Você também pode gostar
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Brickwork RetainingDocumento32 páginasBrickwork Retainingkushar_geoAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Member Assessment Guidance ICEDocumento17 páginasMember Assessment Guidance ICEkushar_geoAinda não há avaliações
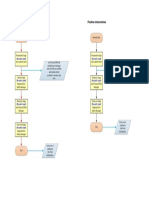
- Incident Reporting DiagramDocumento1 páginaIncident Reporting Diagramkushar_geoAinda não há avaliações
- Zincanode 304 pc142Documento3 páginasZincanode 304 pc142kushar_geoAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- MM2100 Case Study 11feb2016Documento20 páginasMM2100 Case Study 11feb2016kushar_geoAinda não há avaliações
- Note: This Is The Sample Document For The Related Job Only: Tank Erection ProcedureDocumento5 páginasNote: This Is The Sample Document For The Related Job Only: Tank Erection Procedurekushar_geoAinda não há avaliações
- t02 Austroads LoadingsDocumento11 páginast02 Austroads Loadingskushar_geoAinda não há avaliações
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Keystone Wall PDFDocumento10 páginasKeystone Wall PDFkushar_geoAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Circle of FifthDocumento3 páginasCircle of Fifthkushar_geoAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Chap 16 Project FinanceDocumento104 páginasChap 16 Project Financekushar_geoAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Product CatalogDocumento16 páginasProduct Catalogkushar_geoAinda não há avaliações
- TT Marl Soil Stab Report 10 11cDocumento1 páginaTT Marl Soil Stab Report 10 11ckushar_geoAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Standard Visual Asses Unsealed Road Tmh12Documento77 páginasStandard Visual Asses Unsealed Road Tmh12kushar_geoAinda não há avaliações
- Standard Visual Asses Unsealed Road Tmh12Documento77 páginasStandard Visual Asses Unsealed Road Tmh12kushar_geoAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Chemical DictionaryDocumento158 páginasChemical DictionarychemsguyAinda não há avaliações
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Al-Bright 5454 Transport Sheet and Plate: Technical DataDocumento2 páginasAl-Bright 5454 Transport Sheet and Plate: Technical DataMario JayaAinda não há avaliações
- Metals and Metallurgy in The Harappan Civilization: Vibha TripathiDocumento17 páginasMetals and Metallurgy in The Harappan Civilization: Vibha TripathiRitwik KesarwaniAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Vitaulic I 500Documento50 páginasVitaulic I 500KelvinNolazcoAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Meteors (Group 10)Documento32 páginasMeteors (Group 10)ValerieAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Hydrothermal ProcessDocumento7 páginasHydrothermal ProcessGuinevere RaymundoAinda não há avaliações
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Duplex Stainless SteelsDocumento7 páginasDuplex Stainless SteelsRizalzi BachtiarAinda não há avaliações
- Fe-C Phase Transformations and Hardening of Steel, ContinuedDocumento21 páginasFe-C Phase Transformations and Hardening of Steel, ContinuedchenshicatherineAinda não há avaliações
- Oxidation Number-20 Questions: This Worksheet Is Fully Supported by A Video TutorialDocumento3 páginasOxidation Number-20 Questions: This Worksheet Is Fully Supported by A Video TutorialAnshu MovvaAinda não há avaliações
- Boron Family & Carbon FamilyDocumento16 páginasBoron Family & Carbon FamilyNishali SamAinda não há avaliações
- BF 03266576Documento9 páginasBF 03266576Gianni FurgoneAinda não há avaliações
- MP Lab ReportDocumento4 páginasMP Lab ReportAbdul RehmanAinda não há avaliações
- Bismuth VanadatesDocumento6 páginasBismuth VanadatesJeremy ParkerAinda não há avaliações
- Preparation of Alum From Scrap Aluminium.Documento4 páginasPreparation of Alum From Scrap Aluminium.Timothy DevaprasadAinda não há avaliações
- Maximiano T. Vergas Jr. MBCDocumento13 páginasMaximiano T. Vergas Jr. MBCHarry DemeterioAinda não há avaliações
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Metals and The Reactivity Series CIE iGCSE 0620 PPQDocumento14 páginasMetals and The Reactivity Series CIE iGCSE 0620 PPQMahir KamalAinda não há avaliações
- General Multi - Choice 1Documento6 páginasGeneral Multi - Choice 1AnandAinda não há avaliações
- Ejc H1 Chem P1Documento11 páginasEjc H1 Chem P1Lim EnningAinda não há avaliações
- Enhancing The GTAW ProcessDocumento2 páginasEnhancing The GTAW ProcessSaid DedicAinda não há avaliações
- Kostovri 3Documento7 páginasKostovri 3Nathan HolzsterlAinda não há avaliações
- Tds OTTOCOLL M 580 36 - 34gbDocumento4 páginasTds OTTOCOLL M 580 36 - 34gbBos KiAinda não há avaliações
- Topic3 Periodic TableDocumento66 páginasTopic3 Periodic TableNana SazanaAinda não há avaliações
- Chem 100 Exam 1 Study GuideDocumento7 páginasChem 100 Exam 1 Study GuideMatt JordanAinda não há avaliações
- Comprehensive Guidelines Inspection Repair of HDG Coatings PDFDocumento24 páginasComprehensive Guidelines Inspection Repair of HDG Coatings PDFHoangAinda não há avaliações
- Is144 07t Resurfacing Concrete FloorsDocumento8 páginasIs144 07t Resurfacing Concrete FloorsSteve LezamaAinda não há avaliações
- AST3 Units Two and Three-Location and Three-StructureDocumento17 páginasAST3 Units Two and Three-Location and Three-StructureYoucef ABARAinda não há avaliações
- A1 - PosMAC CatalogDocumento21 páginasA1 - PosMAC Catalogtyna1Ainda não há avaliações
- Copper Alloys InfoDocumento18 páginasCopper Alloys InfoPhung Tuan AnhAinda não há avaliações
- Prins Condensation of Beta Pinene To NopolDocumento10 páginasPrins Condensation of Beta Pinene To NopolVijaykumar MarakattiAinda não há avaliações
- Zirconium Alloys Rev1 1Documento19 páginasZirconium Alloys Rev1 1Christian AganoAinda não há avaliações
- Hero Found: The Greatest POW Escape of the Vietnam WarNo EverandHero Found: The Greatest POW Escape of the Vietnam WarNota: 4 de 5 estrelas4/5 (19)