Você também pode gostar
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Master File of SOB Working For FBD Duplication 25082017!!!ngfvjvkjvkhcghckhbkbyugjn.Documento10 páginasMaster File of SOB Working For FBD Duplication 25082017!!!ngfvjvkjvkhcghckhbkbyugjn.Bheemeshwer Singh MouryaAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Master File of SOB Working For FBD Duplication 25082017!!!ngfvjvkjvkhcghckhbkbyugjn.Documento10 páginasMaster File of SOB Working For FBD Duplication 25082017!!!ngfvjvkjvkhcghckhbkbyugjn.Bheemeshwer Singh MouryaAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- ABC Tamil PDFDocumento60 páginasABC Tamil PDFAravind Surya100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- For Plastic PartsDocumento30 páginasFor Plastic PartsBheemeshwer Singh MouryaAinda não há avaliações
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Introduction To Welding TechnologyDocumento9 páginasIntroduction To Welding Technologyibnu.asad984Ainda não há avaliações
- Weld Consumable Calculator ComDocumento7 páginasWeld Consumable Calculator Comchetan85Ainda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Cabinp Roductivity Improvement-2016Documento29 páginasCabinp Roductivity Improvement-2016Bheemeshwer Singh MouryaAinda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Carta Maestra de Soldadura y CortDocumento7 páginasCarta Maestra de Soldadura y CortAlejandro Del Valle TovarAinda não há avaliações
- Carta Maestra de Soldadura y CortDocumento7 páginasCarta Maestra de Soldadura y CortAlejandro Del Valle TovarAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- KRA List & Responsibility MatrixDocumento1.158 páginasKRA List & Responsibility MatrixBheemeshwer Singh MouryaAinda não há avaliações
- Carta Maestra de Soldadura y CortDocumento7 páginasCarta Maestra de Soldadura y CortAlejandro Del Valle TovarAinda não há avaliações
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Introduction To Welding TechnologyDocumento9 páginasIntroduction To Welding Technologyibnu.asad984Ainda não há avaliações
- Simplifying Shielding Gas Selection - TheFabricatorDocumento5 páginasSimplifying Shielding Gas Selection - TheFabricatorBheemeshwer Singh MouryaAinda não há avaliações
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- Specifications For Hot Rolled Coils, Sheets and SkelpDocumento3 páginasSpecifications For Hot Rolled Coils, Sheets and SkelpBheemeshwer Singh MouryaAinda não há avaliações
- Tolerances, Limits, Fits and Surface FinishDocumento6 páginasTolerances, Limits, Fits and Surface FinishRap itttt100% (5)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- MIG Welding FAQsDocumento2 páginasMIG Welding FAQsBheemeshwer Singh MouryaAinda não há avaliações
- Exm 2517 Business English OkDocumento6 páginasExm 2517 Business English OkBheemeshwer Singh MouryaAinda não há avaliações
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Exm 2520 Strategic Management OkDocumento9 páginasExm 2520 Strategic Management OkBheemeshwer Singh Mourya100% (1)
- IMOA Shop Sheet 105Documento2 páginasIMOA Shop Sheet 105liamcsAinda não há avaliações
- Exm 2517 Business English OkDocumento6 páginasExm 2517 Business English OkBheemeshwer Singh MouryaAinda não há avaliações
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Is 2062Documento13 páginasIs 2062Sourav Hait57% (7)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Router Board Performance TestsDocumento2 páginasRouter Board Performance TestsedkaviAinda não há avaliações
- Construction InspectionDocumento1.153 páginasConstruction Inspectionjazmontz0% (1)
- Evaluate and Comment of The Independent Assurance of Sustainability Report PT Vale IndonesiaDocumento9 páginasEvaluate and Comment of The Independent Assurance of Sustainability Report PT Vale Indonesiadwi davisAinda não há avaliações
- Pioneer DDJ-SX rrv4382 DJ Controller-1 PDFDocumento68 páginasPioneer DDJ-SX rrv4382 DJ Controller-1 PDFChristopher GonzalezAinda não há avaliações
- SAIC L 2031 (Comments)Documento2 páginasSAIC L 2031 (Comments)Anton Thomas PunzalanAinda não há avaliações
- Jis G 3106 PDFDocumento38 páginasJis G 3106 PDFTùng Lê Đinh50% (2)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Calculation - Method - ULF Unbalanced Load Flow ETAP PDFDocumento8 páginasCalculation - Method - ULF Unbalanced Load Flow ETAP PDFZulqibalAinda não há avaliações
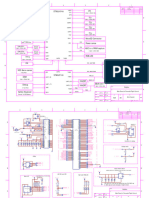
- Durandal MB H743schDocumento2 páginasDurandal MB H743schashley0% (1)
- c116 Ca505 - en PDocumento143 páginasc116 Ca505 - en PVictor Gaona RomeroAinda não há avaliações
- Basic Safety Plan: Aker Powergas PVT LTD Page NoDocumento36 páginasBasic Safety Plan: Aker Powergas PVT LTD Page NoAbid AliAinda não há avaliações
- Isilon OneFS Simulator Install GuideDocumento16 páginasIsilon OneFS Simulator Install GuideBlanca Bautista PérezAinda não há avaliações
- Iec 60404 7 2019Documento12 páginasIec 60404 7 2019amh.fpdAinda não há avaliações
- Assignment On PROBABILITYDocumento2 páginasAssignment On PROBABILITYSushobhit ChoudharyAinda não há avaliações
- SCREEN - Glossary of Subtitling TermsDocumento4 páginasSCREEN - Glossary of Subtitling TermsNathalie AtocheAinda não há avaliações
- ELM323 OBD (ISO) To RS232 Interpreter: Description FeaturesDocumento11 páginasELM323 OBD (ISO) To RS232 Interpreter: Description FeaturesAdauto Augusto Nunes FilhoAinda não há avaliações
- Progressive Web AppsDocumento15 páginasProgressive Web AppsSamuel PutraAinda não há avaliações
- USAREUR Pam 30-60-1 1975 Identification Guide, Part Three Weapons and Equipment, East European Communist Armies Volume II, Mine Warfare and Demolition EquipmentDocumento286 páginasUSAREUR Pam 30-60-1 1975 Identification Guide, Part Three Weapons and Equipment, East European Communist Armies Volume II, Mine Warfare and Demolition EquipmentBob Andrepont100% (3)
- Essbase ASO A Quick Reference Guide Part IDocumento25 páginasEssbase ASO A Quick Reference Guide Part IAmit Sharma100% (1)
- Belt Sway SwitchDocumento5 páginasBelt Sway SwitchBiswa Mohan PatiAinda não há avaliações
- Work Permit Systems - tcm17-13910Documento16 páginasWork Permit Systems - tcm17-13910CJAinda não há avaliações
- ISTQB CTFL 2018v3.1 Sample Exam B Answers v1.4Documento32 páginasISTQB CTFL 2018v3.1 Sample Exam B Answers v1.4Kseniia HavrylenkoAinda não há avaliações
- BS 2562 Cable Boxes For Transformers and ReactorsDocumento70 páginasBS 2562 Cable Boxes For Transformers and ReactorsMohamed987100% (1)
- RF 2022 (Jan) v6Documento3 páginasRF 2022 (Jan) v6mozha pradityaAinda não há avaliações
- SQM Chapter6Documento15 páginasSQM Chapter6azmastecAinda não há avaliações
- 50 Years Building Bridges WorldwideDocumento122 páginas50 Years Building Bridges WorldwideJuan AlayoAinda não há avaliações
- General Specifications: Daqstation DX1000Documento20 páginasGeneral Specifications: Daqstation DX1000Abarajithan RajendranAinda não há avaliações
- BS en 20898-1-1992Documento26 páginasBS en 20898-1-1992consultach100% (4)
- AS4324.1-1995 Standard For Design of Bulk Materials Handling MachinesDocumento8 páginasAS4324.1-1995 Standard For Design of Bulk Materials Handling Machinesridzim4638100% (1)
- MSN MSGRDocumento892 páginasMSN MSGRHammad TariqAinda não há avaliações
- Ansi B1.20.7Documento24 páginasAnsi B1.20.7gxbxb100% (2)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesNo EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesNota: 4.5 de 5 estrelas4.5/5 (21)
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsNo EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsNota: 4.5 de 5 estrelas4.5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressNo EverandNuclear Energy in the 21st Century: World Nuclear University PressNota: 4.5 de 5 estrelas4.5/5 (3)
- Introduction to Power System ProtectionNo EverandIntroduction to Power System ProtectionNota: 5 de 5 estrelas5/5 (1)
- The Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceNo EverandThe Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceAinda não há avaliações