Você também pode gostar
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Story of Spanish MossDocumento10 páginasThe Story of Spanish MosssmtdrkdAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Why Creation of Universe Is Not An AccidentDocumento48 páginasWhy Creation of Universe Is Not An AccidentsmtdrkdAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Story of Spanish MossDocumento10 páginasThe Story of Spanish MosssmtdrkdAinda não há avaliações
- Estrogen Dominance-The Silent Epidemic by DR Michael LamDocumento39 páginasEstrogen Dominance-The Silent Epidemic by DR Michael Lamsmtdrkd75% (4)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
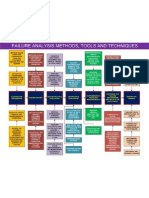
- Failure Analysis Tools, Techniques and Process FlowDocumento1 páginaFailure Analysis Tools, Techniques and Process Flowsmtdrkd100% (1)
- Greeting Card Calendar 2009Documento1 páginaGreeting Card Calendar 2009smtdrkdAinda não há avaliações
- Land Pattern Parameters For Different Bga GeometriesDocumento4 páginasLand Pattern Parameters For Different Bga Geometriessmtdrkd100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- SMCWP 001Documento37 páginasSMCWP 001Wandyy GonçalvesAinda não há avaliações
- PCB Surface Finishes Presentation by MultekDocumento54 páginasPCB Surface Finishes Presentation by Multeksmtdrkd100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Area Ratio For Different SMT PartsDocumento1 páginaArea Ratio For Different SMT PartssmtdrkdAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Stencil Aperture and Area Ratio Table For Optimum PrintingDocumento4 páginasStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdAinda não há avaliações
- Ph.d. Thesis On Modeling Imc Growth and SolderingDocumento180 páginasPh.d. Thesis On Modeling Imc Growth and Solderingsmtdrkd100% (6)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Generic Project Plan Template On ExcelDocumento3 páginasGeneric Project Plan Template On Excelsmtdrkd100% (36)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Stencil Aperture and Area Ratio Table For Optimum PrintingDocumento4 páginasStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdAinda não há avaliações
- Simple Project Management Template On ExcelDocumento2 páginasSimple Project Management Template On Excelsmtdrkd100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Fantastic TripDocumento68 páginasFantastic Tripabiramikdevi100% (17)
- E-Book Proof of Design DFM and Concurrent EngineeringDocumento425 páginasE-Book Proof of Design DFM and Concurrent Engineeringsmtdrkd100% (7)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Stencil Design - 10 % Reduction RuleDocumento1 páginaStencil Design - 10 % Reduction RulesmtdrkdAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- What You Always Wanted To Know About Wave Soldering But Were Afraid To AskDocumento43 páginasWhat You Always Wanted To Know About Wave Soldering But Were Afraid To Asksmtdrkd100% (4)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- 24 Amazing Pictures of MoneyDocumento15 páginas24 Amazing Pictures of Moneysmtdrkd100% (1)
- Myths and Beliefs in Modern Electronic Assembly and Soldering TechniquesDocumento8 páginasMyths and Beliefs in Modern Electronic Assembly and Soldering TechniquessmtdrkdAinda não há avaliações
- Manufacturable Lead Free SMT ProcessDocumento4 páginasManufacturable Lead Free SMT Processsmtdrkd100% (1)
- PB Free Soldering Paper From MassechusettsDocumento52 páginasPB Free Soldering Paper From Massechusettssmtdrkd100% (1)
- Lead Free Reliability Study by BoeingDocumento23 páginasLead Free Reliability Study by Boeingsmtdrkd100% (1)
- Impact of PB Free On Test and Inspection by TeradyneDocumento3 páginasImpact of PB Free On Test and Inspection by TeradynesmtdrkdAinda não há avaliações
- Carnatic Music Composition DatabaseDocumento142 páginasCarnatic Music Composition Databasesmtdrkd86% (14)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- Carnatic Music Composition DatabaseDocumento142 páginasCarnatic Music Composition Databasesmtdrkd86% (14)
- Best Practices FactoryDocumento207 páginasBest Practices FactorysmtdrkdAinda não há avaliações
- Andhragaaru RecipesDocumento38 páginasAndhragaaru Recipessmtdrkd100% (5)
- LABVIEW PROJECT NewDocumento14 páginasLABVIEW PROJECT NewJp SinghAinda não há avaliações
- Digital Systems III 2018 by Onke NkqwiliDocumento143 páginasDigital Systems III 2018 by Onke NkqwiliOnke Avr-dude Nkqwili100% (1)
- GL 112 Cam Analysis ApparatusDocumento6 páginasGL 112 Cam Analysis ApparatusNathi Dan MasekoAinda não há avaliações
- Solaris Admin Interview Questions AnswersDocumento14 páginasSolaris Admin Interview Questions AnswersTushar HiwseAinda não há avaliações
- Pioneer Deh-P5450 User ManualDocumento112 páginasPioneer Deh-P5450 User ManualLuke Job100% (1)
- 1VAL088301-TG RevB ReliaGearSB TechGuide DigitalDocumento72 páginas1VAL088301-TG RevB ReliaGearSB TechGuide DigitalsimonAinda não há avaliações
- COA LAB ProjectDocumento8 páginasCOA LAB ProjectareefAinda não há avaliações
- Plexi SE PCB VJ Conversion Parts List v2Documento1 páginaPlexi SE PCB VJ Conversion Parts List v2Yann RossiAinda não há avaliações
- DVD Home Cinema System: Owner'S ManualDocumento45 páginasDVD Home Cinema System: Owner'S ManualDiego MarroquínAinda não há avaliações
- SER90E1Documento192 páginasSER90E1ElputoAmo XDAinda não há avaliações
- APRIL 2018: Thankyou!! Mr. Ritesh Singh Chauhan For Sharing This PaperDocumento2 páginasAPRIL 2018: Thankyou!! Mr. Ritesh Singh Chauhan For Sharing This PaperSatyam KumarAinda não há avaliações
- LogDocumento8 páginasLogJonas Honorato0% (1)
- Sambulo Dube Resume - COMM Tech PDFDocumento5 páginasSambulo Dube Resume - COMM Tech PDF1c1b964dAinda não há avaliações
- Cooper SectionalizingDocumento8 páginasCooper SectionalizingTomuta StefanAinda não há avaliações
- 02 Ra41332en50gla1 Lte Kpi ArchitectureDocumento87 páginas02 Ra41332en50gla1 Lte Kpi Architecturekhanhnam0509100% (3)
- Control Valve Technical SpecificationDocumento17 páginasControl Valve Technical Specificationzainrajakmawi100% (2)
- Keeps Your Scale Working: Unequalled ReliabilityDocumento4 páginasKeeps Your Scale Working: Unequalled ReliabilitywintermacAinda não há avaliações
- ELEC2142 Week 1 Class NewadditionalDocumento48 páginasELEC2142 Week 1 Class NewadditionalJoseph NguyenAinda não há avaliações
- GM CounterDocumento20 páginasGM Counterf20220937Ainda não há avaliações
- As 2402.1.1-2005 Traction Batteries - Lead-Acid Vented Cells - RequirementsDocumento7 páginasAs 2402.1.1-2005 Traction Batteries - Lead-Acid Vented Cells - RequirementsSAI Global - APACAinda não há avaliações
- Standardized Low Voltage Switchboards UP TO 690V-6300A-100KADocumento28 páginasStandardized Low Voltage Switchboards UP TO 690V-6300A-100KAMurali DharanAinda não há avaliações
- K-System Isolated Barriers: ManualDocumento52 páginasK-System Isolated Barriers: ManualPaul Ramos CarcaustoAinda não há avaliações
- 6 16Documento2 páginas6 16Indira KarimovaAinda não há avaliações
- 2046R 2056R IM 92-1803B Pinza AmperimetricaDocumento2 páginas2046R 2056R IM 92-1803B Pinza AmperimetricaAnonymous BQOxf8XX58Ainda não há avaliações
- ANSI-IEEE, NEMA and UL Requirements For SwitchgearDocumento4 páginasANSI-IEEE, NEMA and UL Requirements For Switchgearefmartin21Ainda não há avaliações
- Gas Insulated Switchgear (GIS) : GeneralDocumento47 páginasGas Insulated Switchgear (GIS) : Generalমোঃ মহসিনAinda não há avaliações
- Hardware Matrix CardsDocumento2 páginasHardware Matrix Cardssyed jeelani ahmedAinda não há avaliações
- Minecraft Franchise Fact Sheet - Updated - 1 19 18 1Documento3 páginasMinecraft Franchise Fact Sheet - Updated - 1 19 18 1Johnny ChanAinda não há avaliações
- Sistema Di Autozavorramento: KG M M MDocumento3 páginasSistema Di Autozavorramento: KG M M McerfabioAinda não há avaliações
- Terberg Network Structure-3661600586101635Documento14 páginasTerberg Network Structure-3661600586101635yousufAinda não há avaliações