Você também pode gostar
- Weld Joint GeometryDocumento20 páginasWeld Joint GeometryFongJeremyAinda não há avaliações
- TIG WeldingDocumento44 páginasTIG Weldinganon_717772339Ainda não há avaliações
- Material Dissimilar JointsDocumento7 páginasMaterial Dissimilar JointsPemburu JablayAinda não há avaliações
- 72 - Welding Distortion PDFDocumento1 página72 - Welding Distortion PDFPhạm Văn ĐảngAinda não há avaliações
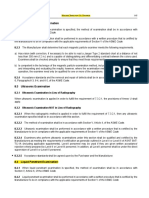
- Critére D'acceptation PT API 650 ASME VIIIDocumento4 páginasCritére D'acceptation PT API 650 ASME VIIITahar DabbarAinda não há avaliações
- Types of Welding JointsDocumento20 páginasTypes of Welding Jointssuresh rajendranAinda não há avaliações
- WC514Documento1 páginaWC51455312714Ainda não há avaliações
- Welding DefectsDocumento38 páginasWelding Defectssajeev27100% (4)
- Undercut - Most Predominant Weld Fault Fix: Short Arc Length, Proper Amperage and SpeedDocumento27 páginasUndercut - Most Predominant Weld Fault Fix: Short Arc Length, Proper Amperage and SpeedJACKMAAAAAinda não há avaliações
- Welding Consumables For Pipeline ConstructionDocumento32 páginasWelding Consumables For Pipeline ConstructionElias KapaAinda não há avaliações
- Welding Symbol Guide ISO 2553Documento32 páginasWelding Symbol Guide ISO 2553Guillermo Martínez0% (1)
- Joint Restraint - Improper Bead Shape - Hydrogen Pickup - Rapid Cooling Rate - High Carbon/Alloy Content - Low Melting Point ContaminantsDocumento1 páginaJoint Restraint - Improper Bead Shape - Hydrogen Pickup - Rapid Cooling Rate - High Carbon/Alloy Content - Low Melting Point ContaminantsLucian HoudiniAinda não há avaliações
- How To Weld 316 Stainless SteelDocumento3 páginasHow To Weld 316 Stainless Steel10161016Ainda não há avaliações
- Bs4872 Visual ApprovalDocumento1 páginaBs4872 Visual Approvalkjmcbain100% (1)
- WPQR6Documento3 páginasWPQR6Dimitris NikouAinda não há avaliações
- Welding FLAWSDocumento86 páginasWelding FLAWSrohitbhat2345Ainda não há avaliações
- WELDING PROCEDURE SPECIFICATIONDocumento1 páginaWELDING PROCEDURE SPECIFICATIONmashkhalilbabaAinda não há avaliações
- Section 23 A The Practice of Visual Welding InspectionDocumento14 páginasSection 23 A The Practice of Visual Welding InspectionS GoudaAinda não há avaliações
- Esab DublexDocumento8 páginasEsab DublexSuphi YükselAinda não há avaliações
- Difference between weldolet and sockoletDocumento3 páginasDifference between weldolet and sockoletWaqas Waqas100% (3)
- Welding PositionDocumento6 páginasWelding Positionenels77Ainda não há avaliações
- Microstructure Study of Welded JointDocumento17 páginasMicrostructure Study of Welded JointRatul Islam Antor100% (1)
- 2 Aluminium Fusion Welding 2015Documento21 páginas2 Aluminium Fusion Welding 2015Tuyen Nguyen100% (1)
- ISO Welding Symbols Guide for Joint Design & Weld TypesDocumento22 páginasISO Welding Symbols Guide for Joint Design & Weld TypesMuhammed SulfeekAinda não há avaliações
- ASTM MaterialDocumento4 páginasASTM MaterialEr Moosa MohammedAinda não há avaliações
- GMAWDocumento12 páginasGMAWsushant47Ainda não há avaliações
- Gas Shielded Flux Cored Arc Welding (FCAW) GuideDocumento19 páginasGas Shielded Flux Cored Arc Welding (FCAW) GuideSanthosh Kumar100% (1)
- Welding Electrode NomenclatureDocumento3 páginasWelding Electrode NomenclaturedcevipinAinda não há avaliações
- Essential weld gauges for inspectorsDocumento15 páginasEssential weld gauges for inspectorssojeckAinda não há avaliações
- Advanced Welding Process (Welding)Documento58 páginasAdvanced Welding Process (Welding)Sk SamsuddinAinda não há avaliações
- Welding Discontinuities: Porosity Undercut Incomplete FusionDocumento1 páginaWelding Discontinuities: Porosity Undercut Incomplete Fusionbrrrrzzzz100% (1)
- 1 - MMAW Process - PPT (Compatibility Mode)Documento44 páginas1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Welding Processes GuideDocumento27 páginasWelding Processes Guidesuri345Ainda não há avaliações
- Asme Sections ListDocumento1 páginaAsme Sections ListShreekanthKannathAinda não há avaliações
- How To Read Welding GaugesDocumento8 páginasHow To Read Welding Gaugeservikas34Ainda não há avaliações
- Welding Variables Guide: Effects of Current, Voltage, Speed & MoreDocumento34 páginasWelding Variables Guide: Effects of Current, Voltage, Speed & MoremilindAinda não há avaliações
- The British Standard For Weld Symbols Is BS en 22553Documento4 páginasThe British Standard For Weld Symbols Is BS en 22553manojdavangeAinda não há avaliações
- Calculate Weld Metal VolumeDocumento7 páginasCalculate Weld Metal VolumeChris De La Torre0% (1)
- ASME & ISO ComparisonDocumento5 páginasASME & ISO Comparisonr0m14rAinda não há avaliações
- Dissimilar Metal Weldingv2 HERBST PDFDocumento23 páginasDissimilar Metal Weldingv2 HERBST PDFAnonymous q2HC0zyfa2Ainda não há avaliações
- Welding Inspection TechnologyDocumento13 páginasWelding Inspection TechnologyParthasarathy VadapalliAinda não há avaliações
- Prevent CrackingDocumento2 páginasPrevent CrackingRafeek ShaikhAinda não há avaliações
- WeldingDocumento752 páginasWeldingAndres_Pastor1987100% (3)
- Weld SymbolsDocumento63 páginasWeld SymbolsAyub KhanAinda não há avaliações
- Zoki Zavarivanje PDFDocumento46 páginasZoki Zavarivanje PDFDejanAinda não há avaliações
- ISO 9692 joint preparation guideDocumento46 páginasISO 9692 joint preparation guidebiancogallazziAinda não há avaliações
- Chapter 32 Welding Joint PreparationDocumento46 páginasChapter 32 Welding Joint PreparationAd Man GeTig100% (2)
- Weld Design SymbolsDocumento63 páginasWeld Design Symbolspriyoc6100% (15)
- ISO 2553 Weld SymbolsDocumento63 páginasISO 2553 Weld SymbolsSudip100% (4)
- Weld Joint Design 03Documento70 páginasWeld Joint Design 03Koshala BalasuriyaAinda não há avaliações
- Welding Joint Design & Welding SymbolsDocumento103 páginasWelding Joint Design & Welding Symbolswasi100% (1)
- Welding Design, Welding Procedure and Performance QualificationDocumento34 páginasWelding Design, Welding Procedure and Performance Qualificationkmas1612100% (3)
- Welding Inspection: Terms & Definitions Course Reference WIS 5Documento26 páginasWelding Inspection: Terms & Definitions Course Reference WIS 5Joerge Ryan MaramotAinda não há avaliações
- WIS5 Terms and DefinitionsDocumento25 páginasWIS5 Terms and DefinitionsNiko GunnAinda não há avaliações
- 002 - Weld - Design - Symbols - 01Documento77 páginas002 - Weld - Design - Symbols - 01K JeevanAinda não há avaliações
- Home About Us Products News Process Quality Workshops Contact UsDocumento5 páginasHome About Us Products News Process Quality Workshops Contact UsDeepak patelAinda não há avaliações
- Rubric: Fillet Welds: Tee Joint Lap Joint Corner JointDocumento3 páginasRubric: Fillet Welds: Tee Joint Lap Joint Corner Jointamir ghabraeiAinda não há avaliações
- 2 Terms and Definitions SectionDocumento39 páginas2 Terms and Definitions SectionPraviBeetlesAinda não há avaliações
- 3.3.1-Basics of Weld Joint Design-9th Mar 21Documento60 páginas3.3.1-Basics of Weld Joint Design-9th Mar 21Vivek kmAinda não há avaliações
- Machinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionNo EverandMachinery's Handbook Pocket Companion: Quick Access to Basic Data & More from the 31st EditionAinda não há avaliações
- Ea 6 02 MDocumento27 páginasEa 6 02 MpelorzaAinda não há avaliações
- Atlas Copco Air Motor CatalogDocumento80 páginasAtlas Copco Air Motor CatalogAnonymous FqWJo7Ainda não há avaliações
- VKS 45V, VKS 45W A VKS 45W-1 Pneumatic Drifter: Operating InstructionsDocumento7 páginasVKS 45V, VKS 45W A VKS 45W-1 Pneumatic Drifter: Operating InstructionsMatija BušićAinda não há avaliações
- Effect of Tool Geometry On Mechanical and Microstructural Properties in Dissimilar FSW 5086 - 6061Documento9 páginasEffect of Tool Geometry On Mechanical and Microstructural Properties in Dissimilar FSW 5086 - 6061Matija BušićAinda não há avaliações
- Impact of Tool WearDocumento7 páginasImpact of Tool WearMatija BušićAinda não há avaliações
- Reversal Stir WeldingDocumento4 páginasReversal Stir WeldingMatija BušićAinda não há avaliações
- Ea 6 02 MDocumento27 páginasEa 6 02 MpelorzaAinda não há avaliações
- 2002 Nasa Faculty Fellowship ProgramDocumento5 páginas2002 Nasa Faculty Fellowship Programkannanmech87Ainda não há avaliações
- Endeavour Awards K-TigDocumento2 páginasEndeavour Awards K-TigMatija BušićAinda não há avaliações
- Composite Refractory MaterialsDocumento8 páginasComposite Refractory MaterialsMatija BušićAinda não há avaliações
- Effect of Shoulder Cavity and Welding Parameters On FSW of Thin Cooper SheetsDocumento8 páginasEffect of Shoulder Cavity and Welding Parameters On FSW of Thin Cooper SheetsMatija BušićAinda não há avaliações
- WJ 2013 05Documento128 páginasWJ 2013 05Matija BušićAinda não há avaliações
- Buffa 2006Documento8 páginasBuffa 2006Osama MohammedAinda não há avaliações
- Effect of Tool Pin Profile On Tensile Strength of Welded Joints FSWDocumento7 páginasEffect of Tool Pin Profile On Tensile Strength of Welded Joints FSWMatija BušićAinda não há avaliações
- World Class Plasma Cutting: Local Welding Technology Exported To UK, Middle EastDocumento2 páginasWorld Class Plasma Cutting: Local Welding Technology Exported To UK, Middle EastMatija BušićAinda não há avaliações
- Exciting Things in The Pipeline For Welding Tech Company: KelvindaleDocumento2 páginasExciting Things in The Pipeline For Welding Tech Company: KelvindaleMatija BušićAinda não há avaliações
- Bohler ManualDocumento519 páginasBohler ManualCosmin OlteanuAinda não há avaliações
- Metal Foam Production and Joining Technologies ReviewDocumento16 páginasMetal Foam Production and Joining Technologies ReviewMatija BušićAinda não há avaliações
- Optimization of Activated Tungsten Inert Gas Welding of 304L Austenitic Stainless Steel PDFDocumento6 páginasOptimization of Activated Tungsten Inert Gas Welding of 304L Austenitic Stainless Steel PDFMatija BušićAinda não há avaliações
- Welbee Inverter: Pulse MAG/MIG Welding Power SourceDocumento148 páginasWelbee Inverter: Pulse MAG/MIG Welding Power SourceMatija BušićAinda não há avaliações
- Lorch PromoDocumento11 páginasLorch PromoMatija BušićAinda não há avaliações
- Single Stone Honing ToolsDocumento4 páginasSingle Stone Honing ToolsMatija BušićAinda não há avaliações
- Precision Honing Tools for Cylinder BoresDocumento14 páginasPrecision Honing Tools for Cylinder BoresMatija BušićAinda não há avaliações
- Keyhole Welding With CF-TIG (Cathode Focussed GTA) : Research PaperDocumento7 páginasKeyhole Welding With CF-TIG (Cathode Focussed GTA) : Research PaperMatija BušićAinda não há avaliações
- Mig/Mag: Product Catalogue 3.1 / V1Documento48 páginasMig/Mag: Product Catalogue 3.1 / V1Matija BušićAinda não há avaliações
- Weldinghuide Eng BohlerDocumento515 páginasWeldinghuide Eng BohlerJorge VasquezAinda não há avaliações
- Busic-Fsw of Apm Sandwich.Documento12 páginasBusic-Fsw of Apm Sandwich.Matija Bušić100% (1)
- MILLER MigmagDocumento48 páginasMILLER MigmagMatija BušićAinda não há avaliações
- Carbide Special PartsDocumento14 páginasCarbide Special PartsMatija BušićAinda não há avaliações
- JuniorEuromat2018 BookofabstractsDocumento226 páginasJuniorEuromat2018 BookofabstractsMatija BušićAinda não há avaliações
- Heavy Hex Nut Size Table Chart Per. ASME B18.2.2. - Engineers EdgeDocumento3 páginasHeavy Hex Nut Size Table Chart Per. ASME B18.2.2. - Engineers EdgeParag PadoleAinda não há avaliações
- Welding Procedure Casing Pump PDFDocumento4 páginasWelding Procedure Casing Pump PDFdethamrnAinda não há avaliações
- Hacksaw MachineDocumento3 páginasHacksaw MachineJournalNX - a Multidisciplinary Peer Reviewed JournalAinda não há avaliações
- Precision Machine Tools QuizDocumento3 páginasPrecision Machine Tools QuizkaluAinda não há avaliações
- Type of Welded JointsDocumento12 páginasType of Welded JointsSenakeAinda não há avaliações
- Loctite User GuideDocumento44 páginasLoctite User GuideLy QuanAinda não há avaliações
- Govt Tool Room Training Centre Bangalore Diploma SyllabusDocumento14 páginasGovt Tool Room Training Centre Bangalore Diploma SyllabusAryanAinda não há avaliações
- 1 5736Documento2 páginas1 5736solidwormAinda não há avaliações
- Manufacturing of Speaker BasketsDocumento19 páginasManufacturing of Speaker BasketsAmritsingh321100% (1)
- Educational Resources PamphletDocumento9 páginasEducational Resources PamphletBala SingamAinda não há avaliações
- Mitsubishi C004B 2009-2010Documento1.444 páginasMitsubishi C004B 2009-2010bhuppimehraAinda não há avaliações
- Cutting Edge PreparationDocumento2 páginasCutting Edge Preparation王龙祥Ainda não há avaliações
- Investment Casting: Lab Report ME-223 Advance Workshop PracticeDocumento2 páginasInvestment Casting: Lab Report ME-223 Advance Workshop PracticeMomina ShakeelAinda não há avaliações
- Investigation On MRR and RA of Surface Grinding On EN31Documento8 páginasInvestigation On MRR and RA of Surface Grinding On EN31Innovative Research PublicationsAinda não há avaliações
- Saideepa Tophammer CatalogueDocumento32 páginasSaideepa Tophammer CatalogueSebastian AstudilloAinda não há avaliações
- Structural Steel Connections Made Easy: S A F EDocumento8 páginasStructural Steel Connections Made Easy: S A F EMrvn Domingo MalicdemAinda não há avaliações
- Maryland Metrics - Thread Data ChartsDocumento4 páginasMaryland Metrics - Thread Data ChartsAnonymous VC68Xndnu9Ainda não há avaliações
- Diy Case AnnealerDocumento9 páginasDiy Case AnnealergrelfodAinda não há avaliações
- INVESTMENT CASTING DESIGN GUIDEDocumento27 páginasINVESTMENT CASTING DESIGN GUIDENisha Singh100% (1)
- RWF PPT For TrainingDocumento79 páginasRWF PPT For TrainingSreenand KrishnaAinda não há avaliações
- Rotary Shouldered Connection Thread Inspection SystemDocumento18 páginasRotary Shouldered Connection Thread Inspection SystemLewis Tan LimAinda não há avaliações
- Sae Ams Qq-S-763eDocumento23 páginasSae Ams Qq-S-763eEr Mohit RajputAinda não há avaliações
- ch05 PDFDocumento3 páginasch05 PDFFarhan KhanAinda não há avaliações
- NTM NotesDocumento89 páginasNTM NoteskushalambliAinda não há avaliações
- Tube Bending WikiDocumento7 páginasTube Bending WikiShawn SimAinda não há avaliações
- Datasheet For Steel Grades Mould Steel 1.4869: 1.4869 Standard NumberDocumento2 páginasDatasheet For Steel Grades Mould Steel 1.4869: 1.4869 Standard NumberManoj SAinda não há avaliações
- PQR 01 PDFDocumento2 páginasPQR 01 PDFVijay BhaleraoAinda não há avaliações
- Foundry and CastingDocumento72 páginasFoundry and CastingGreethu BabyAinda não há avaliações
- ME 664 Lecture on Investment Casting and Microcasting ProcessesDocumento21 páginasME 664 Lecture on Investment Casting and Microcasting ProcessesMayank GaurAinda não há avaliações
- Production Technology Ch24Documento16 páginasProduction Technology Ch24Nimmagadda BharathAinda não há avaliações