Você também pode gostar
- ASME UG 37 Nozzles PDFDocumento6 páginasASME UG 37 Nozzles PDFlatif.deAinda não há avaliações
- Acoustic Insulation for Piping - 百度文库 PDFDocumento6 páginasAcoustic Insulation for Piping - 百度文库 PDFJomer J SimpsonAinda não há avaliações
- ASME UG 37 Nozzles PDFDocumento6 páginasASME UG 37 Nozzles PDFlatif.deAinda não há avaliações
- Galva PulseDocumento4 páginasGalva PulseJomer J SimpsonAinda não há avaliações
- Essenza c90Documento10 páginasEssenza c90Jomer J SimpsonAinda não há avaliações
- AlterationsDocumento1 páginaAlterationsJomer J SimpsonAinda não há avaliações
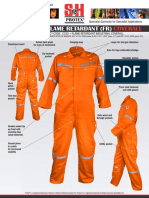
- C233 Wildland CoverallDocumento2 páginasC233 Wildland CoverallJomer J SimpsonAinda não há avaliações
- Ai Versiline Cui 56990 EnglishDocumento4 páginasAi Versiline Cui 56990 EnglishJomer J SimpsonAinda não há avaliações
- 159 Caisson Leak RepairDocumento2 páginas159 Caisson Leak RepairadammzjinAinda não há avaliações
- 11 Things Every Trades Person Needs To KnowDocumento8 páginas11 Things Every Trades Person Needs To KnowJomer J SimpsonAinda não há avaliações
- International Paint LTDDocumento83 páginasInternational Paint LTDJomer J SimpsonAinda não há avaliações
- Sound Generation and Propagation in DuctsDocumento260 páginasSound Generation and Propagation in DuctsJomer J SimpsonAinda não há avaliações
- Concrete BasicsDocumento56 páginasConcrete BasicsGihan PereraAinda não há avaliações
- Galvanisation enDocumento46 páginasGalvanisation enKmt_AeAinda não há avaliações
- Sis 05 5900Documento11 páginasSis 05 5900Taha Zia50% (2)
- Fatigue Life EstimationDocumento7 páginasFatigue Life EstimationJomer J SimpsonAinda não há avaliações
- LL CompwrapDocumento11 páginasLL CompwrapJomer J SimpsonAinda não há avaliações
- Guided Wave InspectionDocumento1 páginaGuided Wave InspectionJomer J SimpsonAinda não há avaliações
- ALS Asset Care - Advanced Inspection ServicesDocumento2 páginasALS Asset Care - Advanced Inspection ServicesJomer J SimpsonAinda não há avaliações
- Clock Spring BrochureDocumento63 páginasClock Spring BrochureJomer J Simpson100% (1)
- Corrosion Under Supports - TnoDocumento5 páginasCorrosion Under Supports - TnoJomer J SimpsonAinda não há avaliações
- Welding InspectionDocumento40 páginasWelding InspectionnazarasimAinda não há avaliações
- Fixprk enDocumento2 páginasFixprk enJomer J SimpsonAinda não há avaliações
- Corrosion Under Supports - TnoDocumento5 páginasCorrosion Under Supports - TnoJomer J SimpsonAinda não há avaliações
- 16 PR Paper158175Documento5 páginas16 PR Paper158175Jomer J SimpsonAinda não há avaliações
- Bellini Affordable BrochureDocumento20 páginasBellini Affordable BrochureJomer J SimpsonAinda não há avaliações
- Victoria Park HousesDocumento9 páginasVictoria Park HousesJomer J SimpsonAinda não há avaliações
- LL CompwrapDocumento11 páginasLL CompwrapJomer J SimpsonAinda não há avaliações
- ALS Asset Care - Advanced Inspection ServicesDocumento2 páginasALS Asset Care - Advanced Inspection ServicesJomer J SimpsonAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Naveen PhysicsDocumento6 páginasNaveen PhysicsvaibhavrajsinghsgAinda não há avaliações
- Physics Syllabus SNUCEE 2022Documento3 páginasPhysics Syllabus SNUCEE 2022BalaAinda não há avaliações
- Manufacturer ServosDocumento6 páginasManufacturer ServosdanielAinda não há avaliações
- Ferrioxalate and Iodide-IodateDocumento6 páginasFerrioxalate and Iodide-IodateGRagaAinda não há avaliações
- Dynamics: Vector Mechanics For EngineersDocumento32 páginasDynamics: Vector Mechanics For EngineersMadhulaalasa KurmaAinda não há avaliações
- Solutions HW 2Documento3 páginasSolutions HW 2Abcd EfghAinda não há avaliações
- Climate Model Research ReportDocumento13 páginasClimate Model Research Reportapi-574593359Ainda não há avaliações
- Design of An Inexpensive PVC Shock Tube For Educational UseDocumento118 páginasDesign of An Inexpensive PVC Shock Tube For Educational Useji.lang.vuAinda não há avaliações
- CS203 Switching Theory and Logic DesignDocumento5 páginasCS203 Switching Theory and Logic DesignsivaramkumarAinda não há avaliações
- 02.05 Lab Electron Arrangement and EMR Line Spectra Virtual LabDocumento5 páginas02.05 Lab Electron Arrangement and EMR Line Spectra Virtual LabCaitlynAinda não há avaliações
- Acoustics The Science of SoundDocumento132 páginasAcoustics The Science of SoundDelaniaD100% (4)
- 2.1 Describing Motion (Press Read-Only To Open)Documento122 páginas2.1 Describing Motion (Press Read-Only To Open)Rayan100% (1)
- 07 Plane Electromagnetic WavesDocumento120 páginas07 Plane Electromagnetic WavesVivek KumarAinda não há avaliações
- Heat Transfer Intro-Chapter 1Documento41 páginasHeat Transfer Intro-Chapter 1yaqoobAinda não há avaliações
- Assignment 1 1dofDocumento4 páginasAssignment 1 1dofAnonymous C1A51gvTwAinda não há avaliações
- Wave OpticsDocumento26 páginasWave OpticsAjay AgrawalAinda não há avaliações
- Sira Antennas 2019 KathreinDocumento98 páginasSira Antennas 2019 Kathreinhacker0206Ainda não há avaliações
- Li 1992Documento3 páginasLi 1992sathycimAinda não há avaliações
- LTMDocumento12 páginasLTMLuqyAinda não há avaliações
- Assignment 2Documento2 páginasAssignment 2ZakwanAinda não há avaliações
- Balaji - Optics PDFDocumento362 páginasBalaji - Optics PDFAnurudh Singh100% (2)
- Vibration and WavesDocumento47 páginasVibration and WavesTonton1234Ainda não há avaliações
- Module 3 4 Speed and VelocityDocumento7 páginasModule 3 4 Speed and VelocityBaby-AnnieAquino-Ventura100% (1)
- MIT8 - 07F12 - ln13 - Flipping Photons Backward, Reversed Cherenkov RadiationDocumento26 páginasMIT8 - 07F12 - ln13 - Flipping Photons Backward, Reversed Cherenkov RadiationFERNANDO FLORES DE ANDAAinda não há avaliações
- Kirim-1-Getaran KristalDocumento20 páginasKirim-1-Getaran Kristalanton febriyantoAinda não há avaliações
- Experimental Evidences Wave As A ParticleDocumento45 páginasExperimental Evidences Wave As A ParticleMarylen LincalloAinda não há avaliações
- Heating Mechanism Analysis. General OverviewDocumento4 páginasHeating Mechanism Analysis. General OverviewVlad TampizaAinda não há avaliações
- PRJ p224 PDFDocumento25 páginasPRJ p224 PDFPiyush SainiAinda não há avaliações
- City and Guilds 9210 UNIT 103 Hydraulics and Hydrology Level 6 Tutorial 6 - Uniform Flow in ChannelsDocumento20 páginasCity and Guilds 9210 UNIT 103 Hydraulics and Hydrology Level 6 Tutorial 6 - Uniform Flow in ChannelsAhmed El EuchiAinda não há avaliações
- Files On Scalar ElectromagneticsDocumento71 páginasFiles On Scalar ElectromagneticsNikoDiamesis100% (4)