Você também pode gostar
- Solution Manual 3rd Ed. Metal Forming: Mechanics and Metallurgy CHAPTER 1-3Documento11 páginasSolution Manual 3rd Ed. Metal Forming: Mechanics and Metallurgy CHAPTER 1-3Nadia Zukry83% (6)
- A060822 PDFDocumento8 páginasA060822 PDFEidelsayedAinda não há avaliações
- Creep Behavior of Type 310 Stainless Steel. Part 1: Parameters From The Norton, Arrhenius and Monkman-Grant RelationsDocumento13 páginasCreep Behavior of Type 310 Stainless Steel. Part 1: Parameters From The Norton, Arrhenius and Monkman-Grant Relationssezgin bayramAinda não há avaliações
- High-Cycle Fatigue Behavior of Type 316L Stainless SteelDocumento9 páginasHigh-Cycle Fatigue Behavior of Type 316L Stainless SteelDeva RajAinda não há avaliações
- Effect of Strain Rate Upon Plastic Flow of SteelDocumento12 páginasEffect of Strain Rate Upon Plastic Flow of SteelLily MaAinda não há avaliações
- Dwell Time Effects On Fatigue Life and Damage Mechanisms: ArticleDocumento10 páginasDwell Time Effects On Fatigue Life and Damage Mechanisms: Articleabraham silva hernandezAinda não há avaliações
- Analysis of The Martensitic Transformation at Various Scales in TRIP SteelDocumento4 páginasAnalysis of The Martensitic Transformation at Various Scales in TRIP SteelHarold Agudelo MAinda não há avaliações
- Ductile CeramicsDocumento61 páginasDuctile CeramicsFlorin AndreiAinda não há avaliações
- Form Ability Od A8011 Aluminium Alloy SheetDocumento6 páginasForm Ability Od A8011 Aluminium Alloy SheetwojciechsciezorAinda não há avaliações
- 3.1 s2.0 S1005030220308380 MainDocumento9 páginas3.1 s2.0 S1005030220308380 Mainzj xiaoAinda não há avaliações
- Mechanical Behavior of Aluminum-Lithium Alloys at Cryogenic TemperaturesDocumento7 páginasMechanical Behavior of Aluminum-Lithium Alloys at Cryogenic TemperaturesHani AshriAinda não há avaliações
- Effect of Temperature On Mechanical Behavior of AZ31 Magnesium AlloyDocumento5 páginasEffect of Temperature On Mechanical Behavior of AZ31 Magnesium Alloyazizieh5701Ainda não há avaliações
- Relief of Tensile Residual Stress in Girth Joint of AISI 316 Steel by Deep Cryogenic TreatmentDocumento4 páginasRelief of Tensile Residual Stress in Girth Joint of AISI 316 Steel by Deep Cryogenic TreatmentGiammarco NegriniAinda não há avaliações
- TRIP Steel: By: Joshua Shaun RochaDocumento12 páginasTRIP Steel: By: Joshua Shaun RochaJoshuaAinda não há avaliações
- 10.1515 - HTMP 2016 0190Documento8 páginas10.1515 - HTMP 2016 0190kasturiAinda não há avaliações
- Formability of Austenitic Stainless Steel 316 Sheet in Dynamic Strain Aging RegimeDocumento11 páginasFormability of Austenitic Stainless Steel 316 Sheet in Dynamic Strain Aging RegimeUdhayakumarAinda não há avaliações
- Mechanical Behaviour Laboratory MSE 313: Laboratory ManualDocumento41 páginasMechanical Behaviour Laboratory MSE 313: Laboratory ManualVenkteshwarlu KAinda não há avaliações
- An InvestigationDocumento8 páginasAn InvestigationBintang SuryoAinda não há avaliações
- Welcome To International Journal of Engineering Research and Development (IJERD)Documento7 páginasWelcome To International Journal of Engineering Research and Development (IJERD)IJERDAinda não há avaliações
- Dislocation Structure and Non-Proportional Hardening of Type 304 Stainless SteelDocumento12 páginasDislocation Structure and Non-Proportional Hardening of Type 304 Stainless Steelpaulina vegaAinda não há avaliações
- Acc Strain FormulaDocumento9 páginasAcc Strain FormulasankhadipAinda não há avaliações
- Welding Research: The Effect of Heat Treatment On Type 316 Stainless Steel Weld MetalDocumento6 páginasWelding Research: The Effect of Heat Treatment On Type 316 Stainless Steel Weld MetalTasmanijskaNemaAinda não há avaliações
- Carbide Breaking MechanismDocumento8 páginasCarbide Breaking Mechanismjay upadhyayAinda não há avaliações
- Effect of Transient Change in Strain Rate On Plastic Flow Behavior of Low Carbon SteelDocumento12 páginasEffect of Transient Change in Strain Rate On Plastic Flow Behavior of Low Carbon SteelShivraman ThapliyalAinda não há avaliações
- Durability de MST 2014Documento19 páginasDurability de MST 2014irfankohaaAinda não há avaliações
- Effects of Strain Rate and Temperature in Forming Processes of MetalsDocumento9 páginasEffects of Strain Rate and Temperature in Forming Processes of MetalsChanten NanAinda não há avaliações
- Fractography Analysis and Constitutive Modeling For Dynamic Plasticity of Austenite Stainless Steel (ASS 304) at Hot-Working TemperaturesDocumento33 páginasFractography Analysis and Constitutive Modeling For Dynamic Plasticity of Austenite Stainless Steel (ASS 304) at Hot-Working TemperaturesNuno FerreiraAinda não há avaliações
- Journal of Materials Processing Technology Volume 141 Issue 1 2003Documento7 páginasJournal of Materials Processing Technology Volume 141 Issue 1 2003Guillermo Henry Ramirez UlloaAinda não há avaliações
- Dylatometria Ferryt DeltaDocumento9 páginasDylatometria Ferryt DeltaGrzegorz CiosAinda não há avaliações
- Obect:-Apparatus Required:: Practical No.1Documento5 páginasObect:-Apparatus Required:: Practical No.1mohammad_nizamaniAinda não há avaliações
- The Effect of Large Heat Input On The Microstructure and Corrosion Behaviour of Simulated Heat Affected Zone in 2205 Duplex Stainless SteelDocumento8 páginasThe Effect of Large Heat Input On The Microstructure and Corrosion Behaviour of Simulated Heat Affected Zone in 2205 Duplex Stainless SteelAnonymous Qha8B2Ainda não há avaliações
- 13 GomesDocumento9 páginas13 GomesRezaqul KhaqAinda não há avaliações
- Effect of Tool Temperature On The Reduction of The Springback of Aluminum SheetsDocumento4 páginasEffect of Tool Temperature On The Reduction of The Springback of Aluminum SheetsJabbar AljanabyAinda não há avaliações
- Thermo-Mechanical Axial-Torsion Testing To Assess Workability - Modeling Using Finite Element Method and Experimental ValidationDocumento7 páginasThermo-Mechanical Axial-Torsion Testing To Assess Workability - Modeling Using Finite Element Method and Experimental ValidationIsaac SagelAinda não há avaliações
- Microstructure Evolution and Kinetics of Static Recrystallization of MEDIUM MNDocumento26 páginasMicrostructure Evolution and Kinetics of Static Recrystallization of MEDIUM MNJoselo HRAinda não há avaliações
- On The Hot Tensile Deformation Behaviour of AISI 316LN Stainless SteelDocumento8 páginasOn The Hot Tensile Deformation Behaviour of AISI 316LN Stainless SteelMallikarjunrao PanabakaAinda não há avaliações
- Welding Research: Development of A New Hot-Cracking Test-The SigmajigDocumento6 páginasWelding Research: Development of A New Hot-Cracking Test-The SigmajigElaine JohnsonAinda não há avaliações
- Elastic Modulus SFRCDocumento9 páginasElastic Modulus SFRCRatul ChopraAinda não há avaliações
- Kim 2018Documento26 páginasKim 2018Muhammad Rizki Gorbyandi NadiAinda não há avaliações
- Dynamic Strain Aging Effect On The Fatigue Resistance of Type 316L Stainless SteelDocumento5 páginasDynamic Strain Aging Effect On The Fatigue Resistance of Type 316L Stainless SteelchantivsAinda não há avaliações
- Yield Strength Estimation For Stainless Steel Using Plane Strain Compression TestDocumento10 páginasYield Strength Estimation For Stainless Steel Using Plane Strain Compression TestGeraldy Faiq PutraAinda não há avaliações
- PhysicsDocumento5 páginasPhysicsAditya Budi FauziAinda não há avaliações
- Hot Deformation Studies of AISI 1035 Steel Using Thermo Mechanical SimulatorDocumento6 páginasHot Deformation Studies of AISI 1035 Steel Using Thermo Mechanical SimulatorIsrar EqubalAinda não há avaliações
- Author's Accepted Manuscript: 10.1016/j.msea.2014.07.084Documento31 páginasAuthor's Accepted Manuscript: 10.1016/j.msea.2014.07.084sinetron88Ainda não há avaliações
- Evaluation of The Heat Transfer Coefficient at The Metal-Mould Interface During FlowDocumento4 páginasEvaluation of The Heat Transfer Coefficient at The Metal-Mould Interface During FloweidelsayedAinda não há avaliações
- 2004 - Deformation and Fracture Behaviour of High Manganese Austenitic SteelDocumento10 páginas2004 - Deformation and Fracture Behaviour of High Manganese Austenitic SteelJaime Andres CastañedaAinda não há avaliações
- 43 4 Polak PDFDocumento10 páginas43 4 Polak PDFricardomax2Ainda não há avaliações
- Pierer R CreepDocumento12 páginasPierer R CreepFahrgerusteAinda não há avaliações
- Effect of Temperature and Strain Rate On The Hot Deformation Behaviour of Ferritic SSDocumento20 páginasEffect of Temperature and Strain Rate On The Hot Deformation Behaviour of Ferritic SS鄭勝元Ainda não há avaliações
- Magneto-Elastic Effect For 316LN-IG Stainless Steel at Low TemperatureDocumento6 páginasMagneto-Elastic Effect For 316LN-IG Stainless Steel at Low Temperature82865200Ainda não há avaliações
- Maraging and Nickel-Molybdenum Trip-SteelsDocumento8 páginasMaraging and Nickel-Molybdenum Trip-SteelsSinhrooAinda não há avaliações
- The Effects of Friction On The Compressive Behaviour of High Strength SteelsDocumento6 páginasThe Effects of Friction On The Compressive Behaviour of High Strength Steelskannanmech87Ainda não há avaliações
- Hot Deform 2 - InglesDocumento21 páginasHot Deform 2 - InglesJUAN CANCIOAinda não há avaliações
- Effect of Cryogenic Rolling and Annealing On The Microstructure Evolution and Mechanical Properties of 304 Stainless SteelDocumento8 páginasEffect of Cryogenic Rolling and Annealing On The Microstructure Evolution and Mechanical Properties of 304 Stainless SteelNathanael Basana HisarAinda não há avaliações
- Prediction of Its Creep BehaviorDocumento2 páginasPrediction of Its Creep BehaviorkeplieAinda não há avaliações
- Identification of Constitutive Material Model Parameters For High-Strain Rate Metal Cutting Conditions Using Evolutionary Computational AlgorithmsDocumento18 páginasIdentification of Constitutive Material Model Parameters For High-Strain Rate Metal Cutting Conditions Using Evolutionary Computational AlgorithmskeepingbusyAinda não há avaliações
- Engineering Tensile Stress Strain DiagramsDocumento9 páginasEngineering Tensile Stress Strain DiagramsMaurizio FalconieriAinda não há avaliações
- Study of Transient Temperature Distribution in A Friction Welding Process and Its Effects On Its JointsDocumento12 páginasStudy of Transient Temperature Distribution in A Friction Welding Process and Its Effects On Its JointsMuhammad Fatka FirmansyahAinda não há avaliações
- Character Is at Ion of Polyimides Under High-Temperature SlidingDocumento8 páginasCharacter Is at Ion of Polyimides Under High-Temperature SlidingAlberto GamberiniAinda não há avaliações
- Low-Cycle Fatigue Behavior of AA2618-T61 Forged DiskDocumento6 páginasLow-Cycle Fatigue Behavior of AA2618-T61 Forged DiskFedericaAinda não há avaliações
- Tratamientos Térmicos AluminioDocumento1 páginaTratamientos Térmicos AluminioOctvo Lzd FlAinda não há avaliações
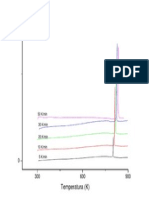
- Temperatura (K) : 5 0 K / M I N 3 0 K / M I NDocumento1 páginaTemperatura (K) : 5 0 K / M I N 3 0 K / M I NOctvo Lzd FlAinda não há avaliações
- Part Ii Materials Science Course C12: Plasticity and Deformation ProcessingDocumento120 páginasPart Ii Materials Science Course C12: Plasticity and Deformation Processingmma666Ainda não há avaliações
- CRANE - Flow of Fluids - Through Valve, Fittings and PipesDocumento133 páginasCRANE - Flow of Fluids - Through Valve, Fittings and PipesPherx JhossAinda não há avaliações
- Borrower SlipsDocumento5 páginasBorrower SlipsGokuAinda não há avaliações
- Accurate Ax ClimavenetaDocumento70 páginasAccurate Ax ClimavenetaMahesh KumbharAinda não há avaliações
- Plastic Analysis of Unbraced Portal Frames of Steel Structures in PDFDocumento99 páginasPlastic Analysis of Unbraced Portal Frames of Steel Structures in PDFbiniamAinda não há avaliações
- Behavior of Members Subjected To Axial LoadsDocumento21 páginasBehavior of Members Subjected To Axial LoadsAhmad Faraz JuttAinda não há avaliações
- Lecture Xfem MeshfreeDocumento147 páginasLecture Xfem MeshfreemsyexploreAinda não há avaliações
- Low Temperature Multiple DesalinationDocumento9 páginasLow Temperature Multiple DesalinationyocreoqueestesiAinda não há avaliações
- Pump CalculationDocumento5 páginasPump CalculationrkobeissiAinda não há avaliações
- 22 - MKO 412 - 2013 - Pertemuan 13 - Tangki Dengan Bawah DatarDocumento40 páginas22 - MKO 412 - 2013 - Pertemuan 13 - Tangki Dengan Bawah DatarKhlisKunAinda não há avaliações
- Ice Skating Rink Product GuideDocumento8 páginasIce Skating Rink Product GuidecashloverAinda não há avaliações
- HW-7. Transient Heat Conduction PDFDocumento1 páginaHW-7. Transient Heat Conduction PDFSafaa Hameed Al NaseryAinda não há avaliações
- Study of Hydrodynamics and Upscaling of Immiscible Fluid Stirred Tank Using Computational Fluid Dynamics SimulationDocumento19 páginasStudy of Hydrodynamics and Upscaling of Immiscible Fluid Stirred Tank Using Computational Fluid Dynamics Simulationเอกฤกษ์ พุ่มนกAinda não há avaliações
- Agricultural and Biological Engineering: Psychrometric Chart UseDocumento6 páginasAgricultural and Biological Engineering: Psychrometric Chart Usenaevus91Ainda não há avaliações
- CHNG 3802 Heat Transfer Tutorial Answers Weeks 1-4Documento9 páginasCHNG 3802 Heat Transfer Tutorial Answers Weeks 1-4IshanSaneAinda não há avaliações
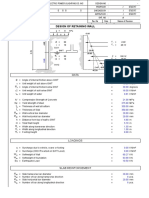
- Tablon Retaining Wall Ht. - Clark - With WindDocumento27 páginasTablon Retaining Wall Ht. - Clark - With WindclarkgaguiAinda não há avaliações
- Fracture Toughness Properties of High-StrengthDocumento10 páginasFracture Toughness Properties of High-StrengthEngels OchoaAinda não há avaliações
- Numerical Modeling of Rock Slopes in Siwalik Hills Near Manali Region: A Case StudyDocumento21 páginasNumerical Modeling of Rock Slopes in Siwalik Hills Near Manali Region: A Case Studywidayat81Ainda não há avaliações
- Chapter 2 Loads On StructuresDocumento21 páginasChapter 2 Loads On StructuresMarissa BrownAinda não há avaliações
- Anti Surge ControlDocumento15 páginasAnti Surge Controlella arunAinda não há avaliações
- ME-Calc+: Finepac StructuresDocumento2 páginasME-Calc+: Finepac StructuresAnonymous pVoSWn8yh0Ainda não há avaliações
- Stress Analysis of Gun Barrel Subjected To Dynamic Pressure: H. Babaei, M. Malakzadeh, H. AsgariDocumento10 páginasStress Analysis of Gun Barrel Subjected To Dynamic Pressure: H. Babaei, M. Malakzadeh, H. AsgariAmilcarRafaelVitriagoAinda não há avaliações
- Slope-Deflection Method (With Side Sway)Documento22 páginasSlope-Deflection Method (With Side Sway)عمر حسن محمدAinda não há avaliações
- Model: FCD-180B / 170066: Electric Solenoid Valve 220VACDocumento1 páginaModel: FCD-180B / 170066: Electric Solenoid Valve 220VACoscarAinda não há avaliações
- Hybrid Metal Matrix Composite: Faculty Guide: S. SeralathanDocumento9 páginasHybrid Metal Matrix Composite: Faculty Guide: S. SeralathanMECHA ENGINEEERINGAinda não há avaliações
- Otc 18691 MS PDocumento11 páginasOtc 18691 MS PBalaji ChinnaiyanAinda não há avaliações
- Design of Pressure VesselDocumento19 páginasDesign of Pressure VesselSazzad hussain ProttoyAinda não há avaliações
- Trisha Banerjee at 2010Documento7 páginasTrisha Banerjee at 2010Physics InstrumentsAinda não há avaliações
- Raft Quiz Detailed AnswersDocumento7 páginasRaft Quiz Detailed AnswersShehab HassanAinda não há avaliações
- GATE 2020 Online Test Series:: Civil EngineeringDocumento6 páginasGATE 2020 Online Test Series:: Civil EngineeringAvinash JhaAinda não há avaliações
- Pumps and TurbinesDocumento25 páginasPumps and TurbinesRodimar Torres Jr.Ainda não há avaliações