Você também pode gostar
- Bench WorkingDocumento11 páginasBench WorkingMonica MagdyAinda não há avaliações
- Fitting LabDocumento8 páginasFitting LabArun kumar rouniyarAinda não há avaliações
- FittingDocumento7 páginasFittingAniz Farznor SariffuddinAinda não há avaliações
- Bench Working and Fitting Shop: (1) Holding DeviceDocumento10 páginasBench Working and Fitting Shop: (1) Holding DeviceAashish KushwahaAinda não há avaliações
- EDM Lab ReportDocumento12 páginasEDM Lab ReportAli Hassan100% (1)
- Lab Sheet Djj5113Documento27 páginasLab Sheet Djj5113Munisprasad MuniandyAinda não há avaliações
- Gas Welding ReportDocumento18 páginasGas Welding ReportAkmal AzaliAinda não há avaliações
- TIG Workshop ReportDocumento9 páginasTIG Workshop ReportKee Zhenyuan100% (1)
- A Lab Report On Fitting Workshop Practice PDFDocumento6 páginasA Lab Report On Fitting Workshop Practice PDFSorna Kailash50% (4)
- JJ 103 Fitting ReportDocumento11 páginasJJ 103 Fitting Reportrafiah bazlaaAinda não há avaliações
- Step and V-FittingDocumento11 páginasStep and V-FittingME Rgukt100% (1)
- Lab Session Introduction To Lathe MachineDocumento5 páginasLab Session Introduction To Lathe MachineAqib ZamanAinda não há avaliações
- Experiment - TIGDocumento5 páginasExperiment - TIGAl Anood Al AmeriAinda não há avaliações
- Fitting Workshop ReportDocumento17 páginasFitting Workshop ReportAkshay kumarAinda não há avaliações
- Fitting ShopDocumento19 páginasFitting ShopRitikAinda não há avaliações
- Workshop Practice 1st YearDocumento21 páginasWorkshop Practice 1st YearVIPAN KUMARAinda não há avaliações
- Workshop Lab Report - Job 5Documento3 páginasWorkshop Lab Report - Job 5Shehryar Ahmad100% (1)
- Arc Welding ReportDocumento10 páginasArc Welding ReportHabibah ArbainAinda não há avaliações
- Introduction To Fitting Shop.Documento11 páginasIntroduction To Fitting Shop.Mahmood AliAinda não há avaliações
- Fitting Shop: 1.2.1 Bench ViceDocumento3 páginasFitting Shop: 1.2.1 Bench ViceMRINAL GAUTAM100% (1)
- Fan Reverse Engineering ReportDocumento7 páginasFan Reverse Engineering Reportapi-352647685100% (1)
- Workshop ManualDocumento96 páginasWorkshop ManualDatta YallapuAinda não há avaliações
- Lab 1 - MillingDocumento12 páginasLab 1 - MillingLuqman HakimAinda não há avaliações
- Lathe MachineDocumento16 páginasLathe MachineVanamali Thirumalai100% (4)
- Surface GrindingDocumento14 páginasSurface GrindingariefAinda não há avaliações
- JJ104 Workshop Technology Chapter8 Oxy-Acetylene Welding 1Documento24 páginasJJ104 Workshop Technology Chapter8 Oxy-Acetylene Welding 1Ah Tiang100% (3)
- Welding ReportDocumento15 páginasWelding Reportabhinavjha7Ainda não há avaliações
- Lab Report 4Documento5 páginasLab Report 4mamoona noreenAinda não há avaliações
- MIG WeldingDocumento10 páginasMIG WeldingAlvaro Martin RamaAinda não há avaliações
- Mesin LarikDocumento12 páginasMesin LariknorzaiwanAinda não há avaliações
- Metal Forming Chapter 4 and ConclusionDocumento4 páginasMetal Forming Chapter 4 and ConclusionNo NameAinda não há avaliações
- Conclusion Recon Refer WeldingDocumento3 páginasConclusion Recon Refer WeldingIrdzat ZainiAinda não há avaliações
- DJJ20053 Engineering Laboratory 1 (Electrical Technology) : Experiment 1Documento4 páginasDJJ20053 Engineering Laboratory 1 (Electrical Technology) : Experiment 1roslelawati75Ainda não há avaliações
- Grinding Lab 2Documento9 páginasGrinding Lab 2Ming QuanAinda não há avaliações
- Technical Drawings For Toaster Automata 1Documento8 páginasTechnical Drawings For Toaster Automata 1api-371765117Ainda não há avaliações
- 5.0 Conclusion SMFDocumento2 páginas5.0 Conclusion SMFAlimin AnniAinda não há avaliações
- Field Trip On Elect ElectDocumento13 páginasField Trip On Elect ElectvictorAinda não há avaliações
- Discuss How The Implementation of System Approach To Maintenance Practicing in Your OrganizationDocumento3 páginasDiscuss How The Implementation of System Approach To Maintenance Practicing in Your Organization2cekal100% (1)
- Fitting ToolsDocumento14 páginasFitting ToolsManoj Lohumi100% (2)
- Machining 2 ReportDocumento11 páginasMachining 2 ReportTan Jun ZheAinda não há avaliações
- Work Shop Practice OneDocumento35 páginasWork Shop Practice OneberhaneAinda não há avaliações
- Fakulti Teknologi Kejuruteraan Mekanikal Dan Pembuatan Universiti Teknikal Malaysia MelakaDocumento8 páginasFakulti Teknologi Kejuruteraan Mekanikal Dan Pembuatan Universiti Teknikal Malaysia MelakaThaneswaran BaluAinda não há avaliações
- Lab Report 1 F2023, F2002 .Documento13 páginasLab Report 1 F2023, F2002 .nazren shahAinda não há avaliações
- Jm201 Mechatronic Workshop Practice 2Documento4 páginasJm201 Mechatronic Workshop Practice 2Gregory MichaelAinda não há avaliações
- Lab 2 TurningDocumento12 páginasLab 2 TurningLuqman HakimAinda não há avaliações
- Mech Lathe Machine ReportDocumento15 páginasMech Lathe Machine ReportLary Dela Cruz Guevarra100% (1)
- LatheDocumento74 páginasLatheChandrakantha K100% (1)
- DJJ1032 Fitting (Hexagon Gauge) : Muhammad Haffiz Aiman Bin YahayaDocumento15 páginasDJJ1032 Fitting (Hexagon Gauge) : Muhammad Haffiz Aiman Bin YahayaTak ProAinda não há avaliações
- Hostel Checklist 2018Documento4 páginasHostel Checklist 2018Eiren NurizAinda não há avaliações
- Experiment On FittingDocumento8 páginasExperiment On FittingZatchBellAinda não há avaliações
- Welding GAS ReportDocumento11 páginasWelding GAS Report15 thn50% (2)
- T Lap JointDocumento1 páginaT Lap JointROMEL A. ESPONILLAAinda não há avaliações
- Nontraditional Machining and Thermal Cutting Processes - Chapter 26Documento67 páginasNontraditional Machining and Thermal Cutting Processes - Chapter 26xharpreetxAinda não há avaliações
- Welding ReportDocumento11 páginasWelding ReportJia Yee Ten100% (1)
- MIG Welding MachineDocumento7 páginasMIG Welding MachineSAATISH0% (1)
- Velocity and Acceleration Lab Result (Car Ramp)Documento3 páginasVelocity and Acceleration Lab Result (Car Ramp)Ugur ASİT60% (5)
- Case Study JUN20Documento9 páginasCase Study JUN20senyapsialAinda não há avaliações
- Welding Report.Documento12 páginasWelding Report.Haikal SubriAinda não há avaliações
- Report MIG WeldingDocumento12 páginasReport MIG Weldingyuwaraja0% (2)
- English Year 1 Lesson Plan: ListeningDocumento18 páginasEnglish Year 1 Lesson Plan: ListeningSomasundaram SomanoAinda não há avaliações
- August Year 5 V Paper 2Documento6 páginasAugust Year 5 V Paper 2Somasundaram SomanoAinda não há avaliações
- The Magic Beans.: SJKT Bukit Beruntung Story Telling Text 2019Documento5 páginasThe Magic Beans.: SJKT Bukit Beruntung Story Telling Text 2019Somasundaram SomanoAinda não há avaliações
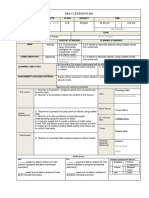
- Daily Lesson Plan 9.7.2019Documento1 páginaDaily Lesson Plan 9.7.2019Somasundaram SomanoAinda não há avaliações
- Present Continuous Tense PrintDocumento2 páginasPresent Continuous Tense PrintSomasundaram Somano67% (3)
- Coin Point Oil Boys Foil Soil Boil Toys: Oi' Missing Word SentecnesDocumento5 páginasCoin Point Oil Boys Foil Soil Boil Toys: Oi' Missing Word SentecnesSomasundaram SomanoAinda não há avaliações
- From The Line GraphDocumento1 páginaFrom The Line GraphSomasundaram SomanoAinda não há avaliações
- SJK (T) Bukit Beruntung, 48300 Rawang, Selangor Senarai Nama Murid 6 Valluvar 2016Documento11 páginasSJK (T) Bukit Beruntung, 48300 Rawang, Selangor Senarai Nama Murid 6 Valluvar 2016Somasundaram SomanoAinda não há avaliações
- Choose The Best Answer To Fill in The Blanks. 1. She Is A - She Works in A CourtDocumento8 páginasChoose The Best Answer To Fill in The Blanks. 1. She Is A - She Works in A CourtSomasundaram SomanoAinda não há avaliações
- Application For The Post of Service EngineerDocumento2 páginasApplication For The Post of Service EngineerSomasundaram SomanoAinda não há avaliações
- Linus Menuju Puncak SriDocumento16 páginasLinus Menuju Puncak SriSomasundaram SomanoAinda não há avaliações
- Contoh Hasil KerjaDocumento5 páginasContoh Hasil KerjaSomasundaram SomanoAinda não há avaliações
- SJK1Documento11 páginasSJK1Somasundaram SomanoAinda não há avaliações
- Year End Oral Examinataion: SJK (T) Bukit Beruntung, 48300 Bukit Beruntung Rawang, SelangorDocumento5 páginasYear End Oral Examinataion: SJK (T) Bukit Beruntung, 48300 Bukit Beruntung Rawang, SelangorSomasundaram SomanoAinda não há avaliações
- Exam Style Answers 20 Asal Physics CBDocumento2 páginasExam Style Answers 20 Asal Physics CBAnshul ShahAinda não há avaliações
- Eye EssayDocumento6 páginasEye Essayppggihnbf100% (2)
- 0051-1104 Method Statement Pneumatic TestingDocumento9 páginas0051-1104 Method Statement Pneumatic TestingHasif Mohammed67% (3)
- Turbocor ChillerDocumento14 páginasTurbocor ChillerRahulAinda não há avaliações
- Molarity and Polarity Report ChemistryDocumento23 páginasMolarity and Polarity Report ChemistryLydia Mae S. Ela100% (1)
- Victron Pylontech Up2500 Us2000 Us3000 Us2000c Us3000c Us5000 Us5000b Us5000c Pelio-L Up5000 Phantom-S Force-L1 l2Documento15 páginasVictron Pylontech Up2500 Us2000 Us3000 Us2000c Us3000c Us5000 Us5000b Us5000c Pelio-L Up5000 Phantom-S Force-L1 l2Warren MorseAinda não há avaliações
- Two-Stage Ball Milling of Recycled Machining Chips To Create An Alternative Feedstock Powder For Metal Additive ManufacturingDocumento40 páginasTwo-Stage Ball Milling of Recycled Machining Chips To Create An Alternative Feedstock Powder For Metal Additive ManufacturingJazmínARAinda não há avaliações
- Final Report IOCL GuwahatiDocumento17 páginasFinal Report IOCL GuwahatiSonu KumarAinda não há avaliações
- Bedini Monopole 3 Group Experiment: Tuning InstructionsDocumento8 páginasBedini Monopole 3 Group Experiment: Tuning InstructionsjurdeAinda não há avaliações
- Is 10028 3 1981 PDFDocumento27 páginasIs 10028 3 1981 PDFManoj MishraAinda não há avaliações
- Grade 7 LPDocumento5 páginasGrade 7 LPMelfe John CerezoAinda não há avaliações
- Referencias Electrodos FujikuraDocumento1 páginaReferencias Electrodos FujikuraAlexander GuzmanAinda não há avaliações
- C848 88 (2016)Documento7 páginasC848 88 (2016)werrteAinda não há avaliações
- General Knowledge For General PaperDocumento14 páginasGeneral Knowledge For General PaperLilian LimAinda não há avaliações
- Scroll SolenoidDocumento11 páginasScroll SolenoidRauf AlirzayevAinda não há avaliações
- PC200-8 KomatsuDocumento636 páginasPC200-8 Komatsujoao maria100% (1)
- John Yesua S. Hermo From BSME 2-1: Easy Eda Mini ProjectDocumento2 páginasJohn Yesua S. Hermo From BSME 2-1: Easy Eda Mini ProjectRaymond Carreon DomingoAinda não há avaliações
- 07 Pegasus Ibms v5.2Documento4 páginas07 Pegasus Ibms v5.2h2odavidAinda não há avaliações
- Peugeot Tweet Servicemanual PDFDocumento64 páginasPeugeot Tweet Servicemanual PDFEric FlayaAinda não há avaliações
- 6.5EFOZ InstallationDocumento92 páginas6.5EFOZ InstallationNick ArnouAinda não há avaliações
- Magnalock Models M32, M62 and M82B Installation InstructionsDocumento1 páginaMagnalock Models M32, M62 and M82B Installation InstructionsMilos StoisavljevicAinda não há avaliações
- Business Portfolio ExampleDocumento30 páginasBusiness Portfolio ExampleFajar Seno AdiAinda não há avaliações
- Sirius Timer Relay ManualDocumento28 páginasSirius Timer Relay ManualVinoth MahendranAinda não há avaliações
- TV LG 55EC9300+OLED+SMPS+TestingDocumento6 páginasTV LG 55EC9300+OLED+SMPS+Testingwanderson wendellAinda não há avaliações
- Introduction To The CompanyDocumento3 páginasIntroduction To The Companymansi sainiAinda não há avaliações
- SIPROTEC Compact Protection Systems A1 enDocumento168 páginasSIPROTEC Compact Protection Systems A1 enMarcelo MagriAinda não há avaliações
- Anp 1106 Midterm 1 NotesDocumento10 páginasAnp 1106 Midterm 1 NotesKristyAinda não há avaliações
- @perkins: 4000 Series 4016TAG2 4016TAG2ADocumento2 páginas@perkins: 4000 Series 4016TAG2 4016TAG2AIman AkbariAinda não há avaliações
- AH-RESI DatasheetDocumento2 páginasAH-RESI DatasheetRahul ShelkeAinda não há avaliações
- JD 624h Loader Tc62h Operator Sec WatDocumento20 páginasJD 624h Loader Tc62h Operator Sec Watalbert100% (51)