Você também pode gostar
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoAinda não há avaliações
- Inspeção de Tubos de Troca Térmica Pelo Ensaio IRISDocumento17 páginasInspeção de Tubos de Troca Térmica Pelo Ensaio IRISCarlos BernussiAinda não há avaliações
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Instrução Técnica de END - US Chapa CladeadaDocumento3 páginasInstrução Técnica de END - US Chapa CladeadaFabricio TorresAinda não há avaliações
- Instruçao Tecnica Modelo PMDocumento2 páginasInstruçao Tecnica Modelo PMRodrigo PizarroAinda não há avaliações
- ACFM - ProvaDocumento5 páginasACFM - ProvamarciovanessaAinda não há avaliações
- Correntes ParasitasDocumento34 páginasCorrentes ParasitasandrebitaAinda não há avaliações
- Correntes ParasitasDocumento16 páginasCorrentes ParasitasAna Paula FabrícioAinda não há avaliações
- UTS-260 Ultrassom Portátil Detector FalhasDocumento5 páginasUTS-260 Ultrassom Portátil Detector FalhasEng_EgleAinda não há avaliações
- Ultrassom vaso pressão 65°CDocumento3 páginasUltrassom vaso pressão 65°CFabricio TorresAinda não há avaliações
- Prova técnica USDocumento3 páginasProva técnica USCarlos WagnerAinda não há avaliações
- Procedimento MFLDocumento7 páginasProcedimento MFLHugo RanquiniAinda não há avaliações
- Ensaio magnético partículas junta ânguloDocumento3 páginasEnsaio magnético partículas junta ânguloFabio Henrique SantosAinda não há avaliações
- PR 015Documento10 páginasPR 015Sidnei RodriguesAinda não há avaliações
- US Solda PR011 Rev11 PDFDocumento29 páginasUS Solda PR011 Rev11 PDFJose De Arimateia Ferreira100% (1)
- Instrucao Tecnica 1 Liquido PenetranteDocumento3 páginasInstrucao Tecnica 1 Liquido PenetranteSilva Tiago100% (1)
- Prova Teórica Específica US-N1-ME-2 3Documento5 páginasProva Teórica Específica US-N1-ME-2 3cleytonws100% (1)
- Ensaio líquido penetrante ENDDocumento45 páginasEnsaio líquido penetrante ENDAdilsonCostaAinda não há avaliações
- Iesa - Procedimento de Teste de EstanqueidadeDocumento4 páginasIesa - Procedimento de Teste de EstanqueidadeMauroDosSantosCostaAinda não há avaliações
- Phased Array Ultrasound Technology GuideDocumento88 páginasPhased Array Ultrasound Technology GuideRonison Dos Santos100% (2)
- Question Rio de Ensaio Visual de SoldaDocumento4 páginasQuestion Rio de Ensaio Visual de Soldamarcelojcoelho1573100% (1)
- END-021-AUT Rev 03 B31.1 B31.3 Inox ASNT ADocumento33 páginasEND-021-AUT Rev 03 B31.1 B31.3 Inox ASNT APaula Bowie100% (1)
- Questionario Geral de LPDocumento36 páginasQuestionario Geral de LPPatrik AlmeidaAinda não há avaliações
- 01 - 2008 - Apostila de AVG DGSDocumento59 páginas01 - 2008 - Apostila de AVG DGSDylkanWings100% (1)
- US Questões - Respostas Engenharia MecânicaDocumento34 páginasUS Questões - Respostas Engenharia MecânicaFabio Cavalcante100% (3)
- TOFD: Treinamento sobre a técnica de ultrassom Time Of Flight DiffractionDocumento41 páginasTOFD: Treinamento sobre a técnica de ultrassom Time Of Flight DiffractionRonison Dos Santos100% (1)
- Medição de espessura por ultra-somDocumento6 páginasMedição de espessura por ultra-somFabio CavalcanteAinda não há avaliações
- IT-020 - Instrução Técnica LP - Colorido - InoxDocumento3 páginasIT-020 - Instrução Técnica LP - Colorido - InoxCleiton BuzeliAinda não há avaliações
- Ensaio END tubulação 18Documento2 páginasEnsaio END tubulação 18denisonmachado100% (1)
- Estudo Ultrassom Inox AusteniticoDocumento120 páginasEstudo Ultrassom Inox Austeniticowellington100% (1)
- Ultrassom em Solda ProcedimentoDocumento12 páginasUltrassom em Solda ProcedimentoEzequiel CastilhoniAinda não há avaliações
- Instruções de segurança e operação do USM 35Documento15 páginasInstruções de segurança e operação do USM 35Silva Tiago100% (1)
- Guia Prático US N2Documento25 páginasGuia Prático US N2Flávio Roberto Borges LimaAinda não há avaliações
- Ensaio Visual Solda Exame PráticoDocumento2 páginasEnsaio Visual Solda Exame PráticoRScarlate100% (1)
- PR 036 PDFDocumento6 páginasPR 036 PDFEden SarmentoAinda não há avaliações
- Qualificação e certificação de pessoal em ensaios não destrutivos subaquáticosDocumento30 páginasQualificação e certificação de pessoal em ensaios não destrutivos subaquáticosBruno SallesAinda não há avaliações
- Teste de Avaliação Mediçao de Espessuras Por UltraDocumento6 páginasTeste de Avaliação Mediçao de Espessuras Por UltraJoao Rocha100% (1)
- Ensaio líquido penetranteDocumento13 páginasEnsaio líquido penetranteLeonardo ArlochiAinda não há avaliações
- Prova n1 Simulado p2Documento12 páginasProva n1 Simulado p2Celso Brito100% (1)
- Normas técnicas para inspeção por ultrassomDocumento124 páginasNormas técnicas para inspeção por ultrassomCarlos Wagner100% (3)
- Relatório de teste de materiais penetrantesDocumento1 páginaRelatório de teste de materiais penetrantesDunyor SanAinda não há avaliações
- Eddy CurrentDocumento28 páginasEddy CurrentAlexandre CalijorneAinda não há avaliações
- Inspecao Ut Phased PDFDocumento188 páginasInspecao Ut Phased PDFmarcelo campos100% (3)
- PR-003 - Rev 12Documento46 páginasPR-003 - Rev 12Fillipe ReisAinda não há avaliações
- Ensaio de ultrassom em chapas e eixosDocumento20 páginasEnsaio de ultrassom em chapas e eixosJackson Nicolas100% (1)
- PROVA IEQ - Questões sobre segurança do trabalho e incêndiosDocumento67 páginasPROVA IEQ - Questões sobre segurança do trabalho e incêndiosconect houseAinda não há avaliações
- Medidor ultra-som princípio piezoelétricoDocumento61 páginasMedidor ultra-som princípio piezoelétricovitor.milholi0% (1)
- N-1859 Consumivel de Soldagem Com Propriedade AsseguradaDocumento12 páginasN-1859 Consumivel de Soldagem Com Propriedade AsseguradaMárcio FerreiraAinda não há avaliações
- Abaixamento de colunas de dutosDocumento14 páginasAbaixamento de colunas de dutosalceuamaralAinda não há avaliações
- Ensaio Por UltrassomDocumento102 páginasEnsaio Por UltrassomairsorAinda não há avaliações
- Apostila de Medição de EspessuraDocumento35 páginasApostila de Medição de EspessuraMarioMello7100% (3)
- Questionario EVSDocumento18 páginasQuestionario EVScouto_rsAinda não há avaliações
- Instrução Técnica Do Aparecido F.da.s de LP para Aço CarbonoDocumento4 páginasInstrução Técnica Do Aparecido F.da.s de LP para Aço CarbonoEduardo SonodaAinda não há avaliações
- Petrobras 2328Documento35 páginasPetrobras 2328Karina CarvalhoAinda não há avaliações
- N-2414 - Inspeção em Serviço de Esferas de ArmazenamentoDocumento10 páginasN-2414 - Inspeção em Serviço de Esferas de ArmazenamentoLuciano RezendeAinda não há avaliações
- Inspeção de tanques e tubulações de combustívelDocumento4 páginasInspeção de tanques e tubulações de combustívelofagottiAinda não há avaliações
- API 570 New Revised DocumentDocumento175 páginasAPI 570 New Revised DocumentSathish KumarAinda não há avaliações
- IBAMA Inspeção em Tanques AéreosDocumento3 páginasIBAMA Inspeção em Tanques AéreoseudesxtAinda não há avaliações
- Inspeção alternativa dutos não pigáveisDocumento5 páginasInspeção alternativa dutos não pigáveisRobert EinstenAinda não há avaliações
- Procedimento de Inspecao Periodica CaldeirasDocumento8 páginasProcedimento de Inspecao Periodica CaldeirasАли АленкарAinda não há avaliações
- ESAB OK 1901102rev0 - ApostilaMetalurgiaSoldagemDocumento96 páginasESAB OK 1901102rev0 - ApostilaMetalurgiaSoldagemwsfranca100% (2)
- Slides Instrumentacao PressaoDocumento56 páginasSlides Instrumentacao PressaotomazellijuniorAinda não há avaliações
- Tubos e perfis metálicos para indústriasDocumento2 páginasTubos e perfis metálicos para indústriasCarlos BernussiAinda não há avaliações
- Instalações em áreas explosivasDocumento241 páginasInstalações em áreas explosivasislima50% (2)
- Inspeção de Vasos de Pressão: Normas e ProcedimentosDocumento3 páginasInspeção de Vasos de Pressão: Normas e ProcedimentosCarlos BernussiAinda não há avaliações
- Sistemas Empresariais SlidesDocumento37 páginasSistemas Empresariais SlidesCarlos BernussiAinda não há avaliações
- As Graduações No Karate Shotokan - Pinto Karate DojoDocumento6 páginasAs Graduações No Karate Shotokan - Pinto Karate DojoCarlos BernussiAinda não há avaliações
- Teadit - Juntas IndustriaisDocumento242 páginasTeadit - Juntas IndustriaisEder TheodoroAinda não há avaliações
- ABNT NBR 17505-2 - Armazenamento de Líquidos InflamáveisDocumento8 páginasABNT NBR 17505-2 - Armazenamento de Líquidos InflamáveisMarcus Vinícius Cabral33% (3)
- Apresentação Nr13 Senai Rev.00Documento27 páginasApresentação Nr13 Senai Rev.00Pery CabralAinda não há avaliações
- ZW Compressores Parafuso 30jul12Documento6 páginasZW Compressores Parafuso 30jul12Carlos BernussiAinda não há avaliações
- Treinamento para Operadores Vasos de Pressao Revisão 1Documento67 páginasTreinamento para Operadores Vasos de Pressao Revisão 1Heronildo ApolinarioAinda não há avaliações
- Exame Shotokan 3 A 5 DanDocumento1 páginaExame Shotokan 3 A 5 DanCarlos BernussiAinda não há avaliações
- Productsheet 1512948Documento3 páginasProductsheet 1512948Carlos BernussiAinda não há avaliações
- Vasos de Pressao - NTT Parte 1Documento325 páginasVasos de Pressao - NTT Parte 1cafv1980100% (6)
- Mod Manual OpDocumento32 páginasMod Manual OpCarlos BernussiAinda não há avaliações
- Aços de CaldeirasDocumento2 páginasAços de CaldeirasricardoastriederAinda não há avaliações
- Slides Instrumentacao PressaoDocumento56 páginasSlides Instrumentacao PressaotomazellijuniorAinda não há avaliações
- Manual Bocal 00-20132Documento13 páginasManual Bocal 00-20132arpontesAinda não há avaliações
- Tubulac3a7c3b5es-Industriais IV Simei4Documento68 páginasTubulac3a7c3b5es-Industriais IV Simei4Rafael Costa SampaioAinda não há avaliações
- Adobe - ARTIGO - VALVULA - DE - SEGURANÇADocumento6 páginasAdobe - ARTIGO - VALVULA - DE - SEGURANÇAhjnetoAinda não há avaliações
- Curso Hiter - Valv Alivio e Segurança PDFDocumento54 páginasCurso Hiter - Valv Alivio e Segurança PDFThiago OliveiraAinda não há avaliações
- Tubos diversosINOX PDFDocumento2 páginasTubos diversosINOX PDFalexandre5252Ainda não há avaliações
- Ap23 PDFDocumento35 páginasAp23 PDFWilliam SouzaAinda não há avaliações
- Anexo 3Documento4 páginasAnexo 3Carlos BernussiAinda não há avaliações
- Filtro Prensa - Gedar - Tratamento de ÁguaDocumento4 páginasFiltro Prensa - Gedar - Tratamento de ÁguaCarlos BernussiAinda não há avaliações
- AT101-Aula05 - RendimentoDocumento13 páginasAT101-Aula05 - RendimentoCarlos BernussiAinda não há avaliações
- Inspeção em Vasos de PressãoDocumento1 páginaInspeção em Vasos de PressãoCarlos BernussiAinda não há avaliações
- AT101-Aula05 - RendimentoDocumento13 páginasAT101-Aula05 - RendimentoCarlos BernussiAinda não há avaliações
- Val Aço Produtos FlangesDocumento4 páginasVal Aço Produtos FlangesCarlos BernussiAinda não há avaliações
- Análise experimental da perda de carga em condutosDocumento16 páginasAnálise experimental da perda de carga em condutosAnna LauraAinda não há avaliações
- Nts 010Documento10 páginasNts 010Ricardo Valadão de CarvalhoAinda não há avaliações
- Sistemas - Auxiliares Do MotorDocumento35 páginasSistemas - Auxiliares Do MotorvitcardosoAinda não há avaliações
- Usi StarDocumento21 páginasUsi Starqualidade1fameqAinda não há avaliações
- Curso SerigrafiaDocumento33 páginasCurso SerigrafiaDeivison Gustavo100% (1)
- Lavadora de roupas: manual de instruçõesDocumento46 páginasLavadora de roupas: manual de instruçõesgilsoncemil50% (2)
- Catalogo - Telhas de AluminioDocumento12 páginasCatalogo - Telhas de AluminioNubio Santana SilvaAinda não há avaliações
- Análise de Riscos em ProjetosDocumento35 páginasAnálise de Riscos em ProjetosjcledoAinda não há avaliações
- Movimento uniforme: problemas resolvidosDocumento2 páginasMovimento uniforme: problemas resolvidosivan magalhaesAinda não há avaliações
- Método dos elementos finitos para pórticos planosDocumento74 páginasMétodo dos elementos finitos para pórticos planosEduardo LeaoAinda não há avaliações
- Ptolomeu, Copérnico e GalileuDocumento4 páginasPtolomeu, Copérnico e GalileuFRANKLIN ROMERO CARNEIRO DA SILVA0% (1)
- 2017 10 17 Fisica Lista de Exercicios de Campo Magnetico PDFDocumento2 páginas2017 10 17 Fisica Lista de Exercicios de Campo Magnetico PDFChico VieiraAinda não há avaliações
- EXERCICIOS - Cap. 1 - RESPOSTAS PARCIAIS PDFDocumento15 páginasEXERCICIOS - Cap. 1 - RESPOSTAS PARCIAIS PDFTulio MeirellesAinda não há avaliações
- NBR 14141 - Escalas Utilizadas em Analise Sensorial de Alimentos e BebidasDocumento3 páginasNBR 14141 - Escalas Utilizadas em Analise Sensorial de Alimentos e BebidasSolane RochaAinda não há avaliações
- Universo e Vida - Áureo - Hernani T SantannaDocumento88 páginasUniverso e Vida - Áureo - Hernani T SantannaAmorphis Brazil100% (3)
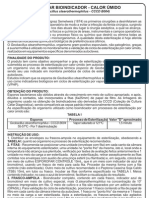
- Bioindicador calor úmidoDocumento2 páginasBioindicador calor úmidodavidvianaAinda não há avaliações
- Carlos Fini Astrologia Da ComplexidadeDocumento76 páginasCarlos Fini Astrologia Da Complexidadeajnmor100% (2)
- Amplificadores Operacionais: Características e AplicaçõesDocumento12 páginasAmplificadores Operacionais: Características e AplicaçõesbrenilssonAinda não há avaliações
- Análise real: sequências e limitesDocumento7 páginasAnálise real: sequências e limitesTiagoAPacificoAinda não há avaliações
- 17-02 - APS - EXTRACaO - PASTEURIZACaO PDFDocumento32 páginas17-02 - APS - EXTRACaO - PASTEURIZACaO PDFGaston Eteban Farias DroguettAinda não há avaliações
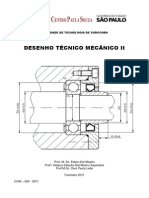
- Desenho Técnico Mecânico IIDocumento159 páginasDesenho Técnico Mecânico IIluigidesp100% (1)
- Jovens são as principais vítimas da violência em FortalezaDocumento6 páginasJovens são as principais vítimas da violência em FortalezaCleverson LucasAinda não há avaliações
- Checklist Ar CondicionadoDocumento2 páginasChecklist Ar Condicionadoletogil100% (4)
- Transmissão Aula 19 20Documento36 páginasTransmissão Aula 19 20Francisco SantosAinda não há avaliações
- Projeto de Sistema de Abastecimento de ÁguaDocumento3 páginasProjeto de Sistema de Abastecimento de ÁguaJoão Marcos Lopes0% (1)
- TCC Jonatas Fritz Versao FinalDocumento101 páginasTCC Jonatas Fritz Versao FinalFelipe MacielAinda não há avaliações
- Manual operação etiquetador 351Documento62 páginasManual operação etiquetador 351Rodrigo Muniz100% (1)
- Artigo - Elaboração de Um Fator de Risco de Incendios Florestais Utilizando Logica FuzzyDocumento16 páginasArtigo - Elaboração de Um Fator de Risco de Incendios Florestais Utilizando Logica FuzzyRicardo GomesAinda não há avaliações
- Remoção de índigo por POA e reuso da águaDocumento44 páginasRemoção de índigo por POA e reuso da águaJean Cesar BenassiAinda não há avaliações
- Aventura na Floresta SombriaDocumento31 páginasAventura na Floresta SombriaJaffar Abu MusthafharAinda não há avaliações