Você também pode gostar
- 12v 6a 92 4w Tec 12706 Thermoelectric Cooler PeltierDocumento5 páginas12v 6a 92 4w Tec 12706 Thermoelectric Cooler Peltierjkhgvdj mnhsnjkhgAinda não há avaliações
- API 608 Floating Ball ValvesDocumento2 páginasAPI 608 Floating Ball Valvesjkhgvdj mnhsnjkhgAinda não há avaliações
- 12v 6a 92 4w Tec 12706 Thermoelectric Cooler PeltierDocumento5 páginas12v 6a 92 4w Tec 12706 Thermoelectric Cooler Peltierjkhgvdj mnhsnjkhgAinda não há avaliações
- 12v 6a 92 4w Tec 12706 Thermoelectric Cooler Peltier PDFDocumento5 páginas12v 6a 92 4w Tec 12706 Thermoelectric Cooler Peltier PDFjkhgvdj mnhsnjkhgAinda não há avaliações
- LowVoltage Feb19thDocumento6 páginasLowVoltage Feb19thShreyas EsheAinda não há avaliações
- ASTM Method D1945-96: Analysis of Natural GasDocumento1 páginaASTM Method D1945-96: Analysis of Natural GasJosep JaamAinda não há avaliações
- En 12201Documento33 páginasEn 12201jkhgvdj mnhsnjkhgAinda não há avaliações
- API 608 Floating Ball ValvesDocumento2 páginasAPI 608 Floating Ball Valvesjkhgvdj mnhsnjkhgAinda não há avaliações
- 12v 6a 92 4w Tec 12706 Thermoelectric Cooler PeltierDocumento5 páginas12v 6a 92 4w Tec 12706 Thermoelectric Cooler Peltierjkhgvdj mnhsnjkhgAinda não há avaliações
- 12v 6a 92 4w Tec 12706 Thermoelectric Cooler Peltier PDFDocumento5 páginas12v 6a 92 4w Tec 12706 Thermoelectric Cooler Peltier PDFjkhgvdj mnhsnjkhgAinda não há avaliações
- Tip Sheet 9 Web Version DocumentDocumento2 páginasTip Sheet 9 Web Version DocumentKarun NooneyAinda não há avaliações
- Tolerancesspecifications & DimensionsDocumento1 páginaTolerancesspecifications & DimensionswernhowAinda não há avaliações
- Cantilever Retaining Wall Design PDFDocumento2 páginasCantilever Retaining Wall Design PDFjkhgvdj mnhsnjkhgAinda não há avaliações
- Handling PigBasket GADocumento1 páginaHandling PigBasket GAjkhgvdj mnhsnjkhgAinda não há avaliações
- ISO 5211 Drilling Patterns Imperial SizesDocumento1 páginaISO 5211 Drilling Patterns Imperial Sizesjkhgvdj mnhsnjkhgAinda não há avaliações
- Audit Checklist Master-HEMSA - June2010Documento6 páginasAudit Checklist Master-HEMSA - June2010jkhgvdj mnhsnjkhgAinda não há avaliações
- BZC 14Documento1 páginaBZC 14jkhgvdj mnhsnjkhgAinda não há avaliações
- MSG 00018Documento7 páginasMSG 00018jkhgvdj mnhsnjkhgAinda não há avaliações
- Lawctd 603Documento5 páginasLawctd 603Nguyen Anh TuanAinda não há avaliações
- 164200252Documento92 páginas164200252jkhgvdj mnhsnjkhgAinda não há avaliações
- Datasheet 1mbhDocumento5 páginasDatasheet 1mbhnguanjukAinda não há avaliações
- File 1361847746Documento8 páginasFile 1361847746jkhgvdj mnhsnjkhgAinda não há avaliações
- Carmagen 6 10Documento3 páginasCarmagen 6 10ikhleifAinda não há avaliações
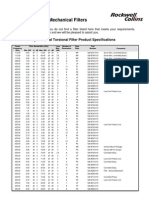
- Collins Torsional Mechanical Filters: Symmetrical Torsional Filter Product SpecificationsDocumento2 páginasCollins Torsional Mechanical Filters: Symmetrical Torsional Filter Product SpecificationsGdfsndh GfdvhjzdAinda não há avaliações
- 0871Documento1 página0871jkhgvdj mnhsnjkhgAinda não há avaliações
- 05120Documento4 páginas05120jkhgvdj mnhsnjkhgAinda não há avaliações
- Semiconductor DevicesDocumento524 páginasSemiconductor Devicesapuinwork100% (1)
- Indian Standards For Natural Gas Pipeline SystemDocumento5 páginasIndian Standards For Natural Gas Pipeline SystemNapidduAinda não há avaliações
- Material GradesDocumento2 páginasMaterial Gradespankaj_pawar89Ainda não há avaliações
- 570 Examination Sample ItemsDocumento3 páginas570 Examination Sample ItemsMaria_Victoria_5742Ainda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Nace STD TM 0199-99Documento8 páginasNace STD TM 0199-99gabriela troncosoAinda não há avaliações
- Abrasive Specification No. 1Documento5 páginasAbrasive Specification No. 1NancyAinda não há avaliações
- C 282 - 99 - Qzi4mgDocumento3 páginasC 282 - 99 - Qzi4mgEmre DalgicAinda não há avaliações
- Abrasive Blasting ProgramDocumento13 páginasAbrasive Blasting ProgramImtiyaz AkhtarAinda não há avaliações
- ABRASIVE and FINISHING PRODUCT, DIAMOND GRINDING WHEEL and DIAMOND CUT OFF WHEELDocumento8 páginasABRASIVE and FINISHING PRODUCT, DIAMOND GRINDING WHEEL and DIAMOND CUT OFF WHEELAap PandrianaAinda não há avaliações
- SSPC Guide 6Documento14 páginasSSPC Guide 6alfian leoanakAinda não há avaliações
- Nontraditional Manufacturing Processes: Mf30604: Aknath Lecture No.-1 Introduction To NtmpsDocumento14 páginasNontraditional Manufacturing Processes: Mf30604: Aknath Lecture No.-1 Introduction To NtmpsNishant PrabhakarAinda não há avaliações
- Advanced Manufacturing Processes (ALL SLIDES Gaurav Arora)Documento259 páginasAdvanced Manufacturing Processes (ALL SLIDES Gaurav Arora)faizAinda não há avaliações
- Astm D4060-01Documento3 páginasAstm D4060-01Joel Josué Vargas BarturénAinda não há avaliações
- Blastrite Product ID Sheet Rev7Documento1 páginaBlastrite Product ID Sheet Rev7Mohd YusriAinda não há avaliações
- Abrasive Flow Machining: Process Principle, Parameters and CapabilitiesDocumento13 páginasAbrasive Flow Machining: Process Principle, Parameters and CapabilitiesNishant SinhaAinda não há avaliações
- Machining Process-Ii: (Assignment)Documento5 páginasMachining Process-Ii: (Assignment)Sobia JamilAinda não há avaliações
- HEMPADUR MASTIC 45881 Product Data SheetDocumento3 páginasHEMPADUR MASTIC 45881 Product Data Sheetshujad77Ainda não há avaliações
- Paulo Monteiro The Step by Step in Finishing and Polishing Part I ViaDocumento20 páginasPaulo Monteiro The Step by Step in Finishing and Polishing Part I Viasolodont1Ainda não há avaliações
- Head PortingDocumento9 páginasHead PortingJo M. Chang100% (3)
- SHAHEEN-COM-PS-BQR-006 - 070 Attachment - Cleaning Management RecommendationDocumento42 páginasSHAHEEN-COM-PS-BQR-006 - 070 Attachment - Cleaning Management RecommendationOliver JimmyAinda não há avaliações
- Technical Data Sheet for Tankguard Storage CoatingDocumento5 páginasTechnical Data Sheet for Tankguard Storage Coatingabdulgafoor54Ainda não há avaliações
- Advanced Tool Sharpening For The LatheDocumento38 páginasAdvanced Tool Sharpening For The LatheEmijo.A100% (1)
- Laser Settings GuideDocumento24 páginasLaser Settings GuideIcy45Ainda não há avaliações
- Preparing and Evaluating Specimens For Automatic Inclusion Assessment of SteelDocumento5 páginasPreparing and Evaluating Specimens For Automatic Inclusion Assessment of SteelWaqas RajaAinda não há avaliações
- MCTD MannualDocumento67 páginasMCTD MannualcoolarunsmartAinda não há avaliações
- Abrasive ManufacturingDocumento10 páginasAbrasive Manufacturinggirish19Ainda não há avaliações
- New Hydroblasting and Slurryblasting Standards IssuedDocumento6 páginasNew Hydroblasting and Slurryblasting Standards IssuedCésar AugustoAinda não há avaliações
- ISO 8501-Pictorial Clasiification Standard For Surface CleanlinessDocumento29 páginasISO 8501-Pictorial Clasiification Standard For Surface CleanlinessabhibmaneAinda não há avaliações
- D3363Documento2 páginasD3363Bladimir90Ainda não há avaliações
- Coating Reference HandbookDocumento145 páginasCoating Reference HandbookJessie Pimentel100% (4)
- A Lasting BondDocumento5 páginasA Lasting BondReliance Orthodontic ProductsAinda não há avaliações
- Graphit 33Documento2 páginasGraphit 33Manuel Armindo RibeiroAinda não há avaliações
- C00100Documento24 páginasC00100Jimmy Deswidawansyah NasutionAinda não há avaliações
- Hempadur Fast Dry 17410 En-GbDocumento2 páginasHempadur Fast Dry 17410 En-GbTrịnh Minh KhoaAinda não há avaliações