Você também pode gostar
- CPB 30004 - CHAPTER 1 - INTRO Sept 2014Documento52 páginasCPB 30004 - CHAPTER 1 - INTRO Sept 2014Ashwin MAinda não há avaliações
- PSV and PRV PDFDocumento5 páginasPSV and PRV PDFMetoo ChyAinda não há avaliações
- Compressor CharacteristicDocumento6 páginasCompressor CharacteristicSyedMeherAliAinda não há avaliações
- Process Control System A Complete Guide - 2020 EditionNo EverandProcess Control System A Complete Guide - 2020 EditionAinda não há avaliações
- Advanced Process Control A Complete Guide - 2020 EditionNo EverandAdvanced Process Control A Complete Guide - 2020 EditionAinda não há avaliações
- Supply Chain Project Report BPCLDocumento28 páginasSupply Chain Project Report BPCLUjwala Naidu100% (2)
- PMC Scope of WorkDocumento21 páginasPMC Scope of WorkVijaita Vikas Gandhi100% (2)
- MIL Q3 Module 5 REVISEDDocumento23 páginasMIL Q3 Module 5 REVISEDEustass Kidd68% (19)
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsNo EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahAinda não há avaliações
- Model Predictive Control of A Crude Distillation Unit PDFDocumento6 páginasModel Predictive Control of A Crude Distillation Unit PDFHussaini Hamisu100% (1)
- Control Valve PerformanceDocumento11 páginasControl Valve PerformancenjennsAinda não há avaliações
- Operator Training System For Hydrocracking Unit PDFDocumento7 páginasOperator Training System For Hydrocracking Unit PDFAli Gohar RaoAinda não há avaliações
- Sop SDV-R3Documento11 páginasSop SDV-R3Budbud YuaAinda não há avaliações
- PUB060-001-00 - 1110 RCL NetworksDocumento8 páginasPUB060-001-00 - 1110 RCL NetworksapisituAinda não há avaliações
- Running Performance: Service/Stage Data Performance OutputDocumento2 páginasRunning Performance: Service/Stage Data Performance OutputJose RattiaAinda não há avaliações
- Performance and Mechanical Running Tests of Centrifugal Compressors PDFDocumento9 páginasPerformance and Mechanical Running Tests of Centrifugal Compressors PDFDaniel Key Bordin100% (1)
- Fisher Level TransmitterDocumento16 páginasFisher Level TransmitterEphraem KalisAinda não há avaliações
- UAE University College of Engineering Training and Graduation Project UnitDocumento100 páginasUAE University College of Engineering Training and Graduation Project UnitPortia ShilengeAinda não há avaliações
- Centum VP - Create ProjectDocumento3 páginasCentum VP - Create ProjectDang Ngoc AnhAinda não há avaliações
- HKJFTCC 1 DKK 1B M GPT 99 05654 PDFDocumento18 páginasHKJFTCC 1 DKK 1B M GPT 99 05654 PDFIBIKUNLEAinda não há avaliações
- General Electric Systems Technology Manual Service and Instrument Air SystemsDocumento13 páginasGeneral Electric Systems Technology Manual Service and Instrument Air SystemsNavern MoodleyAinda não há avaliações
- Adani Power PG 17 Control Design Criteria BTGDocumento17 páginasAdani Power PG 17 Control Design Criteria BTGManikanda PrabhuAinda não há avaliações
- 45-45 - R2 KKS Keypart Fossil PDFDocumento84 páginas45-45 - R2 KKS Keypart Fossil PDFbacuoc.nguyen356Ainda não há avaliações
- Chapter 4 Basic Control System (Updated Aug 2020)Documento56 páginasChapter 4 Basic Control System (Updated Aug 2020)Erra ShafiraAinda não há avaliações
- Best Practices of Simulator TrainingDocumento26 páginasBest Practices of Simulator TrainingRudra Pratap Singh100% (1)
- ProcessDocumento8 páginasProcesssterlingAinda não há avaliações
- Profit Controller RMPCT OverviewDocumento4 páginasProfit Controller RMPCT OverviewEnrique Cerna VillalobosAinda não há avaliações
- NHT Furnace OptimisationDocumento6 páginasNHT Furnace Optimisationcoolmanyu2k5Ainda não há avaliações
- Motor Operated ValveDocumento2 páginasMotor Operated Valveprihartono_diasAinda não há avaliações
- ESDV Daeju ControlsDocumento4 páginasESDV Daeju Controlsrieza_fAinda não há avaliações
- Control SystemsDocumento38 páginasControl Systemsضياء محمدAinda não há avaliações
- Control Engineering For Chemical EngineersDocumento11 páginasControl Engineering For Chemical EngineersYoga WiranotoAinda não há avaliações
- Process Flow Diags Study - Ver2Documento9 páginasProcess Flow Diags Study - Ver2Sergey KorenevskiyAinda não há avaliações
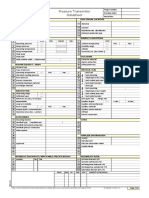
- Pressure Transmitter Template SmallDocumento2 páginasPressure Transmitter Template Smalldiksha surekaAinda não há avaliações
- Part 5: Advanced Control + Case StudiesDocumento52 páginasPart 5: Advanced Control + Case StudiestahermohAinda não há avaliações
- Automation 4Documento84 páginasAutomation 4heru hsAinda não há avaliações
- Rotating Equipment Snøhvit LNG Theory and Main Boosting TEP10Documento35 páginasRotating Equipment Snøhvit LNG Theory and Main Boosting TEP10Jicheng PiaoAinda não há avaliações
- SafetyCases SuccessOrFailure PDFDocumento11 páginasSafetyCases SuccessOrFailure PDFLesley Michael LiuAinda não há avaliações
- Captive Power Plant - Encon Measures: A Sunrise Project For A Sunshine FutureDocumento20 páginasCaptive Power Plant - Encon Measures: A Sunrise Project For A Sunshine Futuremujeebtalib100% (1)
- Unisim Operations PIN R400Documento4 páginasUnisim Operations PIN R400asamad54Ainda não há avaliações
- Control Valve IPF Function Test1Documento5 páginasControl Valve IPF Function Test1btjajadiAinda não há avaliações
- KLM - PROJECT - STANDARD - AND - SPECIFICATIONS - Plant - Operating - Manuals - Rev01 PDFDocumento10 páginasKLM - PROJECT - STANDARD - AND - SPECIFICATIONS - Plant - Operating - Manuals - Rev01 PDFLenaldy Nuari GarnokoAinda não há avaliações
- The ECOSSE Control HyperCourseDocumento234 páginasThe ECOSSE Control HyperCoursefri_13thAinda não há avaliações
- CCI Control Valves For Fossil ApplicationsDocumento2 páginasCCI Control Valves For Fossil ApplicationsGabrieldiazAinda não há avaliações
- The Main Installations: 1. Degassing StationsDocumento4 páginasThe Main Installations: 1. Degassing Stationsعمار ياسرAinda não há avaliações
- APC Furnace CompDocumento95 páginasAPC Furnace Companju_2718Ainda não há avaliações
- Profit Controller Express Designers GuideDocumento56 páginasProfit Controller Express Designers GuideSanchez GuadalupeAinda não há avaliações
- CAO Manual Guidebook FINALDocumento129 páginasCAO Manual Guidebook FINALFathur Ar-rahmanAinda não há avaliações
- May 12Documento33 páginasMay 12dillipsh123Ainda não há avaliações
- Emergency Shut Down Valves - ESDDocumento2 páginasEmergency Shut Down Valves - ESDLaxman Singh SankhlaAinda não há avaliações
- Engro Fertilizer ReportDocumento46 páginasEngro Fertilizer ReportSher Muhammad100% (1)
- MOS POS Linkedin DiscussionDocumento4 páginasMOS POS Linkedin Discussionshiviitd02Ainda não há avaliações
- Logics and Distributed Control SystemDocumento25 páginasLogics and Distributed Control SystemJoshAinda não há avaliações
- Kamal ResumeDocumento3 páginasKamal ResumevkkamalAinda não há avaliações
- Summer Training Report ONGC Ahmedabad AssetDocumento19 páginasSummer Training Report ONGC Ahmedabad AssetPriyansh BhimajiyaniAinda não há avaliações
- Basic Instrumentation Measuring Devices and Basic Pid ControlDocumento125 páginasBasic Instrumentation Measuring Devices and Basic Pid ControlCuong Nguyen ChiAinda não há avaliações
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979No EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonAinda não há avaliações
- Insights into Chemical Engineering: Selected Papers of P.V. DanckwertsNo EverandInsights into Chemical Engineering: Selected Papers of P.V. DanckwertsAinda não há avaliações
- Dea Report - KRPPDocumento157 páginasDea Report - KRPPRaja RamachandranAinda não há avaliações
- STD 152 Safety Instrumentation For Process System in Hydrocarbon IndustryDocumento49 páginasSTD 152 Safety Instrumentation For Process System in Hydrocarbon Industrythouche007Ainda não há avaliações
- CC16661 Dated 25.09.2021 - TID - 10796 - Volume II of II - Technical - CC16661Documento62 páginasCC16661 Dated 25.09.2021 - TID - 10796 - Volume II of II - Technical - CC16661singh singhAinda não há avaliações
- Patent EP0256352A1 - Process For The Production of Phtalic Anhydride - Google PatentsDocumento4 páginasPatent EP0256352A1 - Process For The Production of Phtalic Anhydride - Google PatentsAnilKumarAinda não há avaliações
- PHTH Ang MiniDocumento4 páginasPHTH Ang MiniAnilKumarAinda não há avaliações
- Phthalic Anhydride - 85-44-9Documento3 páginasPhthalic Anhydride - 85-44-9AnilKumarAinda não há avaliações
- Project 2 Phthalic AnhydrideDocumento14 páginasProject 2 Phthalic Anhydridel7ani100% (2)
- Phthalic Anhydride - IHS ChemicalDocumento2 páginasPhthalic Anhydride - IHS ChemicalAnilKumarAinda não há avaliações
- Design of Phthalic Anhydride Production ProcessDocumento13 páginasDesign of Phthalic Anhydride Production ProcessSyafiq Kamaluddin100% (2)
- Pce-Ii Unit-Iii-BDocumento15 páginasPce-Ii Unit-Iii-BAnilKumarAinda não há avaliações
- Chemical-Profiles HTML Phthalic AnhydrideDocumento3 páginasChemical-Profiles HTML Phthalic AnhydrideAnilKumarAinda não há avaliações
- Oxidation of O-Xylene To Phthalic Anhydride - Chempedia - LookChemDocumento2 páginasOxidation of O-Xylene To Phthalic Anhydride - Chempedia - LookChemAnilKumarAinda não há avaliações
- Unit-Viii: Synthetic FibersDocumento35 páginasUnit-Viii: Synthetic FibersAnilKumarAinda não há avaliações
- Booking ID: KOFZ41YS Paytm Order ID: 3143968924 Baahubali 2: The Conclusion (Telugu)Documento1 páginaBooking ID: KOFZ41YS Paytm Order ID: 3143968924 Baahubali 2: The Conclusion (Telugu)AnilKumarAinda não há avaliações
- Lecture 22-23-24 ChlorAlkali IndustryDocumento83 páginasLecture 22-23-24 ChlorAlkali IndustryAnilKumar33% (3)
- Catalytic Oxidation of NaphthaleneDocumento8 páginasCatalytic Oxidation of NaphthaleneAnilKumarAinda não há avaliações
- Petrochemical Engineering - II Unit - V: Aromatics-BTX DerivativesDocumento25 páginasPetrochemical Engineering - II Unit - V: Aromatics-BTX DerivativesAnilKumarAinda não há avaliações
- Ipa Production 2Documento26 páginasIpa Production 2AnilKumarAinda não há avaliações
- Detailed Production Process of IPADocumento19 páginasDetailed Production Process of IPAJignesh Bhavsar75% (4)
- Unit-IV: C4 & C5 CompoundsDocumento19 páginasUnit-IV: C4 & C5 CompoundsAnilKumarAinda não há avaliações
- Ipa Properties 3Documento3 páginasIpa Properties 3AnilKumarAinda não há avaliações
- Isopropyl AlcoholDocumento3 páginasIsopropyl AlcoholAnilKumarAinda não há avaliações
- Isopropyl AlcoholDocumento3 páginasIsopropyl AlcoholNguyen VietAinda não há avaliações
- Petrochemical 2Documento60 páginasPetrochemical 2AnilKumarAinda não há avaliações
- Petrochemical 1Documento68 páginasPetrochemical 1AnilKumarAinda não há avaliações
- Isopropyl AlcoholDocumento5 páginasIsopropyl AlcoholwenigmaAinda não há avaliações
- Isopropyl Alcohol PDFDocumento6 páginasIsopropyl Alcohol PDFZamir KhanAinda não há avaliações
- Lecture 21 PhosphorousDocumento53 páginasLecture 21 PhosphorousAnilKumar100% (2)
- Lecture 16 NitricAcid UreaDocumento68 páginasLecture 16 NitricAcid UreaAnilKumar100% (1)
- Lecture 14 15 AmmoniaDocumento32 páginasLecture 14 15 AmmoniaAnilKumarAinda não há avaliações
- Lecture 14 15 AmmoniaDocumento22 páginasLecture 14 15 AmmoniaAnilKumarAinda não há avaliações
- Father Saturnino Urios University Engineering and Technology Program Butuan CityDocumento16 páginasFather Saturnino Urios University Engineering and Technology Program Butuan CityTalal SultanAinda não há avaliações
- Kravitz Et Al (2010)Documento5 páginasKravitz Et Al (2010)hsayAinda não há avaliações
- Emotions Influence Color Preference PDFDocumento48 páginasEmotions Influence Color Preference PDFfllorinvAinda não há avaliações
- Chapter - 2: Project AdministrationDocumento69 páginasChapter - 2: Project AdministrationRenish RanganiAinda não há avaliações
- Cns Spectrums: The Clinical Challenges of Akathisia CME Review ArticleDocumento16 páginasCns Spectrums: The Clinical Challenges of Akathisia CME Review Articledzakiyah nurul israAinda não há avaliações
- The Novel TodayDocumento3 páginasThe Novel Todaylennon tanAinda não há avaliações
- Seerat Mujaddid Alf-e-Sani (Urdu)Documento518 páginasSeerat Mujaddid Alf-e-Sani (Urdu)Talib Ghaffari100% (12)
- Digital Signal Processing AssignmentDocumento5 páginasDigital Signal Processing AssignmentM Faizan FarooqAinda não há avaliações
- مذكرة التأسيس الرائعة لغة انجليزية للمبتدئين?Documento21 páginasمذكرة التأسيس الرائعة لغة انجليزية للمبتدئين?Manar SwaidanAinda não há avaliações
- The Use of Images by Claudius ClaudianusDocumento66 páginasThe Use of Images by Claudius ClaudianusDracostinarumAinda não há avaliações
- Speakout Language BankDocumento7 páginasSpeakout Language BankСаша БулуєвAinda não há avaliações
- Niper SyllabusDocumento9 páginasNiper SyllabusdirghayuAinda não há avaliações
- KANDIDAT (Jurnal Mahasiswa Universitas Abulyatama)Documento8 páginasKANDIDAT (Jurnal Mahasiswa Universitas Abulyatama)intan fazlianiAinda não há avaliações
- Blood Is A Body Fluid in Human and Other Animals That Delivers Necessary Substances Such AsDocumento24 páginasBlood Is A Body Fluid in Human and Other Animals That Delivers Necessary Substances Such AsPaulo DanielAinda não há avaliações
- Perception On The Impact of New Learning Tools in Humss StudentDocumento6 páginasPerception On The Impact of New Learning Tools in Humss StudentElyza Marielle BiasonAinda não há avaliações
- Creating The HardboiledDocumento20 páginasCreating The HardboiledBen NallAinda não há avaliações
- Chuyen de GerundifninitiveDocumento7 páginasChuyen de GerundifninitiveThao TrinhAinda não há avaliações
- 1.3 Digital Communication and AnalogueDocumento6 páginas1.3 Digital Communication and AnaloguenvjnjAinda não há avaliações
- LP.-Habitat-of-Animals Lesson PlanDocumento4 páginasLP.-Habitat-of-Animals Lesson PlanL LawlietAinda não há avaliações
- Exercise Reported SpeechDocumento3 páginasExercise Reported Speechapi-241242931Ainda não há avaliações
- Educational Psychology EDU-202 Spring - 2022 Dr. Fouad Yehya: Fyehya@aust - Edu.lbDocumento31 páginasEducational Psychology EDU-202 Spring - 2022 Dr. Fouad Yehya: Fyehya@aust - Edu.lbLayla Al KhatibAinda não há avaliações
- Literacy Block Lesson PlanDocumento5 páginasLiteracy Block Lesson Planapi-286592038Ainda não há avaliações
- Chapter 7: Identifying and Understanding ConsumersDocumento3 páginasChapter 7: Identifying and Understanding ConsumersDyla RafarAinda não há avaliações
- What Is Mathematical InvestigationDocumento1 páginaWhat Is Mathematical Investigationbj mandia100% (1)
- PHNCDocumento6 páginasPHNCAmit MangaonkarAinda não há avaliações
- Urban Design ToolsDocumento24 páginasUrban Design Toolstanie75% (8)
- Handling Qualites of CanardDocumento49 páginasHandling Qualites of CanardUsman GhummanAinda não há avaliações
- Jujutsu Kaisen, Volume 23, Chapter 225 - The Decesive Battle (3) - Jujutsu Kaisen Manga OnlineDocumento20 páginasJujutsu Kaisen, Volume 23, Chapter 225 - The Decesive Battle (3) - Jujutsu Kaisen Manga OnlinemarileyserAinda não há avaliações
- Low Intermediate Korean Vocabulary and GrammarDocumento10 páginasLow Intermediate Korean Vocabulary and GrammarTuong Van Nguyen100% (3)