Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Evidence Based PracticeDocumento4 páginasEvidence Based PracticeSaneil Rite-off CamoAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- (United States of America) : CS Historical Paper No. 208Documento86 páginas(United States of America) : CS Historical Paper No. 208bizAinda não há avaliações
- Simio Reference GuideDocumento521 páginasSimio Reference GuideVishal Tamraparni100% (1)
- Project Report of SuryodayDocumento36 páginasProject Report of SuryodayRameshwari Pillai0% (1)
- LectureDocumento36 páginasLecturebizAinda não há avaliações
- Variable Neighborhood Search For Bin Packing ProblemDocumento21 páginasVariable Neighborhood Search For Bin Packing ProblembizAinda não há avaliações
- The Lagrangian Relaxation Method For Solving Integer Programming ProblemsDocumento12 páginasThe Lagrangian Relaxation Method For Solving Integer Programming ProblemsbizAinda não há avaliações
- Multiple and Bicriteria Scheduling - A Literature SurveyDocumento17 páginasMultiple and Bicriteria Scheduling - A Literature SurveybizAinda não há avaliações
- Queeing Theorem - ExampleDocumento5 páginasQueeing Theorem - ExamplebizAinda não há avaliações
- Introduction To SimioDocumento99 páginasIntroduction To SimiobizAinda não há avaliações
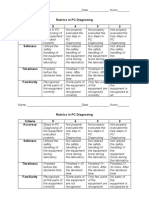
- Rubrics in PC Diagnosing Criteria 5 4 3 2 Accuracy: Name - Date - ScoreDocumento2 páginasRubrics in PC Diagnosing Criteria 5 4 3 2 Accuracy: Name - Date - Scorejhun ecleoAinda não há avaliações
- Rama HosDocumento8 páginasRama Hosapi-379893244Ainda não há avaliações
- CJR Thi - Hotma Uli Christianita (4223141007) - Besp 2022Documento5 páginasCJR Thi - Hotma Uli Christianita (4223141007) - Besp 2022Hotma Uli ChristianitaAinda não há avaliações
- Business - June 2023 Examiners Report (2r)Documento49 páginasBusiness - June 2023 Examiners Report (2r)Rayyan BabarAinda não há avaliações
- Article On Santhal TribesDocumento15 páginasArticle On Santhal TribesRajendraAinda não há avaliações
- Dlmblse01-01 Course BookDocumento116 páginasDlmblse01-01 Course BookGOPINATHAinda não há avaliações
- TQM and Supply Chian Management Similalities and DifferencesDocumento13 páginasTQM and Supply Chian Management Similalities and DifferencesrnaganirmitaAinda não há avaliações
- Students Satisfaction On Byju'S Learning App: Project Report Submitted ToDocumento75 páginasStudents Satisfaction On Byju'S Learning App: Project Report Submitted ToHemant Deshmukh100% (1)
- Unique Sums of Pythagorean TriplesDocumento17 páginasUnique Sums of Pythagorean TriplesSome GuyAinda não há avaliações
- Group Technology JournalsDocumento23 páginasGroup Technology JournalsKumar NoriAinda não há avaliações
- Why Do Men Rape An Evolutionary Psychological PerspectiveDocumento13 páginasWhy Do Men Rape An Evolutionary Psychological Perspectivevidya darapuAinda não há avaliações
- Innovation Implementation: The Challenge ofDocumento27 páginasInnovation Implementation: The Challenge ofMalik Atif ZamanAinda não há avaliações
- 1 World Issues Course Outline 2019-2020Documento4 páginas1 World Issues Course Outline 2019-2020api-237676128Ainda não há avaliações
- Strut and Tie Modelling of Reinforced Concrete DeepDocumento18 páginasStrut and Tie Modelling of Reinforced Concrete DeepHunny VermaAinda não há avaliações
- Programme ICGEB & The Future of Science, 29-30 SeptDocumento5 páginasProgramme ICGEB & The Future of Science, 29-30 SeptZiarul de GardăAinda não há avaliações
- Match Running Performance in UEFA Champions League: Do More Successful Teams Really Run Less?Documento5 páginasMatch Running Performance in UEFA Champions League: Do More Successful Teams Really Run Less?Tomislav PranjićAinda não há avaliações
- The Influence of Gender On Clinical Examination Skills of Medical Students in Jordan: A Cross-Sectional StudyDocumento10 páginasThe Influence of Gender On Clinical Examination Skills of Medical Students in Jordan: A Cross-Sectional StudymoAinda não há avaliações
- Dhaka Ashulia Pre Feasibility ReportDocumento332 páginasDhaka Ashulia Pre Feasibility ReportAdeev El AzizAinda não há avaliações
- Ayeyawady Region Census Report - English 1Documento189 páginasAyeyawady Region Census Report - English 1ChannyeinThidaAinda não há avaliações
- Question: The Table Below Displays The Results of A Study Investigating THDocumento1 páginaQuestion: The Table Below Displays The Results of A Study Investigating THLinh NguyễnAinda não há avaliações
- History Coursework StructureDocumento6 páginasHistory Coursework Structurejcipchajd100% (2)
- All Aboard: Moving Forward Responsibly Online..Documento80 páginasAll Aboard: Moving Forward Responsibly Online..Abhijeet PandeyAinda não há avaliações
- Stock Price Prediction Using Machine LearningDocumento26 páginasStock Price Prediction Using Machine LearninganiAinda não há avaliações
- Guidance and Counselling NeedsDocumento2 páginasGuidance and Counselling NeedsSowndharya SAinda não há avaliações
- Healthy Life Style Behaviors of University Students of School of Physical Education and Sports in Terms of Body Mass Index and Other VariablesDocumento7 páginasHealthy Life Style Behaviors of University Students of School of Physical Education and Sports in Terms of Body Mass Index and Other VariablesNate JamesAinda não há avaliações
- Mergers and Acquisitions - The Four (4) Greatest Risk Factors For Leaders and ManagersDocumento6 páginasMergers and Acquisitions - The Four (4) Greatest Risk Factors For Leaders and ManagersZenn Maia GuerreroAinda não há avaliações
- Coping Strategy of Male and Female Grocery WorkersDocumento21 páginasCoping Strategy of Male and Female Grocery WorkersLawrence Albert MacaraigAinda não há avaliações
- CIK - msl.00166 ReportDocumento3 páginasCIK - msl.00166 ReportChristopher Edward Martin FlanaganAinda não há avaliações