Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- 45 Post Office RD Interest CalculatorDocumento4 páginas45 Post Office RD Interest CalculatorpandaprasadAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- 54 EmiDocumento6 páginas54 EmipandaprasadAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Experimental Design Analysis in 40 CharactersDocumento31 páginasExperimental Design Analysis in 40 Characterssricharitha6702Ainda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- Correlation Regression Relationship Analysis 1233772232553257 1Documento37 páginasCorrelation Regression Relationship Analysis 1233772232553257 1pandaprasadAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- 47 Depreciation CalculatorDocumento1 página47 Depreciation CalculatorpandaprasadAinda não há avaliações
- D OptimalDocumento12 páginasD OptimalpandaprasadAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Chapter 8Documento8 páginasChapter 8pandaprasadAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- 0 Loan Interest CalculationDocumento24 páginas0 Loan Interest CalculationpandaprasadAinda não há avaliações
- 22 Tax Calculator Excel SheetDocumento23 páginas22 Tax Calculator Excel SheetpandaprasadAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- Correlation Regression Relationship Analysis 1233772232553257 1Documento8 páginasCorrelation Regression Relationship Analysis 1233772232553257 1pandaprasadAinda não há avaliações
- Binomialprobabilitydistribution 120218130430 Phpapp01Documento17 páginasBinomialprobabilitydistribution 120218130430 Phpapp01pandaprasad100% (1)
- 4 Discrete Probability Distribution PDFDocumento44 páginas4 Discrete Probability Distribution PDFpandaprasadAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Simple Slopes For A 2-Way Interaction 2009-08-25Documento6 páginasSimple Slopes For A 2-Way Interaction 2009-08-25pandaprasadAinda não há avaliações
- Simple Linear Regression Design Matrix & Optimality StepsDocumento4 páginasSimple Linear Regression Design Matrix & Optimality StepspandaprasadAinda não há avaliações
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- ICT in EducationDocumento34 páginasICT in EducationTarathipAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Cost JustificationDocumento8 páginasCost Justificationfrancis_frpqa100% (1)
- Introduction To ChromatographyDocumento25 páginasIntroduction To ChromatographyKameswara RaoAinda não há avaliações
- Savitribai Phule Pune University Department of BiotechnologyDocumento1 páginaSavitribai Phule Pune University Department of BiotechnologypandaprasadAinda não há avaliações
- Cell Biology Lecture Notes ExplainedDocumento108 páginasCell Biology Lecture Notes ExplainedpandaprasadAinda não há avaliações
- B C Vol 05 PDFDocumento5 páginasB C Vol 05 PDFpandaprasadAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Tell How Time Has ElapsedDocumento2 páginasTell How Time Has ElapsedpandaprasadAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- Cbse Worksheet-04 Class - Ivmathematics - Word Problem - Time, Speed and DistanceDocumento2 páginasCbse Worksheet-04 Class - Ivmathematics - Word Problem - Time, Speed and DistancepandaprasadAinda não há avaliações
- CBSE Class 4 Maths Chapter 7 Revision WorksheetDocumento6 páginasCBSE Class 4 Maths Chapter 7 Revision WorksheetpandaprasadAinda não há avaliações
- CBSE Worksheet-06 CLASS - IV Mathematics (Calendar)Documento2 páginasCBSE Worksheet-06 CLASS - IV Mathematics (Calendar)pandaprasadAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Genetic MaterialDocumento6 páginasThe Genetic MaterialpandaprasadAinda não há avaliações
- Binomialprobabilitydistribution 120218130430 Phpapp01Documento17 páginasBinomialprobabilitydistribution 120218130430 Phpapp01pandaprasad100% (1)
- CBSE Worksheet-09 CLASS - IV Mathematics (Time and Calendar)Documento2 páginasCBSE Worksheet-09 CLASS - IV Mathematics (Time and Calendar)pandaprasadAinda não há avaliações
- The Genetic MaterialDocumento6 páginasThe Genetic MaterialpandaprasadAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- CBSE Class 4 Maths Chapter 9 Revision WorksheetDocumento6 páginasCBSE Class 4 Maths Chapter 9 Revision WorksheetpandaprasadAinda não há avaliações
- CBSE Class 4 Maths Chapter 12 Revision WorksheetsDocumento9 páginasCBSE Class 4 Maths Chapter 12 Revision WorksheetspandaprasadAinda não há avaliações
- Modern Soil Stabilization TechniquesDocumento25 páginasModern Soil Stabilization TechniquesSagar Jha100% (3)
- Parts Catalog TT75, TT55 NEW HOLLANDDocumento360 páginasParts Catalog TT75, TT55 NEW HOLLANDrogerio97% (35)
- Acronyms Used in Offshore ConstructionDocumento32 páginasAcronyms Used in Offshore ConstructionDaniel De Assis ItaborahyAinda não há avaliações
- Akeeba Backup Guide PDFDocumento185 páginasAkeeba Backup Guide PDFJhon ArteagaAinda não há avaliações
- Sparc t8 2 Ds 3864232 PDFDocumento6 páginasSparc t8 2 Ds 3864232 PDFanhtuan29Ainda não há avaliações
- How To Enable Nationality Field in IrecruitmentDocumento2 páginasHow To Enable Nationality Field in IrecruitmentnhawiAinda não há avaliações
- KANSAS CITY Hyatt Regency Hotel Walkways CollapseDocumento8 páginasKANSAS CITY Hyatt Regency Hotel Walkways CollapseRafran RoslyAinda não há avaliações
- FloEFD For Creo InstallDocumento18 páginasFloEFD For Creo InstallDarko MarjanovicAinda não há avaliações
- Manual de Partes Gen Set DQFADDocumento272 páginasManual de Partes Gen Set DQFADJorge Calcaneo MartinezAinda não há avaliações
- Machine TimeDocumento11 páginasMachine TimeFRANCIS THOMASAinda não há avaliações
- Fire Fighting LayoutDocumento1 páginaFire Fighting LayoutNoufal OthupurayilAinda não há avaliações
- .Anber Globe!Documento20 páginas.Anber Globe!Cristina GabaroiAinda não há avaliações
- Speed Control of Brushless DC Motor Using Fuzzy Logic ControllerDocumento9 páginasSpeed Control of Brushless DC Motor Using Fuzzy Logic ControllerIOSRjournalAinda não há avaliações
- Clarion Technologies: at A GlanceDocumento7 páginasClarion Technologies: at A GlanceChetan PrasadAinda não há avaliações
- Parts List CMX1402Documento36 páginasParts List CMX1402Jayden BarnesAinda não há avaliações
- PDF 7758Documento2 páginasPDF 7758José Antônio CardosoAinda não há avaliações
- Service Accessories: CatalogDocumento32 páginasService Accessories: CatalogdummaAinda não há avaliações
- Project: Water Supply Layout Finals Drawn By: 20141142805 Date: 10/11/2018 Sheet No. 1 of 2Documento1 páginaProject: Water Supply Layout Finals Drawn By: 20141142805 Date: 10/11/2018 Sheet No. 1 of 2Jabber Reyes AmborAinda não há avaliações
- Smart Bell Notification System Using IoTDocumento3 páginasSmart Bell Notification System Using IoTTony StankAinda não há avaliações
- Multipoint Socket Profile VW 010 43: KonzernnormDocumento4 páginasMultipoint Socket Profile VW 010 43: KonzernnormRicardo Vitoriano100% (1)
- DBX DriveRack PA 2 BrochureDocumento2 páginasDBX DriveRack PA 2 BrochureSound Technology LtdAinda não há avaliações
- Aritco Home Lifts 2014 DEC en LDocumento52 páginasAritco Home Lifts 2014 DEC en LBuzaareAinda não há avaliações
- Communication in AfricaDocumento5 páginasCommunication in AfricaJaque TornneAinda não há avaliações
- Transportation System, Analysis and Modelling (CE-632) : Carried Out by Group-3Documento15 páginasTransportation System, Analysis and Modelling (CE-632) : Carried Out by Group-3Naman Kumar100% (2)
- Chassis (LS17) PDFDocumento10 páginasChassis (LS17) PDFlasky11Ainda não há avaliações
- Fluid Mechanics-I: by Dr. Fayaz A Khan Assistant Professor, UET Bannu CampusDocumento22 páginasFluid Mechanics-I: by Dr. Fayaz A Khan Assistant Professor, UET Bannu CampusAsim WazirAinda não há avaliações
- Gas LiftDocumento35 páginasGas LiftHìnhxămNơigóckhuấtTimAnh100% (1)
- Safety Analysis of Mooring Hawser of FSO and SPM B PDFDocumento10 páginasSafety Analysis of Mooring Hawser of FSO and SPM B PDFORUGAAinda não há avaliações
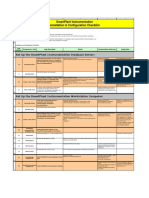
- SmartPlant Instrumentation installation checklistDocumento2 páginasSmartPlant Instrumentation installation checklistmnoormohamed82Ainda não há avaliações
- Aztech+700WR-3G User ManualDocumento57 páginasAztech+700WR-3G User Manualkero_the_hero67% (3)
- SolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)No EverandSolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)Nota: 4.5 de 5 estrelas4.5/5 (5)
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)No EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Nota: 5 de 5 estrelas5/5 (2)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNo EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsAinda não há avaliações