Você também pode gostar
- Teaching Manual Rice MillingDocumento12 páginasTeaching Manual Rice MillingChui Tai LauAinda não há avaliações
- Rice Mill WriteupDocumento17 páginasRice Mill Writeupsaquib786100% (1)
- MILLING ProcessDocumento27 páginasMILLING ProcessSakinala Raj KumarAinda não há avaliações
- Rice MillingDocumento32 páginasRice MillingReymart EboraAinda não há avaliações
- Rice Mill UnitsDocumento15 páginasRice Mill UnitsJhean Ruga Ambrocio TagoonAinda não há avaliações
- Design of Rice MillDocumento13 páginasDesign of Rice MillChie Chie100% (1)
- Rice Mill: Description of Rice Milling OperationDocumento6 páginasRice Mill: Description of Rice Milling OperationsarveshnemaAinda não há avaliações
- Rice Milling Systems ExplainedDocumento6 páginasRice Milling Systems ExplainedTheresa CostalesAinda não há avaliações
- Nabard Rice Mill ProjectDocumento13 páginasNabard Rice Mill ProjectJayant Aggarwal80% (10)
- PARBOILING AND DRYING PLANT APPLICATIONSDocumento25 páginasPARBOILING AND DRYING PLANT APPLICATIONSShivaz SharmaAinda não há avaliações
- Iubat - International University of Business Agriculture and TechnologyDocumento35 páginasIubat - International University of Business Agriculture and TechnologyMohammad Jubayer Ahmed100% (3)
- RICE MILL MACHINERY AND EQUIPMENT - PPTX v111Documento60 páginasRICE MILL MACHINERY AND EQUIPMENT - PPTX v111diomedes pataniAinda não há avaliações
- Model Project On Improved Rice MillDocumento50 páginasModel Project On Improved Rice Millpramit04Ainda não há avaliações
- Design of A Modified Hand Operated Maize ShellerDocumento15 páginasDesign of A Modified Hand Operated Maize ShellergemeeAinda não há avaliações
- Commercial Rice Milling Systems - IRRI Rice Knowledge BankDocumento4 páginasCommercial Rice Milling Systems - IRRI Rice Knowledge BankMaribel Bonite PeneyraAinda não há avaliações
- Notes Rice Milling & Quality Control Affecting Quality ..Documento7 páginasNotes Rice Milling & Quality Control Affecting Quality ..tcmittal69100% (1)
- Rice Milling SystemDocumento151 páginasRice Milling SystemZheejae Lao-aten100% (4)
- Parboiling and Dryer MILLTEC MACHINERY LTD PDFDocumento22 páginasParboiling and Dryer MILLTEC MACHINERY LTD PDFMilltec MachineryAinda não há avaliações
- Rice MachinesDocumento3 páginasRice MachinesitsataurAinda não há avaliações
- Rice MillDocumento7 páginasRice MillgoalbreakerAinda não há avaliações
- Lab 4 - Parboiling Rice MillingDocumento4 páginasLab 4 - Parboiling Rice MillingKishoree Krishna Kumaree100% (1)
- Teaching Manual Rice MillingDocumento12 páginasTeaching Manual Rice MillingSiva Kishore TadepalliAinda não há avaliações
- Parboiling Ankit SeminarDocumento17 páginasParboiling Ankit Seminarankit. 9405274660100% (1)
- ParboilingDocumento7 páginasParboilingAmrish rajAinda não há avaliações
- Modern Rice Mill - KSIDCDocumento5 páginasModern Rice Mill - KSIDCHemant SharmaAinda não há avaliações
- Presentation Dry Milling of WheatDocumento14 páginasPresentation Dry Milling of Wheatayesha shafiqueAinda não há avaliações
- Parboiled RiceDocumento17 páginasParboiled RiceChi Tran100% (1)
- Rice Mill Study VisitDocumento25 páginasRice Mill Study VisitMuhammad Asif100% (10)
- 15-Project Profile-Modern Rice MillDocumento6 páginas15-Project Profile-Modern Rice MillRajender SinghAinda não há avaliações
- SEO-Optimized Title for Document on Designing a Maize Shelling Machine ConcaveDocumento20 páginasSEO-Optimized Title for Document on Designing a Maize Shelling Machine ConcaveJuma Geni Kaswahili100% (1)
- De-Husking Mechanism For Mini Rice Milling MachineDocumento32 páginasDe-Husking Mechanism For Mini Rice Milling MachineSanjay Kang Chul100% (1)
- Tinytech Oil Mill Plant DetailsDocumento5 páginasTinytech Oil Mill Plant Detailsrahmad santosoAinda não há avaliações
- Rice Mill MachinesDocumento7 páginasRice Mill MachinesPraise K PremonAinda não há avaliações
- Solar Rice Dehusking Machine 2 PHASEDocumento16 páginasSolar Rice Dehusking Machine 2 PHASEDeiva K100% (1)
- Project Report On Egg Tray From PulpDocumento5 páginasProject Report On Egg Tray From PulpEIRI Board of Consultants and Publishers0% (1)
- Project Report On Biodegradable Package Using Rick HuskDocumento8 páginasProject Report On Biodegradable Package Using Rick HuskEIRI Board of Consultants and Publishers0% (1)
- Rice Mill COSTDocumento8 páginasRice Mill COSTzohaibssAinda não há avaliações
- Project Report On Flexible PVC Wire and Cables (Housing Wiring Manufacturing)Documento7 páginasProject Report On Flexible PVC Wire and Cables (Housing Wiring Manufacturing)EIRI Board of Consultants and PublishersAinda não há avaliações
- Parboiling ProcessDocumento10 páginasParboiling ProcessVikas SinglaAinda não há avaliações
- Principles and Methods of Rice MillingDocumento12 páginasPrinciples and Methods of Rice MillingMary - Ann Andal100% (1)
- Manual On Energy Conservation Measures in Rice Mill Cluster Ganjam, OrissaDocumento90 páginasManual On Energy Conservation Measures in Rice Mill Cluster Ganjam, OrissaBlazeDream Technologies Pvt LtdAinda não há avaliações
- Design Construction and Cost Estimation of Farm Structures, Animal Shelters, Fodder SiloDocumento5 páginasDesign Construction and Cost Estimation of Farm Structures, Animal Shelters, Fodder SiloShaikh Jubrel ahmad100% (2)
- Rice Mill-2 PDFDocumento7 páginasRice Mill-2 PDFPriyal Savla100% (1)
- Rice Mill InformationDocumento17 páginasRice Mill InformationRadha Krishna Sahoo100% (1)
- Project Report ON Dal MillDocumento24 páginasProject Report ON Dal MillGOLLAVILLI GANESH50% (2)
- Basmati Rice Manufacturing ProcessDocumento4 páginasBasmati Rice Manufacturing ProcessShamli Karumannil100% (1)
- Project Report On MillDocumento13 páginasProject Report On MillAashish KuAinda não há avaliações
- Fabrictaion of Mechanical Seed Thresher For FarmDocumento42 páginasFabrictaion of Mechanical Seed Thresher For FarmElakkiya Karthic100% (2)
- DEBRE BERHAN UNIVERSITY ThesisDocumento27 páginasDEBRE BERHAN UNIVERSITY Thesishayliyesus100% (1)
- Building Description-Rice MillDocumento4 páginasBuilding Description-Rice MillKawser Hossain100% (1)
- Design of Paddy Collecting MachineDocumento7 páginasDesign of Paddy Collecting MachineMelchor PadillaAinda não há avaliações
- Amit Project ReportDocumento21 páginasAmit Project ReportPankaj UpadhyayAinda não há avaliações
- Development and Performance Evaluation of Maize Threshing and Grinding MachineDocumento6 páginasDevelopment and Performance Evaluation of Maize Threshing and Grinding MachineAJER JOURNAL100% (1)
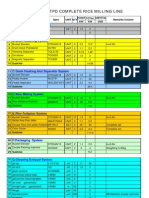
- 200tpd Rice MillDocumento5 páginas200tpd Rice MillAzim KowshikAinda não há avaliações
- Design and Study of Grain DryerDocumento101 páginasDesign and Study of Grain DryerAD DAinda não há avaliações
- Project Report On Hdpe/pp Woven BagsDocumento6 páginasProject Report On Hdpe/pp Woven BagsEIRI Board of Consultants and Publishers0% (1)
- Modern Rice Milling Process GuideDocumento3 páginasModern Rice Milling Process GuideRayhanul KarimAinda não há avaliações
- Rice MillDocumento15 páginasRice Millkannan606100% (4)
- Rice Corn MillDocumento14 páginasRice Corn MillJay Pee ZeyAinda não há avaliações
- Dal Milling Process OptimizationDocumento7 páginasDal Milling Process Optimizationsw_rlkAinda não há avaliações
- 1468816857summer Vacation HomeworkDocumento16 páginas1468816857summer Vacation Homeworkkaran girdharAinda não há avaliações
- Dothraki Language Dictionary (ver 2.22Documento13 páginasDothraki Language Dictionary (ver 2.22baldurheadhunterAinda não há avaliações
- Exercise 8 Life SienceDocumento2 páginasExercise 8 Life SienceAndré StrevelAinda não há avaliações
- Van Hoa Anh-MyDocumento6 páginasVan Hoa Anh-MyJadeAinda não há avaliações
- Benjamín Flores Castro (Triptico)Documento2 páginasBenjamín Flores Castro (Triptico)Sergio Illimani FloresAinda não há avaliações
- R5942520C Ic002 493445 PDFDocumento32 páginasR5942520C Ic002 493445 PDFJunior OuanyouAinda não há avaliações
- 1 - 3 September 2016: Hall 101-102 Bangkok International Trade and Exhibition Center (BITEC)Documento60 páginas1 - 3 September 2016: Hall 101-102 Bangkok International Trade and Exhibition Center (BITEC)TBS Máy Phát ĐiệnAinda não há avaliações
- Factors Affecting Wool Quality and Quantity in Sheep: ReviewDocumento6 páginasFactors Affecting Wool Quality and Quantity in Sheep: ReviewRugovaAinda não há avaliações
- FOOD COUNTABLE AND UNCOUNTABLE NOUNSDocumento10 páginasFOOD COUNTABLE AND UNCOUNTABLE NOUNSAhsanAinda não há avaliações
- Magicook 20G (Elec) : Downloaded From Manuals Search EngineDocumento20 páginasMagicook 20G (Elec) : Downloaded From Manuals Search EngineNavaneetha Krishnan GAinda não há avaliações
- CUB1 Quiz03Documento3 páginasCUB1 Quiz03Anonymous sSRdM4Z3100% (1)
- PIDA - Inception ReportDocumento270 páginasPIDA - Inception ReportTrevor T ParazivaAinda não há avaliações
- CLASSIFYING CARBS AND NUTRIENTS FOR ENERGY AND HEALTHDocumento52 páginasCLASSIFYING CARBS AND NUTRIENTS FOR ENERGY AND HEALTHAnna SantosAinda não há avaliações
- Raise Organic ChickensDocumento47 páginasRaise Organic Chickensjames lacanilao100% (3)
- Ingles I, Tarea V, PaulaDocumento6 páginasIngles I, Tarea V, PaulaIsaura Concepcion HenriquezAinda não há avaliações
- CatererGlobal - Shamim CVDocumento2 páginasCatererGlobal - Shamim CVAntonio Annicchiarico RenoAinda não há avaliações
- Districtwise On ShopDocumento35 páginasDistrictwise On ShopMihir Ranjan RoutAinda não há avaliações
- 01Documento27 páginas01DDAinda não há avaliações
- MAg SPRING 2015 P 4Documento1 páginaMAg SPRING 2015 P 4Wallace SinclairAinda não há avaliações
- Spelling: Portuguese Vocabulary List ADocumento30 páginasSpelling: Portuguese Vocabulary List ApAinda não há avaliações
- Corporate Influence On The Business and Human Rights AgendaDocumento40 páginasCorporate Influence On The Business and Human Rights AgendaZackAinda não há avaliações
- I. General Information: Family Survery FormDocumento9 páginasI. General Information: Family Survery FormAnonymous h2EnKyDbAinda não há avaliações
- Note 1-LO1-7-Growth of Micro-OrganismDocumento1 páginaNote 1-LO1-7-Growth of Micro-OrganismMele TupouAinda não há avaliações
- ScriptDocumento3 páginasScriptNidonama E. KabmatAinda não há avaliações
- Chilis Philippines Menu Jul 2023Documento20 páginasChilis Philippines Menu Jul 2023MJAinda não há avaliações
- The Chevra - The Scroll April 2018 MagazineDocumento36 páginasThe Chevra - The Scroll April 2018 MagazinesvetAinda não há avaliações
- Children's Classics in Dramatic Form by Stevenson, AugustaDocumento121 páginasChildren's Classics in Dramatic Form by Stevenson, AugustaGutenberg.orgAinda não há avaliações
- Porter's Five Force ModelDocumento20 páginasPorter's Five Force Modelamitgarg46Ainda não há avaliações
- Transitional Input VATDocumento21 páginasTransitional Input VATJoanne TolentinoAinda não há avaliações
- Almarai Annual Report English 2016Documento128 páginasAlmarai Annual Report English 2016shjuthani_1Ainda não há avaliações
- The Obesity Code: Unlocking the Secrets of Weight LossNo EverandThe Obesity Code: Unlocking the Secrets of Weight LossNota: 5 de 5 estrelas5/5 (4)
- Authentic Mexican: Regional Cooking from the Heart of MexicoNo EverandAuthentic Mexican: Regional Cooking from the Heart of MexicoAinda não há avaliações
- Pati's Mexican Table: The Secrets of Real Mexican Home CookingNo EverandPati's Mexican Table: The Secrets of Real Mexican Home CookingNota: 4 de 5 estrelas4/5 (9)
- Binging with Babish: 100 Recipes Recreated from Your Favorite Movies and TV ShowsNo EverandBinging with Babish: 100 Recipes Recreated from Your Favorite Movies and TV ShowsAinda não há avaliações
- Chicano Eats: Recipes from My Mexican-American KitchenNo EverandChicano Eats: Recipes from My Mexican-American KitchenAinda não há avaliações
- Glucose Goddess Method: A 4-Week Guide to Cutting Cravings, Getting Your Energy Back, and Feeling AmazingNo EverandGlucose Goddess Method: A 4-Week Guide to Cutting Cravings, Getting Your Energy Back, and Feeling AmazingNota: 5 de 5 estrelas5/5 (59)
- Saved By Soup: More Than 100 Delicious Low-Fat Soups To Eat And Enjoy Every DayNo EverandSaved By Soup: More Than 100 Delicious Low-Fat Soups To Eat And Enjoy Every DayNota: 4 de 5 estrelas4/5 (10)
- Not That Fancy: Simple Lessons on Living, Loving, Eating, and Dusting Off Your BootsNo EverandNot That Fancy: Simple Lessons on Living, Loving, Eating, and Dusting Off Your BootsAinda não há avaliações
- Poilâne: The Secrets of the World-Famous Bread BakeryNo EverandPoilâne: The Secrets of the World-Famous Bread BakeryAinda não há avaliações
- Body Love Every Day: Choose Your Life-Changing 21-Day Path to Food FreedomNo EverandBody Love Every Day: Choose Your Life-Changing 21-Day Path to Food FreedomNota: 4 de 5 estrelas4/5 (1)
- The Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldNo EverandThe Encyclopedia of Spices & Herbs: An Essential Guide to the Flavors of the WorldNota: 3.5 de 5 estrelas3.5/5 (5)
- Instant Pot Miracle 6 Ingredients Or Less: 100 No-Fuss Recipes for Easy Meals Every DayNo EverandInstant Pot Miracle 6 Ingredients Or Less: 100 No-Fuss Recipes for Easy Meals Every DayNota: 4 de 5 estrelas4/5 (4)
- Surprise-Inside Cakes: Amazing Cakes for Every Occasion—with a Little Something Extra InsideNo EverandSurprise-Inside Cakes: Amazing Cakes for Every Occasion—with a Little Something Extra InsideNota: 4 de 5 estrelas4/5 (6)
- Heirloom Kitchen: Heritage Recipes & Family Stories from the Tables of Immigrant WomenNo EverandHeirloom Kitchen: Heritage Recipes & Family Stories from the Tables of Immigrant WomenNota: 4.5 de 5 estrelas4.5/5 (3)
- Grape, Olive, Pig: Deep Travels Through Spain's Food CultureNo EverandGrape, Olive, Pig: Deep Travels Through Spain's Food CultureNota: 4.5 de 5 estrelas4.5/5 (15)
- Keto Friendly Recipes: Easy Keto For Busy PeopleNo EverandKeto Friendly Recipes: Easy Keto For Busy PeopleNota: 3.5 de 5 estrelas3.5/5 (2)
- Rice, Noodle, Fish: Deep Travels Through Japan's Food CultureNo EverandRice, Noodle, Fish: Deep Travels Through Japan's Food CultureNota: 4 de 5 estrelas4/5 (20)
- The All-American Cowboy Cookbook: Over 300 Recipes from the World's Greatest CowboysNo EverandThe All-American Cowboy Cookbook: Over 300 Recipes from the World's Greatest CowboysAinda não há avaliações
- A Taste of Cowboy: Ranch Recipes and Tales from the TrailNo EverandA Taste of Cowboy: Ranch Recipes and Tales from the TrailNota: 4.5 de 5 estrelas4.5/5 (3)
- Instant Loss On a Budget: Super-Affordable Recipes for the Health-Conscious CookNo EverandInstant Loss On a Budget: Super-Affordable Recipes for the Health-Conscious CookNota: 3.5 de 5 estrelas3.5/5 (2)
- Plant Based Main Dishes Recipes: Beginner’s Cookbook to Healthy Plant-Based EatingNo EverandPlant Based Main Dishes Recipes: Beginner’s Cookbook to Healthy Plant-Based EatingNota: 4.5 de 5 estrelas4.5/5 (15)
- Proteinaholic: How Our Obsession with Meat Is Killing Us and What We Can Do About ItNo EverandProteinaholic: How Our Obsession with Meat Is Killing Us and What We Can Do About ItNota: 4.5 de 5 estrelas4.5/5 (19)
- Sweetie Pie's Cookbook: Soulful Southern Recipes, from My Family to YoursNo EverandSweetie Pie's Cookbook: Soulful Southern Recipes, from My Family to YoursNota: 4.5 de 5 estrelas4.5/5 (2)