Você também pode gostar
- UNE-En - 1708-2 2001 Detalles de Las Uniones RDocumento30 páginasUNE-En - 1708-2 2001 Detalles de Las Uniones RJorge Jesús Vila BourioAinda não há avaliações
- UNE-En - 1011-3 2001 Recomendaciones Inox RDocumento28 páginasUNE-En - 1011-3 2001 Recomendaciones Inox RJorge Jesús Vila BourioAinda não há avaliações
- Material ASTM B 122B 122M - 06Documento7 páginasMaterial ASTM B 122B 122M - 06eGnEsToMcAinda não há avaliações
- Aluminio y Sus Aleaciones, Norma EUR - Tec. Mecanica EDEBEEDocumento5 páginasAluminio y Sus Aleaciones, Norma EUR - Tec. Mecanica EDEBEEJefferAinda não há avaliações
- Ansi Aws A2.4Documento136 páginasAnsi Aws A2.4Joel Cardenas100% (2)
- Articulos (Actualizado)Documento61 páginasArticulos (Actualizado)Sebastian Pimentel MAinda não há avaliações
- Din 13-03-99Documento6 páginasDin 13-03-99borjadiazfAinda não há avaliações
- EN 10034-1993 - enDocumento6 páginasEN 10034-1993 - enEssam FaresAinda não há avaliações
- Bronce Ban-F Aluminio Din 1714 RedondoDocumento2 páginasBronce Ban-F Aluminio Din 1714 RedondoCarlos SandovalAinda não há avaliações
- Bronce RojoDocumento1 páginaBronce RojoRoonal Cesar Flores VilcaAinda não há avaliações
- Solubilizacion de Carburos PDFDocumento98 páginasSolubilizacion de Carburos PDFMatias RoquelAinda não há avaliações
- Une-En 10216-1-2014 Tubos Acero Sin Soldad Uso Presión - Cond TecnDocumento32 páginasUne-En 10216-1-2014 Tubos Acero Sin Soldad Uso Presión - Cond TecnB. Joaquin RubioAinda não há avaliações
- Espesificaciones Tecnicas Del Producto Ternium PDFDocumento12 páginasEspesificaciones Tecnicas Del Producto Ternium PDFkoalaboiAinda não há avaliações
- Amercoat 68HSDocumento2 páginasAmercoat 68HSFelix Julio Céspedes SotoAinda não há avaliações
- Cataleg PKT 117Documento4 páginasCataleg PKT 117Salvador Moreno Luque100% (1)
- Une en - 1092 1 2008Documento126 páginasUne en - 1092 1 2008FernandolangeAinda não há avaliações
- GBT 3880 1 2006 PDFDocumento16 páginasGBT 3880 1 2006 PDFAhmad Ikhsan KurniantoAinda não há avaliações
- (Ex) Une en - 10088 3 2015Documento4 páginas(Ex) Une en - 10088 3 2015CALIDADAinda não há avaliações
- Tornillos TRILOBULARES GeneralDocumento8 páginasTornillos TRILOBULARES GeneraljordizsAinda não há avaliações
- Normas y TablasDocumento1 páginaNormas y TablasEL KIRKA14Ainda não há avaliações
- UNE-CEN ISO-TR 15609-1-2020 - Especificaciones Soldeo Por ArcoDocumento16 páginasUNE-CEN ISO-TR 15609-1-2020 - Especificaciones Soldeo Por ArcoAlba Moreno VazquezAinda não há avaliações
- Din 13-07-99Documento6 páginasDin 13-07-99borjadiazfAinda não há avaliações
- Requisitos ASTM A450 TuboDocumento10 páginasRequisitos ASTM A450 TuboAlejandro PérezAinda não há avaliações
- Norma A27 - TraducciónDocumento6 páginasNorma A27 - TraducciónHans schumacherAinda não há avaliações
- Une en 14416Documento2 páginasUne en 14416David Rosero AlvarezAinda não há avaliações
- Universidad Ricardo PalmaDocumento22 páginasUniversidad Ricardo PalmaCarlos PariAinda não há avaliações
- Din 13-05-99Documento6 páginasDin 13-05-99borjadiazfAinda não há avaliações
- Din 13-08-99Documento6 páginasDin 13-08-99borjadiazfAinda não há avaliações
- Une en 10255 MDocumento2 páginasUne en 10255 MKeidenHolmesAinda não há avaliações
- Aws A5.16Documento2 páginasAws A5.16Adrlo CebreatAinda não há avaliações
- Ficha Tecnica de Barra HuecaDocumento1 páginaFicha Tecnica de Barra HuecaUriel AlvaradoAinda não há avaliações
- BS en 485-4 PDFDocumento6 páginasBS en 485-4 PDFRok HermanAinda não há avaliações
- FX 2344 PDFDocumento2 páginasFX 2344 PDFGustavo OrozcoAinda não há avaliações
- Din 1444Documento2 páginasDin 1444Daniel Camilo SalamancaAinda não há avaliações
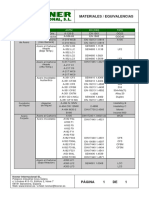
- Equivalencia MaterialesDocumento1 páginaEquivalencia MaterialesGuillermo GutierrezAinda não há avaliações
- Une-En Iso 4628-2 2004Documento20 páginasUne-En Iso 4628-2 2004Carmen Rodriguez PoloAinda não há avaliações
- AMS-2759-4B Heat Treatment - Austenitic Corrosion-Resistant Steel Parts - En.esDocumento7 páginasAMS-2759-4B Heat Treatment - Austenitic Corrosion-Resistant Steel Parts - En.esYuridia MartinezAinda não há avaliações
- Clasificacion de Los Aceros InoxidablesDocumento5 páginasClasificacion de Los Aceros InoxidablesYoisiAinda não há avaliações
- Productos SiderurgicosDocumento1 páginaProductos SiderurgicosseforoAinda não há avaliações
- Une en 12449Documento49 páginasUne en 12449Y Claudine TorresAinda não há avaliações
- EXT phnZgLPtEHfTM6M6v1AQ PDFDocumento5 páginasEXT phnZgLPtEHfTM6M6v1AQ PDFRamon VinyesAinda não há avaliações
- Catalogo GSE Castellano Jul12 2013 10 01 11 20 51Documento16 páginasCatalogo GSE Castellano Jul12 2013 10 01 11 20 51RaymondAinda não há avaliações
- ResitenciaDocumento11 páginasResitenciaJUAN CARLOS MURILLO LARROTAAinda não há avaliações
- Preparación y Análisis de Muestras MetalográficasDocumento36 páginasPreparación y Análisis de Muestras MetalográficasSergio AlexanderAinda não há avaliações
- TS en 10163-3Documento7 páginasTS en 10163-3Ümit UçakAinda não há avaliações
- Din 2440Documento1 páginaDin 2440Africa OdaraAinda não há avaliações
- NMX H 014 1984 GalvanizadoDocumento10 páginasNMX H 014 1984 GalvanizadotycoqueretaroAinda não há avaliações
- Nte Inen Iso 5470 1extractoDocumento5 páginasNte Inen Iso 5470 1extractouocmogiandi_aAinda não há avaliações
- ISO 13934 Tensile Properties of Fabrics - Parte 1 TRACCION de TELAS - EPAÑOLDocumento16 páginasISO 13934 Tensile Properties of Fabrics - Parte 1 TRACCION de TELAS - EPAÑOLfrancohipolito10Ainda não há avaliações
- Din 934Documento6 páginasDin 934f.castrejonAinda não há avaliações
- Equivalencias PDFDocumento2 páginasEquivalencias PDFJulio ChumpitazAinda não há avaliações
- Al 6061Documento2 páginasAl 6061vrv01Ainda não há avaliações
- Taller Ajustes y Tolerancias Dimensionales OriginalDocumento11 páginasTaller Ajustes y Tolerancias Dimensionales OriginalALEJO454Ainda não há avaliações
- Temario Metrologia DimensionalDocumento17 páginasTemario Metrologia DimensionalRoger LaraAinda não há avaliações
- Iso 225-1983Documento22 páginasIso 225-1983WilfredoCaveroCarrascoAinda não há avaliações
- UNE-CEN ISO-TR 15609-2-2020 - Especificaciones Soldeo Por GasDocumento14 páginasUNE-CEN ISO-TR 15609-2-2020 - Especificaciones Soldeo Por GasAlba Moreno VazquezAinda não há avaliações
- Ext Zx1j9vsblvc5xlpvfm2nDocumento5 páginasExt Zx1j9vsblvc5xlpvfm2nBresnev OliverosAinda não há avaliações
- Dureza 333Documento27 páginasDureza 333Ivan Terrones100% (1)
- 5W1H Mind Map PDFDocumento1 página5W1H Mind Map PDFPedro Alejandro Melgar CastedoAinda não há avaliações
- Une en - 10305 2Documento26 páginasUne en - 10305 2iaguirretelleriaAinda não há avaliações
- 1 - Introduccion A UmlDocumento20 páginas1 - Introduccion A UmlJuan Carlos SanabriaAinda não há avaliações
- Caso Esqueletos en El ArmarioDocumento2 páginasCaso Esqueletos en El ArmarioAlejandra Contreras0% (1)
- Tema 3 - El ProductoDocumento24 páginasTema 3 - El ProductolbuenadiAinda não há avaliações
- Practica Del YogurtDocumento9 páginasPractica Del YogurtAda Lerios RdgzAinda não há avaliações
- 7° Emilia Intriga en ...Documento4 páginas7° Emilia Intriga en ...profeomar10Ainda não há avaliações
- Instructivo 2023-1 MAE Economia FIN Nov2021Documento10 páginasInstructivo 2023-1 MAE Economia FIN Nov2021Eliana AlvarezAinda não há avaliações
- Amigos Cien 4 Act PDFDocumento80 páginasAmigos Cien 4 Act PDFJenifer RincónAinda não há avaliações
- Medicion RecalentamientoDocumento3 páginasMedicion Recalentamientoaucadenas100% (12)
- Qué Es Saber Derecho y Ser Un Buen JuristaDocumento6 páginasQué Es Saber Derecho y Ser Un Buen JuristaWilman Espinal RequejoAinda não há avaliações
- 12edith LitwinDocumento3 páginas12edith LitwinMaria Marcela MenardAinda não há avaliações
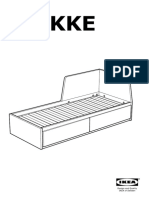
- Flekke Estructura Divan Con 2 Cajones BlancoDocumento48 páginasFlekke Estructura Divan Con 2 Cajones Blancosickosmash19Ainda não há avaliações
- Laboratorio N 2Documento11 páginasLaboratorio N 2Gladys YucraAinda não há avaliações
- MY SYMPTOMS Sesion 7 1 y 2 InglesDocumento4 páginasMY SYMPTOMS Sesion 7 1 y 2 InglesCarina Huillca Huamani100% (1)
- Tarea en ClaseDocumento17 páginasTarea en ClaseBrian Ricardo Flores Orellana100% (1)
- Empalmes Eléctricos (Terminar)Documento9 páginasEmpalmes Eléctricos (Terminar)Diego Mariano Escamilla HernandezAinda não há avaliações
- Examen ParcialDocumento5 páginasExamen ParcialJonaiker Salazar0% (2)
- Guía ESC 2022 Sobre Evaluación y Manejo Cardiovascular de Pacientes Sometidos A Cirugía No Cardíaca Parte 1Documento49 páginasGuía ESC 2022 Sobre Evaluación y Manejo Cardiovascular de Pacientes Sometidos A Cirugía No Cardíaca Parte 1ricardo villaAinda não há avaliações
- El Contrato de TrabajoDocumento13 páginasEl Contrato de Trabajoalejandro lopezAinda não há avaliações
- 12.apunte II - Transformaciones - I Principio de La TermodinamicaDocumento17 páginas12.apunte II - Transformaciones - I Principio de La TermodinamicaFranco MyburgAinda não há avaliações
- ARGUMENTOS PARA DEBATE Considera Ideal Que Necesariamente Debemos Optar Por El Uso de Las Energías RenovablesDocumento3 páginasARGUMENTOS PARA DEBATE Considera Ideal Que Necesariamente Debemos Optar Por El Uso de Las Energías RenovablesRuth Nelida Aquise QuispeAinda não há avaliações
- Actividad Virtual N°3 - Revisión de IntentosDocumento4 páginasActividad Virtual N°3 - Revisión de IntentosEDU PALOMINO MENDOZAAinda não há avaliações
- Estudio Topografico JitaDocumento7 páginasEstudio Topografico Jitasamuco777Ainda não há avaliações
- Padilla, Miguel M. S/ Inconstitucionalidad Del Art. 2 de La Ley 23.298 (2001)Documento2 páginasPadilla, Miguel M. S/ Inconstitucionalidad Del Art. 2 de La Ley 23.298 (2001)Facundo Martin ChiuffoAinda não há avaliações
- Rotafolio TantalioDocumento18 páginasRotafolio TantalioleitoAinda não há avaliações
- QR P9 CerebroDocumento15 páginasQR P9 CerebroMaryAinda não há avaliações
- INSTRUCCIONES PARA ELABORAR ADOBES Y REPELLOS - Hábitat y Desarrollo PDFDocumento12 páginasINSTRUCCIONES PARA ELABORAR ADOBES Y REPELLOS - Hábitat y Desarrollo PDFPatricia PerroneAinda não há avaliações
- Alteraciones de La MemoriaDocumento4 páginasAlteraciones de La MemoriaMariana OrtizAinda não há avaliações
- Proceso de Fabricacion de ZapatosDocumento7 páginasProceso de Fabricacion de ZapatosFabian PullopaxiAinda não há avaliações
- Diseño Base de Datos (Calzados)Documento8 páginasDiseño Base de Datos (Calzados)henry_mi429Ainda não há avaliações
- Apunte PUCV - Calculo IIIDocumento37 páginasApunte PUCV - Calculo IIIMacarena Catalán GonzálezAinda não há avaliações