Manual (AIMS)Documento113 páginasManual (AIMS)Abdul Rahim Shaikh89% (9)
- Unscheduled DefermentDocumento60 páginasUnscheduled Defermentmohammadazrai50% (2)
- Asset Integrity Solutions ABBDocumento8 páginasAsset Integrity Solutions ABBRInaRIna RinaAinda não há avaliações
- EP-HQ-GDL-008-00 Safety - Critical - Elements - Integrity - Management - GuidelineDocumento57 páginasEP-HQ-GDL-008-00 Safety - Critical - Elements - Integrity - Management - GuidelineAHMED AMIRA100% (5)
- PSM Damage Mechanism RequirementsDocumento26 páginasPSM Damage Mechanism RequirementsAnonymous MtzbXYe4100% (1)
- Erosion in Choke Valves - Wear 1995 PDFDocumento12 páginasErosion in Choke Valves - Wear 1995 PDFAPIAinda não há avaliações
- Risk and Reliability MethodsDocumento45 páginasRisk and Reliability MethodsNatraji100% (1)
- AIM - Asset Integrity Management EngineeringDocumento18 páginasAIM - Asset Integrity Management EngineeringEyoma Etim75% (4)
- Expectations For The Mi ProgramDocumento3 páginasExpectations For The Mi ProgramrohitkushAinda não há avaliações
- Ed Maintenance ManagementDocumento25 páginasEd Maintenance Managementliamo88880100% (1)
- Asme RimapDocumento10 páginasAsme RimapDia Putranto HarmayAinda não há avaliações
- Mechanical Integrity SimplifiedDocumento7 páginasMechanical Integrity SimplifiedDwi Hary WirathamaAinda não há avaliações
- ENI - Well Testing Service Technical SpecificationDocumento38 páginasENI - Well Testing Service Technical SpecificationChi ChiaAinda não há avaliações
- 20602e00 Corrosion Integrity ManagementDocumento32 páginas20602e00 Corrosion Integrity Managementamra_4175% (4)
- Effect of Sand Invasion On Oil Well Production: A Case Study of Garon Field in The Niger DeltaDocumento9 páginasEffect of Sand Invasion On Oil Well Production: A Case Study of Garon Field in The Niger DeltatheijesAinda não há avaliações
- Bauxite Alumina Presentation Q1-2011Documento40 páginasBauxite Alumina Presentation Q1-2011Juliyan PujakesumaAinda não há avaliações
- CoatingDocumento8 páginasCoatingAbhinav GoyalAinda não há avaliações
- Tools Selection Base On Bolt SizeDocumento2 páginasTools Selection Base On Bolt SizeJuliyan PujakesumaAinda não há avaliações
- TENTEC Hydraulic Ancillary Data Sheet R7 A4Documento4 páginasTENTEC Hydraulic Ancillary Data Sheet R7 A4Juliyan PujakesumaAinda não há avaliações
- Field Specification For The Coating of Underground Steel PipDocumento6 páginasField Specification For The Coating of Underground Steel PipKlich77Ainda não há avaliações
- Aluminum Recycling and Processing For Energy Conservation and Sustainability - J A S Green - Asm InternationalDocumento271 páginasAluminum Recycling and Processing For Energy Conservation and Sustainability - J A S Green - Asm Internationalurko78Ainda não há avaliações
- TENTEC Hydraulic Ancillary Data Sheet R7 A4Documento4 páginasTENTEC Hydraulic Ancillary Data Sheet R7 A4Juliyan PujakesumaAinda não há avaliações
- 01general 150801072130 Lva1 App6891Documento50 páginas01general 150801072130 Lva1 App6891Juliyan PujakesumaAinda não há avaliações
- 2-Remaining Life AssessmntDocumento2 páginas2-Remaining Life AssessmntJuliyan PujakesumaAinda não há avaliações
- Ageing Plant and Life ExtensionDocumento43 páginasAgeing Plant and Life ExtensionJuliyan PujakesumaAinda não há avaliações
- Operation and Maintenance Distribution Piping Pipe FlushingDocumento2 páginasOperation and Maintenance Distribution Piping Pipe FlushingJuliyan PujakesumaAinda não há avaliações
- Condition Assessment and Life ExtensionDocumento7 páginasCondition Assessment and Life ExtensionbederinadmlAinda não há avaliações
- The Essential Handbook For Business WritingDocumento62 páginasThe Essential Handbook For Business WritingDandan JiaoAinda não há avaliações
- Energy SaversDocumento44 páginasEnergy SaversJuliyan PujakesumaAinda não há avaliações
- Agya A FlyerDocumento1 páginaAgya A FlyerKianAlvaroSachioRajendraAinda não há avaliações
- DNV Onshore Pipline Services C Scott - tcm144-482442Documento31 páginasDNV Onshore Pipline Services C Scott - tcm144-482442Juliyan PujakesumaAinda não há avaliações
- Remining Life AssessmentDocumento11 páginasRemining Life AssessmentJuliyan PujakesumaAinda não há avaliações
- Cleaning SpecialistDocumento6 páginasCleaning SpecialistJuliyan PujakesumaAinda não há avaliações
- Tutorial Desain Grafis & Gudang Adobe Photoshop - Adobe Illustrator - Adobe Indesign - Coreldraw TemplateDocumento2 páginasTutorial Desain Grafis & Gudang Adobe Photoshop - Adobe Illustrator - Adobe Indesign - Coreldraw TemplateJuliyan PujakesumaAinda não há avaliações
- PumpDocumento161 páginasPumpbharatonkarAinda não há avaliações
- Consultancy - PT LAPI ITB, To Serve For Your Betterment and The NationDocumento1 páginaConsultancy - PT LAPI ITB, To Serve For Your Betterment and The NationJuliyan PujakesumaAinda não há avaliações
- Standard Flushing Procedures PDFDocumento6 páginasStandard Flushing Procedures PDFmadan mohan kattaAinda não há avaliações
- General: 'Sulphuric Acid, by Any Other Name Would Still Corrode'Documento2 páginasGeneral: 'Sulphuric Acid, by Any Other Name Would Still Corrode'Juliyan PujakesumaAinda não há avaliações
- Life of Bearing 4309 Series For Ucp PumpDocumento6 páginasLife of Bearing 4309 Series For Ucp PumpJuliyan PujakesumaAinda não há avaliações
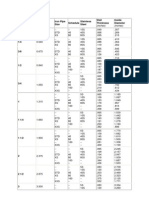
- Nominal Pipe SizeDocumento4 páginasNominal Pipe SizeJuliyan PujakesumaAinda não há avaliações
- TeamsDocumento27 páginasTeamsKumar SiddharthaAinda não há avaliações
- Flange and Bolt DimensionsDocumento3 páginasFlange and Bolt DimensionsJuliyan PujakesumaAinda não há avaliações
- Belt AlignmentDocumento124 páginasBelt AlignmentJuliyan PujakesumaAinda não há avaliações
- Dimension Report Stuffing BoxDocumento1 páginaDimension Report Stuffing BoxJuliyan PujakesumaAinda não há avaliações
- Grade 9 TLE LCPDocumento8 páginasGrade 9 TLE LCPMJ Andrade67% (3)
- HSE ToolboxDocumento5 páginasHSE ToolboxHarold Llacsahuanga Cordova100% (1)
- Construction Safety Manual PDFDocumento68 páginasConstruction Safety Manual PDFMonica AstridAinda não há avaliações
- Saep 250Documento32 páginasSaep 250brecht198075% (4)
- Stop Work Policy PDFDocumento9 páginasStop Work Policy PDFkheireddine fekrouneAinda não há avaliações
- QMSL HSSE Manual 2022Documento114 páginasQMSL HSSE Manual 2022Rodney SeepersadAinda não há avaliações
- Common Sense Risk Management of Trees National Tree Safety GroupDocumento104 páginasCommon Sense Risk Management of Trees National Tree Safety Groupadmin866Ainda não há avaliações
- Nebosh Questions & Answers-Old Bank New New NewDocumento117 páginasNebosh Questions & Answers-Old Bank New New NewMohsin Nisar67% (3)
- Life Safety Code Survey Process (For Hospitals) Design Standards Unit Rules and RegulationsDocumento28 páginasLife Safety Code Survey Process (For Hospitals) Design Standards Unit Rules and RegulationsLaisattrooklai PhisitAinda não há avaliações
- Nordson p4 p7 p10 PDFDocumento319 páginasNordson p4 p7 p10 PDFRicardo CruzAinda não há avaliações
- General Method Statement For Long Wall Formwork Installation, Casting and DismantlingDocumento18 páginasGeneral Method Statement For Long Wall Formwork Installation, Casting and Dismantlingnabil100% (3)
- Norsok D-001 Drilling FacilitiesDocumento70 páginasNorsok D-001 Drilling FacilitiesPopovici AlexandruAinda não há avaliações
- Lecture 1 - Laboratory Management and BiosafetyDocumento107 páginasLecture 1 - Laboratory Management and BiosafetyRudairoAinda não há avaliações
- Partial Stroke TestDocumento10 páginasPartial Stroke TestOmar RiganeAinda não há avaliações
- Te 049044Documento15 páginasTe 049044salman1111a100% (1)
- JSA Erection of Gathering TentDocumento12 páginasJSA Erection of Gathering TentMuhammad Tariq100% (2)
- R909606233 en Charge Pump A4vg180Documento4 páginasR909606233 en Charge Pump A4vg180motasem alqaisiAinda não há avaliações
- Community Awareness and Emergency Response Code of Management PracticesDocumento32 páginasCommunity Awareness and Emergency Response Code of Management PracticesCharmaine Diamond PinedaAinda não há avaliações
- Safe DistanceDocumento4 páginasSafe DistanceSubbarayan SaravanakumarAinda não há avaliações
- Baseline QuizDocumento1 páginaBaseline QuizwhatnowmrpantsAinda não há avaliações
- Versachem Mega Grey 85 GRDocumento8 páginasVersachem Mega Grey 85 GRpaul heberth areche conovilcaAinda não há avaliações
- HSEQ Manual PDFDocumento34 páginasHSEQ Manual PDFsarge18Ainda não há avaliações
- Hmi Mp377 Mp377pro Operating Instructions en-US en-USDocumento340 páginasHmi Mp377 Mp377pro Operating Instructions en-US en-USroypearsonAinda não há avaliações
- HTM - 05-03 - Part - D (Commercial Enterprises)Documento27 páginasHTM - 05-03 - Part - D (Commercial Enterprises)afadlallaAinda não há avaliações
- Fire Safety FacadesDocumento58 páginasFire Safety Facadessloane01Ainda não há avaliações
- Manual Sivacon 8ps Configuring With LX en-GBDocumento210 páginasManual Sivacon 8ps Configuring With LX en-GBEdwin LoquinaAinda não há avaliações
- Sprinter Bodybuilder BookDocumento123 páginasSprinter Bodybuilder BookNezvoata Bula100% (1)
- Proline Prosonic Flow 93T Portable Hart: Operating InstructionsDocumento124 páginasProline Prosonic Flow 93T Portable Hart: Operating InstructionsAndrey ValeroAinda não há avaliações
- Safety Data Sheet: 1. Identification of The Substance/Preparation and of The Company/UndertakingDocumento10 páginasSafety Data Sheet: 1. Identification of The Substance/Preparation and of The Company/Undertakingdaniel abiaAinda não há avaliações
- Safety Data Sheet: Product Name: MOBILUX EP 0Documento10 páginasSafety Data Sheet: Product Name: MOBILUX EP 0anibal_rios_rivasAinda não há avaliações