Você também pode gostar
- ITP For Domestic Water Piping InstallationDocumento1 páginaITP For Domestic Water Piping InstallationBelal AlrwadiehAinda não há avaliações
- QUALITY CONTROL PLAN-Rev-CDocumento10 páginasQUALITY CONTROL PLAN-Rev-Csivagnanam s100% (1)
- 5 Formwork ChecklistDocumento81 páginas5 Formwork ChecklistAlphaAinda não há avaliações
- Welding Quality Control Plan (WQCP) Requirements in Accordance With "Welding Quality Control"Documento2 páginasWelding Quality Control Plan (WQCP) Requirements in Accordance With "Welding Quality Control"Go MocAinda não há avaliações
- SITE-SPECIFIC QC PLANDocumento3 páginasSITE-SPECIFIC QC PLANloveanbu24100% (1)
- LPS-01-HTI-ITP-EL-005 - Point WiringDocumento5 páginasLPS-01-HTI-ITP-EL-005 - Point WiringJomy JohnyAinda não há avaliações
- Project Quality Template (Att. IV)Documento16 páginasProject Quality Template (Att. IV)aslam.ambAinda não há avaliações
- Mumbai Trans Harbour Link Project Non-Conforming Item ProcedureDocumento15 páginasMumbai Trans Harbour Link Project Non-Conforming Item ProcedureDeepak UpadhayayAinda não há avaliações
- Quality assurance plan for steel structure constructionDocumento1 páginaQuality assurance plan for steel structure constructionRamesh F SinghAinda não há avaliações
- Inspection Test Plan For FabricationDocumento4 páginasInspection Test Plan For FabricationAshwani Dogra100% (9)
- Quality Plan 2 PDF FreeDocumento21 páginasQuality Plan 2 PDF FreeEng.arifAinda não há avaliações
- ITP For Caprentry & Joinery WorksDocumento2 páginasITP For Caprentry & Joinery Worksexia19920% (2)
- Quality InductionDocumento15 páginasQuality InductionaleemmurtazaAinda não há avaliações
- ItpDocumento7 páginasItpJose Sherin100% (1)
- QA/QC Procedure Ensures High Quality ConstructionDocumento18 páginasQA/QC Procedure Ensures High Quality Constructionerwin hidayat100% (1)
- Quality Control PlanDocumento13 páginasQuality Control PlanMohammad Taqi HamidiAinda não há avaliações
- Inspection & Test Plan for Civil and Structural SteelDocumento33 páginasInspection & Test Plan for Civil and Structural SteelAhmed Mohsin100% (1)
- 5 Contractor Quality Control Plan For Steel StructureDocumento3 páginas5 Contractor Quality Control Plan For Steel Structurebehzad esAinda não há avaliações
- 03 Rebar InspectionDocumento1 página03 Rebar InspectionDawit SolomonAinda não há avaliações
- Itp Bored Pile Rev 1Documento10 páginasItp Bored Pile Rev 1Pandar HasibuhanAinda não há avaliações
- Quality PlanDocumento21 páginasQuality PlanQianlei ZhuAinda não há avaliações
- FQP GeneralDocumento21 páginasFQP GeneralgaladrialAinda não há avaliações
- Marriot Grand Ballroom Project Inspection and Test PlanDocumento3 páginasMarriot Grand Ballroom Project Inspection and Test PlanImho Tep75% (4)
- QA QC Daily ReportDocumento2 páginasQA QC Daily Reportanon_688841981Ainda não há avaliações
- MARAFIQ Project Quality Plan OverviewDocumento6 páginasMARAFIQ Project Quality Plan OverviewNABEEL ABDUL GAFFARAinda não há avaliações
- Itp For Installation of FormworksDocumento1 páginaItp For Installation of FormworksImho TepAinda não há avaliações
- Non - Conformance ReportDocumento2 páginasNon - Conformance ReportXOXOXOXO XOXOXOXOAinda não há avaliações
- Project Quality PlanDocumento44 páginasProject Quality Planmd_rehan_2100% (1)
- ITP Fencing Rev - 00 PDFDocumento3 páginasITP Fencing Rev - 00 PDFanon_987276020Ainda não há avaliações
- Fabrication ProcedurDocumento7 páginasFabrication ProcedurHarry PangestuAinda não há avaliações
- Quality Plan for GPL Construction ProjectDocumento23 páginasQuality Plan for GPL Construction Projectmayank dixitAinda não há avaliações
- Work Inspection Request: DESCRIPTION OF WORK INSPECTION (Input by The Contractor)Documento3 páginasWork Inspection Request: DESCRIPTION OF WORK INSPECTION (Input by The Contractor)Pawan jatAinda não há avaliações
- Appendix H: Design and Construction Manual Design RequirementsDocumento17 páginasAppendix H: Design and Construction Manual Design RequirementsPageduesca RouelAinda não há avaliações
- ELECT-TIC-2.8 (Torque Testing and Final Inspection)Documento4 páginasELECT-TIC-2.8 (Torque Testing and Final Inspection)Muhammad IrfanAinda não há avaliações
- LPS-01-HTI-MST-EL-009 - Light FixturesDocumento18 páginasLPS-01-HTI-MST-EL-009 - Light FixturesJomy JohnyAinda não há avaliações
- ITP For Steel Structure1Documento3 páginasITP For Steel Structure1吴兴泊Ainda não há avaliações
- Project Quality Plan: Mps Integrated Service LimitedDocumento18 páginasProject Quality Plan: Mps Integrated Service LimitedOGBONNAYA MARTINSAinda não há avaliações
- WI Dimensional Control Sign1Documento6 páginasWI Dimensional Control Sign1gusyahri001Ainda não há avaliações
- PQP EpldtDocumento8 páginasPQP Epldtmartin leeAinda não há avaliações
- 5A QA PL 01rev00 Project Quality ManualDocumento21 páginas5A QA PL 01rev00 Project Quality Manualirzaldy100% (2)
- Contractor Quality Control Plan For Fix or Stationery Equipment Installation Inspection and Test Plan For Fix or Stationery Equipment InstallationDocumento5 páginasContractor Quality Control Plan For Fix or Stationery Equipment Installation Inspection and Test Plan For Fix or Stationery Equipment InstallationSergey KichenkoAinda não há avaliações
- Inspection Request FormDocumento1 páginaInspection Request FormHoneylyn IgnacioAinda não há avaliações
- Typical Project Quality Plan & ITP CPCDocumento15 páginasTypical Project Quality Plan & ITP CPCnice guy100% (1)
- Request For Inspection of MaterialDocumento3 páginasRequest For Inspection of MaterialSopi Labu100% (1)
- QC Sample Manual GenericDocumento34 páginasQC Sample Manual GenericIan Stewart PorterAinda não há avaliações
- Project Quality Plan - For SatropDocumento22 páginasProject Quality Plan - For Satropvinothkumar100% (3)
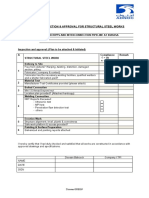
- QES PEVC-ENG237 - Checklist For PSS Fencing DetailsDocumento2 páginasQES PEVC-ENG237 - Checklist For PSS Fencing DetailsRupesh Khandekar100% (1)
- Building InspectionsDocumento2 páginasBuilding InspectionsSuresh DevarajanAinda não há avaliações
- ITP Check List For Metal Deck InstallationDocumento2 páginasITP Check List For Metal Deck InstallationJoyce GordonioAinda não há avaliações
- Structural Steel Work Check ListDocumento1 páginaStructural Steel Work Check ListAhmad Bilal100% (1)
- Proposed Quality Control PlanDocumento3 páginasProposed Quality Control PlanMohamad Rafik50% (2)
- Request For Inspection: Fixing of Tower Crane Tie-Ins at ColumnsDocumento3 páginasRequest For Inspection: Fixing of Tower Crane Tie-Ins at ColumnsUr FriendAinda não há avaliações
- Inspection and Test Plan for Fuel Oil Piping SystemDocumento2 páginasInspection and Test Plan for Fuel Oil Piping Systemachusanachu100% (1)
- Road Construction Essentials QA/QC PlanDocumento10 páginasRoad Construction Essentials QA/QC Planrafiullah amireeAinda não há avaliações
- QA Non Conformance Report Word TemplateDocumento2 páginasQA Non Conformance Report Word TemplateTomi Kazuo100% (1)
- ITP ErectionDocumento3 páginasITP Erectionjanpaul2481Ainda não há avaliações
- Structural Steel Checklist 17Documento2 páginasStructural Steel Checklist 17mgb2010hotmailcomAinda não há avaliações
- Wps Mig PDF FreeDocumento3 páginasWps Mig PDF Freehanz bermejoAinda não há avaliações
- Itp - Inspection and Testing Plan (Creation and Management)Documento10 páginasItp - Inspection and Testing Plan (Creation and Management)Luffy11100% (1)
- ISO 3834-6 Documents RequiredDocumento3 páginasISO 3834-6 Documents RequiredEdilson SantosAinda não há avaliações
- Ferrite Content Effect On Autenitic Ss Weld at Cryogenic TempDocumento12 páginasFerrite Content Effect On Autenitic Ss Weld at Cryogenic TemparunkumarAinda não há avaliações
- Astm A 967 - 01 - Chemical Passivation Stainless Steel PDFDocumento7 páginasAstm A 967 - 01 - Chemical Passivation Stainless Steel PDFElwe SingoloAinda não há avaliações
- AWS D10 4 86R Recommended Practices PDFDocumento44 páginasAWS D10 4 86R Recommended Practices PDFwi100% (1)
- Pickling HandbookDocumento32 páginasPickling HandbookPradeepAinda não há avaliações
- Shipbuilding Quality Standard GuideDocumento59 páginasShipbuilding Quality Standard Guidenyaungzin100% (2)
- EngineeringWithCladSteel2ndEd PDFDocumento24 páginasEngineeringWithCladSteel2ndEd PDFUNIISCRIBDAinda não há avaliações
- Is Welding Stainless Steel For LNG Application EasyDocumento7 páginasIs Welding Stainless Steel For LNG Application EasyRobin GuAinda não há avaliações
- LR - Construction Monitoring Procedure PDFDocumento30 páginasLR - Construction Monitoring Procedure PDFYong KimAinda não há avaliações
- Astm A 967 - 01 - Chemical Passivation Stainless Steel PDFDocumento7 páginasAstm A 967 - 01 - Chemical Passivation Stainless Steel PDFElwe SingoloAinda não há avaliações
- 10-Materials and Components For GTT Mark III & Mark V Cargo Containment SystemDocumento22 páginas10-Materials and Components For GTT Mark III & Mark V Cargo Containment SystemRobin GuAinda não há avaliações
- Clad Steel PlateDocumento4 páginasClad Steel PlateRobin GuAinda não há avaliações
- 7-DNV Training Course 1-LNG Vessel Hull Structure AnalysisDocumento123 páginas7-DNV Training Course 1-LNG Vessel Hull Structure AnalysisRobin GuAinda não há avaliações
- 8-DNV Training Course 2-LNG Vessel Hull Structure AnalysisDocumento127 páginas8-DNV Training Course 2-LNG Vessel Hull Structure AnalysisRobin GuAinda não há avaliações
- GTT TAMI Testing For LNG CarriersDocumento17 páginasGTT TAMI Testing For LNG CarriersRobin GuAinda não há avaliações
- SGS-LeakTesting of LNG Carrier TanksDocumento1 páginaSGS-LeakTesting of LNG Carrier TanksRobin GuAinda não há avaliações
- MGIT 10065 LNG A 05.2+R1+Secondary+Barrier+Global+Tightness+Test+ (GTT) 171213Documento8 páginasMGIT 10065 LNG A 05.2+R1+Secondary+Barrier+Global+Tightness+Test+ (GTT) 171213Robin GuAinda não há avaliações
- GTT InsideDocumento2 páginasGTT InsideRobin GuAinda não há avaliações
- Sample - Inspection & Test Plan (ITP)Documento3 páginasSample - Inspection & Test Plan (ITP)Morjhan MJ100% (7)
- 10-Materials and Components For GTT Mark III & Mark V Cargo Containment SystemDocumento22 páginas10-Materials and Components For GTT Mark III & Mark V Cargo Containment SystemRobin GuAinda não há avaliações
- ISO TR 15608 2013, Welding, GuidelinesDocumento12 páginasISO TR 15608 2013, Welding, Guidelinesuday narayan singhAinda não há avaliações
- Astm A 967 - 01 - Chemical Passivation Stainless Steel PDFDocumento7 páginasAstm A 967 - 01 - Chemical Passivation Stainless Steel PDFElwe SingoloAinda não há avaliações
- 9-General Approval and Supply of Materials and ComponentDocumento7 páginas9-General Approval and Supply of Materials and ComponentRobin GuAinda não há avaliações
- Weld Filler Metal SelectionDocumento7 páginasWeld Filler Metal SelectionsusanwebAinda não há avaliações
- Minimum Requirements For The Education, Examination and QualificationDocumento34 páginasMinimum Requirements For The Education, Examination and QualificationАнтон ХруцкийAinda não há avaliações
- Requirements and properties of structural steel hollow sectionsDocumento1 páginaRequirements and properties of structural steel hollow sectionsRobin GuAinda não há avaliações
- Dissimilar Metal Weldability Concepts Alber SadekDocumento45 páginasDissimilar Metal Weldability Concepts Alber SadekMohammad AliAinda não há avaliações
- Welding Metallurgy Module 3 GuideDocumento151 páginasWelding Metallurgy Module 3 GuideRey Luis Teh100% (1)
- AWS-Guide To Weldability Carbon and Low Alloy SteelsDocumento64 páginasAWS-Guide To Weldability Carbon and Low Alloy SteelsRobin GuAinda não há avaliações
- 5-讲interface-Abs-Topside Structure Fatigue Assessment ForDocumento21 páginas5-讲interface-Abs-Topside Structure Fatigue Assessment ForRobin GuAinda não há avaliações
- 3-BV NR467-Rules For The Classification of Steel ShipsDocumento2.657 páginas3-BV NR467-Rules For The Classification of Steel ShipsRobin GuAinda não há avaliações
- 4.10) Arch Shaped Self Supporting Trussless Roof SpecificationsDocumento11 páginas4.10) Arch Shaped Self Supporting Trussless Roof Specificationshebh123100% (1)
- SysDocumento43 páginasSysqwerdsaw1100% (1)
- Kuwait Ministry of Communications Telecom Infrastructure SpecificationDocumento66 páginasKuwait Ministry of Communications Telecom Infrastructure SpecificationPrashanth Gopinath44% (9)
- TE40 Mazraa QualityDocumento8 páginasTE40 Mazraa QualityTareq AkhdarAinda não há avaliações
- Arcol Polyol 1105 S - en - 06766706 18666794 21029598Documento3 páginasArcol Polyol 1105 S - en - 06766706 18666794 21029598parthAinda não há avaliações
- Itb - CCW Crane Upgrade RevDocumento41 páginasItb - CCW Crane Upgrade RevElavarasan JayachandranAinda não há avaliações
- MOST Specifications For Road & BridgesDocumento654 páginasMOST Specifications For Road & Bridgespbalakrishnan90% (59)
- PCI Guide Specification-Glass Fiber Reinforced Concrete-10!11!11Documento18 páginasPCI Guide Specification-Glass Fiber Reinforced Concrete-10!11!11wil98100% (1)
- Final FIM Contract Template - 10102022 Outotec Comments - Points AcceptableDocumento94 páginasFinal FIM Contract Template - 10102022 Outotec Comments - Points AcceptableSuraj ShettyAinda não há avaliações
- 650,000 BPSD Refinery and 830,000 TPA Polypropylene Plant at Lekki Free Trade Zone, NigeriaDocumento1.236 páginas650,000 BPSD Refinery and 830,000 TPA Polypropylene Plant at Lekki Free Trade Zone, NigeriaAthar DanishAinda não há avaliações
- Astm A304 (2016)Documento48 páginasAstm A304 (2016)SK AAinda não há avaliações
- STR Part B FinalDocumento8 páginasSTR Part B FinalLakhwant Singh KhalsaAinda não há avaliações
- Mil STD 1540cDocumento135 páginasMil STD 1540cjeddins_1Ainda não há avaliações
- NMR602.10 SAT Plan & ProcedureDocumento43 páginasNMR602.10 SAT Plan & ProcedureSorin Oprea0% (1)
- Power Information Technology Company (Pitc) : TENDER DOCUMENT No: PITC/G-224 (60) /05-2021Documento50 páginasPower Information Technology Company (Pitc) : TENDER DOCUMENT No: PITC/G-224 (60) /05-2021Engineer WaseemAinda não há avaliações
- Introduction to Requirement EngineeringDocumento29 páginasIntroduction to Requirement EngineeringNimra SaleemAinda não há avaliações
- Astm A872Documento4 páginasAstm A872Srinivasan KrishnamoorthyAinda não há avaliações
- FFFS Tender Doc1Documento410 páginasFFFS Tender Doc1brumanciaAinda não há avaliações
- Detailed Design of View Tower at Padam PokhariDocumento41 páginasDetailed Design of View Tower at Padam Pokharisuman subediAinda não há avaliações
- Software Test Plan TemplateDocumento13 páginasSoftware Test Plan TemplateAustria AbielAinda não há avaliações
- Build an IEEE SRS Document for Student Management SystemDocumento10 páginasBuild an IEEE SRS Document for Student Management SystemBugbearAinda não há avaliações
- X9 BAI Codes Version 2 Cash Management Balance Reporting.Documento92 páginasX9 BAI Codes Version 2 Cash Management Balance Reporting.Ranjith Kumar CAAinda não há avaliações
- NITK Tender for Metal 3D PrinterDocumento31 páginasNITK Tender for Metal 3D PrinterAdithya HegdeAinda não há avaliações
- Volume-Vi: O/O Chief Engineer (Procurement) MPPTCL, JabalpurDocumento76 páginasVolume-Vi: O/O Chief Engineer (Procurement) MPPTCL, JabalpurRamphani NunnaAinda não há avaliações
- Office Use FormDocumento41 páginasOffice Use Formbra9tee9tiniAinda não há avaliações
- Presentation Slides - Mark VIEDocumento33 páginasPresentation Slides - Mark VIEolegprikhodko2809Ainda não há avaliações
- Test Specifications and Item Writer Guidelines in A Multilingual World: Issues and SolutionsDocumento27 páginasTest Specifications and Item Writer Guidelines in A Multilingual World: Issues and SolutionsLina MukhopadhyayAinda não há avaliações
- DNIT01Documento146 páginasDNIT01Anonymous wfgcPmJYAinda não há avaliações
- Astm C140Documento27 páginasAstm C140Ashraf Tomizeh100% (1)
- Specification For Carbon Steel Electrodes and Fluxes For Submerged Arc WeldingDocumento48 páginasSpecification For Carbon Steel Electrodes and Fluxes For Submerged Arc WeldingSantiago Cuichán VelascoAinda não há avaliações