Downloaded from SAE International by Barouch Giechaskiel, Wednesday, October 01, 2014
2014-01-2832
Published 10/13/2014
Copyright 2014 SAE International
doi:10.4271/2014-01-2832
saefuel.saejournals.org
Engine Exhaust Solid Sub-23 nm Particles: II. Feasibility Study for
Particle Number Measurement Systems
Barouch Giechaskiel and Giorgio Martini
Joint Research Centre
ABSTRACT
In the current heavy-duty engine and light-duty diesel vehicle exhaust emission legislation Particle Number (PN) limits for
solid particles >23 nm are prescribed. The legislation was extended to include Gasoline Direct Injection (G-DI) vehicles
since September 2014 and will be applied to Non-Road Mobile Machinery engines in the future. However there are
concerns transferring the same methodology to other engine technologies, where higher concentration of sub-23 nm
particles might exist. This paper focuses on the capabilities of existing PN measurement equipment on measuring solid
particles smaller than 23 nm. More specifically, it is investigated: 1) whether it is feasible to easily modify existing systems
to measure lower particle sizes, 2) whether all volatile particles can be removed efficiently in the PN measurement
systems, 3) whether any artifacts happen in the PN systems (e.g. formation of non-volatile particles due to pyrolysis), and
4) whether by lowering the lower size the measurement uncertainty increases significantly. The main conclusions are: 1) It
is relatively easy to modify the systems to measure from 10 nm. 2) The volatiles are not always removed efficiently in the
PN measurement systems. The major issue is re-nucleation of sulfuric acid downstream of the evaporation tube. However,
these particles typically do not grow to 23 nm or to 10 nm with high dilution. 3) There are indications of formation of 10 nm
solid particles from hydrocarbons and sulfuric acid in the PN systems. 4) With lower size of the PN equipment, the
measurement uncertainty will increase due to differences in the losses between the PN systems. However the increase of
uncertainty is estimated to be <5% for measurements >10 nm, when no separate solid sub-23 nm core mode exists.
Recommendations for proper measurements below 23 nm are given. The main conclusion of this study is that, in case that
it is proven that there is a need for solid sub-23 nm particle measurements, the existing PN systems could be relatively
easily adjusted to measure from 10 nm without increasing significantly the measurement uncertainty. Sub-10 nm
measurements need major changes of the PN systems.
CITATION: Giechaskiel, B. and Martini, G., "Engine Exhaust Solid Sub-23 nm Particles: II. Feasibility Study for Particle Number
Measurement Systems," SAE Int. J. Fuels Lubr. 7(3):2014, doi:10.4271/2014-01-2832.
INTRODUCTION
A Particle Number (PN) standard was introduced for diesel light
duty vehicles in September 2011 (Euro 5b) limiting the number
of solid1 particles emitted over the legislated test cycle to
61011 p/km. The new standard effectively necessitated the
installation of high-efficient wall-flow Diesel Particulate Filters
(DPFs) in all diesel vehicles. The PN standard has also been
introduced for heavy-duty engines since beginning of 2014
(Euro VI). The same standard was introduced to gasoline
vehicles utilizing direct injection (G-DIs) at Euro 6 stage
(September 2014) initially with a limit of 61012 p/km and from
September 2017 with 61011 p/km. This 3 year delay was
decided in order to allow the manufacturers sufficient time to
investigate the possibility of compliance through improvements
in the combustion process without the need of Gasoline
Particulate Filer (GPF). A PN limit will also be introduced in the
Non-Road Mobile Machinery (NRMM) engines regulation
probably from 2017.
1. In this paper particles after thermal pre-treatment at approximately 350C are
called solid.
European legislation requires the measurement of solid
particles >23 nm in order to avoid the uncertainties that
measurements of volatile particles have. However, there were
concerns whether the methodology applied to diesel engines
can be applied to gasoline engines and other technologies. A
literature survey showed that solid particles <23 nm can be
emitted and sometimes in high concentrations ([1] and
references therein). In general, a lot of studies have found a
solid core mode with older and modern diesel engines, both at
low and high loads. Solid core mode is often observed at
gasoline engines with port fuel injection (G-PFI) and it is
assumed to originate from the metals of the lube oil or from fuel
additives. At G-DIs a shoulder at 10-20 nm appears quite often.
The percentage of solid particles not measured (i.e. <23 nm) is
30-40% for G-DIs; similar to diesels. Higher percentages can
be measured at low ambient temperatures or high ethanol
fuels. It should be mentioned that in many studies it was
recognized that the solid core mode was re-nucleation artifact
of the PMP method and the dilution factors employed.
Downloaded from SAE International by Barouch Giechaskiel, Wednesday, October 01, 2014
Giechaskiel et al / SAE Int. J. Fuels Lubr. / Volume 7, Issue 3 (November 2014)
Note that it is important to distinguish solid particles < 23 nm
that are part of the lognormal soot accumulation mode from a
separate small solid core particle mode. Sub-23 nm
accumulation mode particles are already regulated with the
current 23 nm cut-off size, at least to an extent, even if they are
not explicitly counted. For example for typical size distributions
with means around 50-70 nm, approximately 5-15% of the total
particles are not counted and this was taken indirectly into
account with the current PN emission limits. However, one
could theoretically manipulate the size distribution to lower
sizes and thus avoid part of the emitted particles to be
measured (e.g. with a mean 30 nm, 40% of the particles will
not be counted). Lowering the cut-off size ensures that most
particles will be counted and it is necessary when a separate
solid core particle mode2 exists (e.g. from additives). However,
at the same time the measurement uncertainty can increase
due to different particle losses in the commercial systems.
should exist. A secondary diluter (PND_2) is not required but
the temperature at the inlet of the particle number counter
(PNC) should be <35C. The residence time from the VPR to
the PNC should be 0.8 s and the diameter of the tube 4 mm.
The PNC should be full flow (no internal splitting) with a
response time of <5 s and counting efficiencies (CE) of
50%12% and >90% at 23 and 41 nm respectively. The slope
of the PNC during calibration should be 10.1. The total
residence time in the VPR and PNC should be 20 s.
Thus, before reducing the lower size of the PN instruments for
regulatory purposes it is important to investigate whether this is
possible. Target of this report is to investigate:
whether all volatile particles can be removed efficiently in
existing PN systems,
whether any artifacts happen in the PN systems (e.g.
formation of non-volatile particles due to pyrolysis) and
whether a lower than 23 nm size increases significantly
the measurement uncertainty.
Initially the current PN systems will be described and the
feasibility of sub-23 nm measurements with existing PN
systems will be follow. Then the possibility of artifacts from the
existing systems will be investigated experimentally.
Recommendations for proper sub-23 nm measurements will
also be given.
PARTICLE NUMBER (PN) METHOD
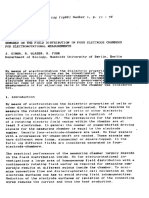
Figure 1. Particle Number (PN) system requirements. The PN system
consists of a volatile particle remover (VPR) and a particle number
counter (PNC). The VPR removes volatile particles and dilutes the
sample. The PNC measures the number concentration of particles >23
nm. For details, see text and abbreviations.
FEASIBILITY OF SUB-23 NM MEASUREMENT
FOR PNCs
The cut-off size (d50%) of a PN system is mainly determined by
the PNC. Replacing the existing PNCs with PNCs with lower
than 23 nm cut-off size is possible. Various full flow (no internal
splitting or dilution) models exist in the market with cut-off sizes
down to 5 nm.
The PN method is based on the findings of the Particle
Measurement Program (PMP) (Figure 1) [2, 3]. According to
PMP and current regulations, the PN system should consist of
a Volatile Particle Remover (VPR) and a Particle Number
Counter (PNC) [4].
The VPR removes volatile particles and dilutes the sample.
The PNC measures the number concentration of particles >23
nm in order to exclude possible confounding of measurements
by low volatility species present as nucleation mode particles,
while including the primary soot (spherule) size of 23 nm. The
VPR should be connected to the full dilution tunnel (CVS) with
a particle transfer tube (PTS) (laminar flow). The residence
time (RT) to the primary diluter (PND_1) of the VPR should be
3 s. The primary dilution should be 10 (actually Particle
Concentration Reduction Factor, PCRF) and the temperature
of the diluted sample 150C. In the VPR, after the PND_1, a
heated tube with wall temperature between 300 and 400C
2. The term core mode is used for a separate solid size distribution with peak
<23 nm to avoid confusion with the nucleation mode which is typically volatile.
Figure 2. Counting efficiencies of PNCs with different temperature
differences between saturator and condenser (from [7] and [8]).
The cut-off of a PNC is usually determined by adjusting the
super-saturation ratio inside the device by adjusting the
temperature difference T between the saturator of the working
fluid and the condenser. The higher the T, the higher the
Downloaded from SAE International by Barouch Giechaskiel, Wednesday, October 01, 2014
Giechaskiel et al / SAE Int. J. Fuels Lubr. / Volume 7, Issue 3 (November 2014)
super-saturation ratio and smaller particles can be activated,
grow and be detected. For PNCs with working fluid n-butanol a
cut-off of 23 nm is achieved with T=7.5C. However, the
cut-off size of the PMP PNCs with low temperature difference
between saturator and condenser (T=7.5C) depends
strongly on the particle material (e.g. structure, surface
properties etc.) [5, 6, 7]. For example, for the same T, the d50%
for emery oil and NaCl particles have a difference of 12.5 nm
and the difference between oxidized Ag and NaCl d50% is
around 9 nm [7]. However, for high T (lower cut-off) smaller
differences are noticed (in absolute values); note however that
in relative terms the effect is quite similar. For example, in [8]
they found only 0.7 nm difference between the Ag and NaCl
cut-off diameters, for a PNC with T=25C. In [9] smaller effect
of the material (Ag and NaCl in this case) with decreasing d50%
was found for different PNC models. Figure 2 shows an
example the effect of the material (Ag and NaCl) on the
counting efficiencies of two PNCs with different temperature
difference between the saturator and the condenser.
The commercial PNCs inside the PN systems can easily
change the cut-off size down to 7-10 nm by adjusting the T
and without any major hardware modifications. Thus, in case of
a change of the legislation the existing systems can be
modified without a need for investment. Note however, that
adjusting the temperature of a PNC will lead to non-linearity
issues at high concentrations, unless internal software
parameters also change to take into account the different
growth of particles and thus the coincidence correction that is
applied [10].
One point that needs attention is the calibration material. The
most commonly used aerosol for automotive PNCs (emery oil)
can be used for 10 nm, but not for 5 nm because it's extremely
difficult to produce high concentration at such low size.
Atomized NaCl, CAST (Combustion Aerosol STandard) and
spark discharge graphite with N2 do not produce such small
particles. Materials that can be used are Ag and NaCl from the
evaporation-condensation technique, spark-discharge with
argon and soot from diffusion flame (e.g. mini CAST
generator). All these materials need investigation. For example,
NaCl is sensitive to humidity and Ag can form spheres or
fractals depending on the thermal pre-treatment. The mini
CAST that can produce size distributions with means down to
7-10 nm has to be investigated, because the properties of such
small soot particles and their effect on the counting efficiency
of the PNCs is not well understood [11, 12].
The second point is the verification of the PNCs. While in the
current legislation validation (or even calibration) is allowed
with another reference PNC, if the lower size is reduced to 5
nm then the possibilities for a reference PNC with even lower
cut-off size are reduced. On the other hand, the charging
efficiencies of small particles are very low and the
electrometers will measure low currents, close to their
background level, increasing thus the calibration uncertainty.
FEASIBILITY OF SUB-23 NM MEASUREMENT
FOR VPRs
This section will examine the issues for VPRs if the lower
detectable size will be decreased; more specifically the losses
in the VPRs (penetrations), formation of particles in the VPR
(e.g. pyrolysis) and the volatile removal efficiency of the VPR.
Penetration (Losses In The VPR)
Ideally a VPR should have no particle losses. In this case the
measured concentration is determined only by the PNC
counting efficiency. However due to diffusion all VPRs have
losses that increase with decreasing particle size. Different
VPRs might also have different diffusion and thermophoretic
losses and thus different penetrations curves. Typical
penetration curves of VPRs are shown in Figure 3. Two of
them are based on the minimum requirements of the World
Harmonized Light Duty Test Procedures (WLTP) and the Air
Recommended Practice (ARP) for sampling exhaust gas of
aircraft turbines [13, 14]3. The PMP curve shows a typical
curve for commercial VPRs with evaporation tubes (ET). The
fourth curve is based on a prototype system based on ejector
diluters. The prototype was the VPR that was used for the
Round Robin exercise for the determination of the calibration
procedures of the VPRs [15]. Approximately 10% losses were
found down to 30 nm and diffusion losses were added for a
case of a tube with 3 s residence time as allowed in the current
legislation.
Figure 3 shows that for particles <23 nm the losses increase
rapidly. Penetrations of 10 nm particles at the VPRs are
between 15% and 40%, but could be 70% at prototype
systems. Below 5 nm the penetration could practically be 0 for
some systems. These results indicate that measurements
below 10 nm are difficult and will have high uncertainty,
because high correction factors are needed. For example, the
measurement of a solid core mode with the existing systems
will need a correction factor of at least 2.
Figure 3. Typical penetration curves of VPRs and minimum
requirements based on WLTP and ARP.
In order to take into account particle losses inside the VPR,
legislation corrects the PNC measurements with a mean
Particle number Concentration Reduction Factor (PCRF). This
3. Although not studied in detail, the aviation sector introduced a non-volatile
particle number standard with lower cut-off size at 10 nm [13, 14]. However, the
calibration procedures for the VPRs are different.
Downloaded from SAE International by Barouch Giechaskiel, Wednesday, October 01, 2014
Giechaskiel et al / SAE Int. J. Fuels Lubr. / Volume 7, Issue 3 (November 2014)
mean PCRF is determined by calibration of the VPRs with
monodisperse solid particles of 30, 50 and 100 nm and
concentration >5000 p/cm3. The ratios of 30 nm and 50 nm
particles PCRFs have to be <1.3 and 1.2 times the 100 nm
PCRF (see Figure 1). Table A1 in the Appendix shows what a
system reports compared to the true inlet concentration for
different cases:
PMP-23: PNC with d50% at 23 nm and VPR with ratio 1.30
(30 to 100 nm) and 1.12 (50 to 100 nm). The 15 nm to 100
nm ratio is 2.21. The mean PCRF is calculated from the
30, 50 and 100 nm PCRFs.
Proto-23: PNC with d50% at 23 nm and VPR with ratio
1.28 (30 to 100 nm) and 1.09 (50 to 100 nm). In this
case the 15 to 100 nm ratio is 1.55. The mean PCRF is
calculated from the 30, 50 and 100 nm PCRFs.
PMP-10: PNC with d50% at 10 nm and VPR with ratio 1.30
(30 to 100 nm) and 1.12 (50 to 100 nm). The 15 nm to 100
nm ratio is 2.21. The mean PCRF is calculated from the
30, 50 and 100 nm PCRFs.
Proto-10: PNC with d50% at 10 nm and VPR with ratio
1.28 (30 to 100 nm) and 1.09 (50 to 100 nm). In this
case the 15 to 100 nm ratio is 1.55. The mean PCRF is
calculated from the 30, 50 and 100 nm PCRFs.
PMP-10,4x: PNC with d50% at 10 nm and VPR with ratio
1.30 (30 to 100 nm) and 1.12 (50 to 100 nm). The 15 nm
to 100 nm ratio is 2.21. The mean PCRF is calculated
from the 15, 30, 50 and 100 nm PCRFs.
PMP-23 and Proto-23 are systems with different VPR
penetration curves (the Proto and the PMP in Figure 3).
PMP-10 and Proto-10 are the two PMP systems with PNCs at
10 nm instead of 23 nm. PMP-10,4x is the PMP-10 system
using the PCRF of 15, 30, 50 and 100 nm (extra 15 nm size for
the PCRF determination).
As it can be seen in Table A1 in the Appendix, for systems with
PNCs of 23 nm, the mean 30, 50 and 100 nm PCRF correction
generally slightly (5-10%) underestimates the true upstream
emissions for typical vehicle size distributions with Count
Median Diameter (CMD) between 50 and 70 nm but can
slightly overestimate for bigger sizes (see PMP-23 and
Proto-23 columns for 50-90 nm mean sizes). However, when
the CMD of the size distributions is <50 nm, the final result can
be much lower compared to the actual PN concentration
entering the VPR. Furthermore, different PN systems can
exhibit around 5% differences in the PN results, even if they
comply with the legislation requirements, due to the different
VPR penetrations (compare PMP-23 and Proto-23
percentages). For more details see [16].
Considering the systems with 10 nm PNCs it can be observed
(see PMP-10 and Proto-10 columns):
For means 50-90 nm, the measured emissions are 5-10%
higher compared to the 23 nm PN systems.
The measured values are close to the true (inlet)
emissions, thus there is a small improvement compared to
the 23 nm PNCs.
The difference between different commercial systems
remains around 5%.
For means <50 nm higher percentage of the inlet
distribution is measured compared to the PMP systems.
The percentage is still low (18%-35% for a peak at 10 nm)
but at least part of the core mode will be measured.
However, the commercial systems will have higher
differences between them and thus the measurement
variability (reproducibility) will increase for cases with solid
core modes.
If a lower cut-off size will be included in the legislation the main
question that arises is whether the mean PCRF should also
include a lower size. It can be observed from Table A1 that the
mean PCRF that includes the 15 nm results in >50%
overestimation of the true PN emissions, assuming that the
typical size distribution remain between 50 and 90 nm (see
column PMP-10,4x). Thus, even when the lower cut-off size is
reduced the mean PCRF determination should remain the
same (i.e. it should be determined only at 30, 50 and 100 nm).
This would also help keeping the same calibration procedures
as in the past. A requirement for e.g. the 15 nm PCRF
compared to the PCRF of 100 nm should be added
nevertheless to ensure systems with minimum losses. Ideally
this value should be <2 but a value of 2.2 seems also
acceptable.
One other issue with the introduction of lower sizes is the
aerosol that can be used for the calibration of the VPRs.
Generally it is difficult to produce 10-15 nm (e.g. with atomized
NaCl, CAST and spark discharge graphite generators) at
adequate concentrations. Silver generators could be used, but
with these generators it's very difficult to generate bigger
particles (e.g. 100 nm). One generator that could be used for
such wide range is the mini CAST generator. The thermal
stability of the small nanoparticles however has to be ensured.
It should be also realized that such small particles do not
necessarily have the same properties as soot but are more
PAH like due to the short residence time in the flame [17, 18].
Formation of Particles in the VPR
Some researchers [19, 20] suggested pyrolysis and/or charring
of semi-volatiles in the evaporation tubes or the
thermodenuders. This actually means formation of a solid core
particle mode artifact, i.e. hydrocarbons will be counted as
solid particles. The pyrolysis or charring of organic carbon that
occurs during elemental carbon/organic carbon analysis
depends on many factors, especially temperature, but also
composition and amount; however at 300C should be
minimum [21]. Alternatively, dehydration may be occurring
where the sulfuric acid is removing hydrogens from the organic
carbon, leaving just solid carbon that is measured in the
particle phase. In this case, an analogous reaction is the
well-known reaction of sucrose with strong sulfuric acid [22].
Downloaded from SAE International by Barouch Giechaskiel, Wednesday, October 01, 2014
Giechaskiel et al / SAE Int. J. Fuels Lubr. / Volume 7, Issue 3 (November 2014)
Another hypothesis is that n-alkanes are oxidized on the hot
metal tube walls heterogeneously and then react with sulfuric
acid to produce a non-volatile salt [20]. The explanation that
sulfate is a precursor to solid particles is supported by the fact
that experiments with pure hydrocarbon particles showed no
solid particles and that formation of solid particles was only
observed in the thermodenuder and not the catalytic stripper
(CS) with sulfur trap [19]. The sulfur trap in the CS probably
removed the sulfuric acid precursors that may be required for
the solid particles to form. More studies are needed to
thoroughly understand the mechanism of particle formation in
the heated tubes and no conclusions can be drawn by the
limited number of studies that mentioned this issue.
Volatile Removal Efficiency of the VPR
European regulations require hot (150C) dilution at least 10:1
followed by an evaporation tube at 350C. The volatile removal
efficiency is checked at the lowest dilution setting with >30 nm
tetracontane particles with concentration >104 p/cm3. The
volatile removal efficiency should be >99%.
Evaporation Tube (ET)
The following sections will discuss the following topics
(theoretically and experimentally):
Volatile removal efficiency of an evaporation tube
(incomplete evaporation).
Re-nucleation after an evaporation tube.
Evaporation
The residence time and the volatile particle concentration affect
the removal efficiency, thus this method should be used
downstream of a dilutor to avoid supersaturation and renucleation as the aerosol exits the evaporation tube and cools
[23]. Experiments showed that 30 nm heavy alkane
(tetracontane) particles can be removed with >99% efficiency
in a heated tube with aerosol temperature >200C, with
decreasing efficiency for larger particles [23]. The evaporation
is extremely fast (ms) thus the residence time in most
evaporation tubes (>0.2 s) in enough. Experimentally it was
shown that mass of 0.1 mg/m3 tetracontane could be removed
[23] or even higher [24] for various PMP systems. Limited
number of tests at different evaporation tube temperatures
(300C and 500C) with real exhaust aerosol haven't shown
any difference in the results of PNCs with d50% at 3 nm
indicating that the incomplete evaporation of the nucleation
mode is not likely for diesel vehicles [25].
Re-Nucleation of Hydrocarbons
It was estimated that homogeneous nucleation of evaporated
hydrocarbons (tetracontane) vapor at the evaporation tube exit
can only occur at extremely high concentrations (>107 p/cm3 30
nm or 3 mg/m3) [23]. At lower concentrations, some
condensation may occur onto the solid particles, but this will
not affect the solid PN concentration.
A diesel vehicle without an oxidation catalyst could emit
concentrations of organics up to 70 mg/m3 (e.g., [26]) although
usually much lower concentrations are measured (e.g., 5 mg/
m3 in [27]). Lower volatile emissions are expected for diesel
engines with oxidation catalyst (<1 mg/m3) but can be much
higher at higher speeds probably due to desorption of volatile
material from the exhaust pipe walls (>4 mg/m3) [28]. During
regeneration of Diesel Particulate Filters (DPF) high emissions
of nucleation mode particles are observed. Hydrocarbons and
sulfur compounds from fuel and lube oil that accumulate in the
soot layer in a DPF are released during the high regeneration
temperatures. Measurements of the emitted number
distribution from the full dilution tunnel (CVS) during
regeneration showed that the mean nucleation mode diameter
can be up to 40 nm [29]. Estimates of the mass concentration
of nucleation mode particles (assuming a density of 1 g/cm3)
give >5 mg/m3.
From the previously mentioned values, the maximum value of
70 mg/m3 translates to a maximum mass concentration of 1.5
mg/m3 entering the evaporation tube (considering a dilution
ratio of 5 at the full dilution tunnel and 10 at the primary diluter).
This mass concentration is lower than the necessary for
re-nucleation.
Mopeds (2-stroke) have much higher emissions of organics
that can reach 700 mg/m3 [28]. This translates to >10 mg/m3 at
the outlet of the evaporation tube. Such a high concentration
can result in re-nucleation. Thus for mopeds a higher primary
dilution is necessary (e.g. >100:1).
Re-Nucleation of Sulfuric Acid
An empirical equation can be used to determine the critical
concentration Ccrit (g/m3) of gas-phase sulfuric acid that
produces a binary H2SO4-H2O nucleation rate of 1 p/cm3s [30]:
Where RH is the relative humidity (0 to 1) and T is the
temperature in K. The empirical equation which fits the
H2SO4-H2O binary nucleation rate, predicts a critical mass
concentration of the order of 0.7-3.5 g/m3.
Emitted sulfate concentrations can reach 10 mg/m3 at high
speeds when an oxidation catalyst is present and high sulfur
fuel is used (280 ppm) [26]. If there is no oxidation catalyst
sulfate emissions will be lower, e.g., a heavy-duty engine could
emit 200 g/m3 [31]. Thus, the maximum mass concentration
at the evaporation tube inlet (after a dilution at the CVS and the
primary diluter of the VPR of 510) should be less than 200 g/
m3 (with catalyst) or 4 g/m3 (without catalyst) for vehicles with
high sulfur contents. So re-nucleation of sulfuric acid is highly
likely.
Assuming a sulfur content of 3-10 ppm for the fuel and
2000-10000 ppm for the lubricant, as well as an oil
consumption equivalent to 0.1-0.2% of fuel, one estimates an
engine-out SO2 concentration in the range of 0.5-3 ppm.
Downloaded from SAE International by Barouch Giechaskiel, Wednesday, October 01, 2014
Giechaskiel et al / SAE Int. J. Fuels Lubr. / Volume 7, Issue 3 (November 2014)
Reported SO2 to SO3 conversion efficiencies for the exhaust
temperatures lie in the range of 30-100% for platinum based
oxidation catalysts [26], but much less for palladium based
catalysts. Thus the SO3 concentration at the exit of the
evaporation tube could be around 0.01-0.3 ppm (assuming a
primary dilution of 10) or approximately 10-300 g/m3. These
values are much higher than those required for nucleation.
The nucleation rates can be further enhanced from the release
of sulfur previously stored in the oxidation catalyst [26, 32], but
also due to some ammonia slip. Trace amounts of ammonia (5
ppt) may significantly enhance the binary nucleation rate of
sulfuric acid and water [33]. The relevance of ammonia in the
formation of secondary particles from diesel exhaust was
highlighted through both numerical calculations [34] but also
volatility and hygroscopicity measurements [35]. In [36], they
performed a detailed characterization of the particle emissions
of a Euro III heavy-duty diesel engine retrofitted with a DPF
followed by an SCR system (Selective Catalytic Reduction of
NOx), and observed the formation of secondary nanoparticles
in the SCR that could be detected with a 3 nm d50% PNC
downstream of a VPR.
Some studies have shown experimentally that re-nucleation can
happen in PMP systems with evaporation tube. For example, in
[25, 37], they found different results for emissions <23 nm when
they changed the PCRF, due to the different volatile nucleation
mode formation and contribution to sub-23 nm concentration.
There is no available info regarding the organics or sulfates in
their studies but low sulfur fuels were used.
Growth
The sulfuric acid nucleis (critical clusters) are approximately
1-1.5 nm [38]. High concentrations of H2SO4 and proper
residence time are needed to grow them to 3 nm in diameter
[38]. Other mechanisms suggest heterogeneous reactions of
alkenes with the nucleis [39] or formation of H2SO4 with
organics clusters from the beginning of the nucleation process
[40]. Nevertheless, the clusters cannot grow to bigger sizes
without existence of organics [42]. With organics they can grow
usually to sizes <10 nm [42], in agreement with experimental
data showing a nucleation mode of 6 nm (1011 cm3 organics)
[43]. However, it cannot be excluded a bigger nucleation mode
(20 nm) in the presence of high amount of organics (1014 cm3
organics, residence time 1 s) [44]. Approximately 1 ppm of
propane corresponds to 11012 cm3 [45]4. Thus it can be
assumed that with concentrations >100 ppm at the outlet of the
ET the re-nucleated particles can grow to sizes of 20 nm.
Assuming a dilution of 5 in the CVS and 10 in the primary
diluter of the VPR this translates to a concentration of 5000
ppm at the tailpipe, which is a concentration that can be
reached during cold starts or with mopeds. As it was shown
theoretically in [41], the growth of particles (nucleis) depends
on their concentration, the available surface of the soot, the
4. To convert it to typical hydrocarbons found in exhaust gas (e.g. hexadecane)
the corresponding molecular weights should be taken into account (e.g. multiply
with 44/226). For the estimation a correction factor of 10-30% has to be applied
in order to take into account the fraction of total organics potentially condensing
on the particulates phase [45].
concentration of condensable species, and the temperature.
Note that high dilution, although it can reduce the available
concentration of organics it can reduce also the concentration
of nucleis, and thus can lead to higher growth rates of the
formed nucleis [41]. Growth rates of 6-24 nm/s were measured
for a heavy-duty engine with 8 mg/m3 organics emission [41].
Quantification of Error with Lower Cut-Off
Typically the re-nucleated particles after the evaporation tube
will have diameters less than 23 nm, and hence they will not be
counted by the PNC. However, if a counter with a lower cut-off
size is used, large differences in particle concentrations might
be obtained.
In a study [28] a nucleation mode with concentration 7.0108 p/
cm3, CMD=19.5 nm (geometric standard deviation 1.35) was
reduced to 9.0107 p/cm3, CMD=7 nm (geometric standard
deviation 1.35) in a VPR (vehicle with 280 ppm sulfur in the
fuel). The accumulation mode of the specific test had
concentration 3.0107 p/cm3, CMD=52 nm (geometric standard
deviation 1.95). A PNC with d50%=23 nm would measure 0% of
the remaining nucleation mode. A PNC with d50%=10 nm would
measure 12% of the remaining nucleation mode which is still a
35% error in the measurement of the non-volatile particles.
Note however that the primary dilution that was used was low
(around 10) in order to have high enough concentration for the
size distribution measurement. Nevertheless, lowering the
cut-off size of the PNC would be advisable only when low
enough concentrations of volatile materials at the inlet of the
PN system can be ensured.
OTHER ALTERNATIVES TO VPRs
In addition to the evaporation tube, two other methods are
used to remove volatile components: adsorption and oxidation
(Figure 4, Table A2 in the Appendix) [46].
Figure 4. Methods to remove volatile components by a) evaporation, b) adsorption
on activated carbon, and c) oxidation by a catalytic stripper. From [46].
Downloaded from SAE International by Barouch Giechaskiel, Wednesday, October 01, 2014
Giechaskiel et al / SAE Int. J. Fuels Lubr. / Volume 7, Issue 3 (November 2014)
Thermodenuder
Volatile material can be removed from the exhaust gas by a
thermodenuder [47, 48, 49]. In this case the sample is first
heated to a well-defined temperature to evaporate semi-volatile
species, and is then passed through an unheated section
containing adsorbing material, most often activated carbon,
which adsorbs most of the evaporated components and
reduces their vapor pressure. The denuder removes the
volatile and semi-volatile materials from the gas flow and,
therefore, permits much lower dilutions to be used than the
evaporation technique. However, dilution is still recommended
to decrease concentrations and prolong the lifetime of the
active carbon.
The operating temperature of thermodenuders is set around
250C, which is considered sufficient for nucleation mode
elimination [50]. Aerosol particles have slower diffusion
velocities than the vaporized species, which allows the
denuder to preferentially remove gaseous species, but not
particles. However, the procedure is more complicated than an
evaporation tube and requires more maintenance. The
adsorption efficiency of activated carbon decreases with time,
and it has to be replaced before breakthrough occurs.
However, there is no clear indicator when breakthrough might
happen. Particle deposition can also decrease the lifetime of
the thermodenuder [51]. The thermodenuder incurs particle
losses, mainly due to thermophoresis in the adsorbing section,
typically about 25-30%. These are mainly size independent,
but the additional length of the denuder section increases
size-dependent diffusion losses relative to the evaporation
tube. Interestingly, special designs with laminar flow can avoid
the thermophoretic losses [52]. Experimental evidence from the
Particulates project gave reasonable results in terms of
measurement repeatability utilizing thermodenuders [53].
However, later evidence from the PMP work raised concerns
for thermodenuder suitability for solid particles separation in
the small particle size range, especially in cases of low solid
particle concentrations or unknown chemical composition (i.e.
from DPF equipped vehicles) for regulatory purposes [54].
Some experimental studies showed that the removal efficiency
is not always as high as expected [24] or even solid particles
might be formed [19]. In [24], a thermodenuder had high
volatile removal efficiency for monodisperse 30 nm
tetracontane aerosol at concentration 8104 p/cm3. However,
for polydisperse distributions (CMD 35 nm and concentration
106 p/cm3 or CMD 170 nm and concentration 104 p/cm3) a
small peak remained at 15 nm, while the PMP systems could
remove them. Similarly in [19], the thermodenuder created an
artifact when was used with atmospheric aerosol or
tetracosane particles. At concentrations of 380 m3/cm3, the
peak of the formed nucleation was >10 nm. The artifact was
stronger with co-existence of sulfuric acid.
Catalytic Stripper (CS)
The catalytic stripper [55] has been proposed to be a more
effective approach if accurate determination of sub-23 nm solid
particles is necessary. The CS utilizes an oxidation catalyst to
oxidize volatile hydrocarbons and binds sulfates (chemical
approach). These components are removed from the sample
flow, thus eliminating the risk for subsequent nucleation or
recondensation.
The first CS [55] consisted of a commercial oxidation catalyst
heated to 300C that was followed by a cooling coil tube to
reduce temperature to ambient levels. Subsequent work
combined a similar CS with a downstream vortex tube diluter to
minimize thermophoretic losses [56]. A downsized CS replaced
the evaporation tube in a PMP compliant system [57]. Another
version of the CS employed a sulfur trap upstream of the
catalyst to protect the oxidation catalyst from SO2 adsorption
[58]. The system was used to investigate the non-volatile part
of vehicle emissions [20, 59] and was recently found superior
to a thermodenuder [19]. Recently a new CS was introduced
which consists of an oxidation catalyst followed by a sulfur trap
[60, 61], and was found superior to the PMP method for sub-23
nm particles [62, 63].
Particle losses: Typically the losses of CS are due to diffusion
and thermophoressis. Without any dilution downstream of the
CS, they are around 25% for 50-100 nm particles. With dilution
they are 5-10%. The 50% penetration is around 10 nm [61, 62].
However, optimized designs for 10 nm particles have also been
reported with >80% penetration [56].
Oxidation efficiency of particle hydrocarbons: The removal
efficiency of a CS was 96% for 30 nm tetracontane particles
and further decreased at larger sizes, for CS operation at
300C and a flowrate of 1.5 lpm [63]. This shows that the
specific CS alone was not compliant with the legislation (PMP)
requirements (>99% removal of >30 nm tetracontane
particles). The removal efficiency was increased to >99% when
the temperature of the CS was raised to 350C, or when
heating the sample at 250C prior to the CS or when the
residence time in the CS was increased (0.3 lpm flowrate). The
removal efficiency with pre-heating and high residence time
(0.3 lpm) was found 99.6% even when the CS was challenged
with a high concentration of large particles (1.3105 p/cm3 of
75 nm). In another study [61], the CS fully removed
monodisperse tetracontane particles as large as 220 nm at a
concentration of 10000 p/cm3. Tetracosane particles could be
removed even more easily [19]. A CS downstream of a hot
dilution could remove up to 70 nm particles with efficiency of
>99.6% and 100 nm particles with >97% [57]. The removal
efficiencies with an evaporation tube (ET) instead of the CS
were 90% and 70% respectively. Another CS in a PMP system
(i.e. downstream of a hot diluter) [64], could remove completely
2107 p/cm3 (i.e. 2106 p/cm3 at the inlet of the CS)
polydisperse tetracontane aerosol with CMD 60 nm. The PMP
system without the CS (only ET) left a residual at <10 nm with
inlet concentration of 1107 p/cm3 (CMD at 100 nm). These
concentrations translate to masses of up to 0.2 mg/m3 that can
be efficiently removed.
Downloaded from SAE International by Barouch Giechaskiel, Wednesday, October 01, 2014
Giechaskiel et al / SAE Int. J. Fuels Lubr. / Volume 7, Issue 3 (November 2014)
Oxidation efficiency of gas hydrocarbons: In one study [62] the
CS was capable of fully oxidizing hydrocarbon species even at
particularly high concentrations, achieving a conversion of
more than 99% in all cases. The maximum hydrocarbons
concentration used (>4% v/v) was much beyond any level that
the CS could be exposed at in combustion aerosol
measurements. For example, 2-stroke mopeds are amongst
the highest combustion sources of hydrocarbons with levels
reaching 50 mg/m3 in the CVS or 700 mg/m3 in the raw
exhaust [28]. The CS was challenged with 4% v/v hydrocarbon
concentration or 26000 mg/m3 which was more than 35 times
higher than the raw exhaust moped emission level. However
since the tests were conducted with a relatively light
hydrocarbon (decane), the high efficiency ought to be
confirmed in actual measurements with such vehicles.
The hydrocarbon tests indicate that the removal of
hydrocarbons in the gaseous phase is much more efficient
than their removal in the particulate phase. This is consistent
with the much higher mass transfer rates of gases than
particles to the catalyst surface.
Removal efficiency of sulfuric acid: Evaluation of the CS with
sulfuric acid also showed high removal rates. For a CS without
sulfur trap in a PMP system 30 g/m3 of sulfuric acid could be
efficiently be removed (i.e. 3 g/m3 at the inlet of the CS, 2106
p/cm3) without any residuals. In comparison, the PMP systems
without the CS (only ET) had a residual <20 nm peaking at 10
nm with the same challenge aerosol. For a CS with sulfur trap,
sulfuric acid re-nucleation was not observed until the challenge
concentration was higher than 10 mg/m3 [61].
Sulfur storage capacity: In one study of a CS with sulfur trap
the sulfur storage capacity was estimated to be approximately
6.1 mg or 0.68 g/liter of catalyst volume [62]. However, particle
size distribution measurements downstream of the CS
revealed that sulfate particle formation was initialized after
exposure to sulfur (SO2). Particle size gradually grew with time,
starting from 5 nm geometric mean diameter to reach 50 nm,
following the increase and stabilization in outlet SO2
concentration. Hence, the sulfur storage capacity before sulfate
particle formation could be detected was approximately 2.4 mg,
i.e. only about 40% of total sulfur storage capacity. The
minimum sulfur capacity identified in that study (2.4 mg)
corresponded to an exposure of the CS in raw exhaust for
approximately 3000 km of driving distance. Considering that
the European type-approval driving cycle (NEDC) is around 11
km and lasts for 20 min, the CS would be saturated in
approximately 90 h of operation in raw exhaust. This value
increases proportionally with dilution upstream of the CS. For
example, the dilution ratio upstream of the CS would be at
least 100:1 in typical PMP application (i.e. sampling
downstream of a CVS and a primary diluter), thus increasing
the CS operation time to 9000 h or 300.000 km of driving
distance before any sulfate particles would be detected.
Ammonium sulfate: A CS in a PMP system could evaporate
ammonium sulfate particles but a residual remained due to the
production method [56]. In another study [64], the CS in the
PMP system started to show some breakthrough for particles
only at high inlet concentration conditions around 1107 p/cm3
(i.e. inlet of CS 1106 p/cm3 or mass 846 g/m3). The VPR
equipped with the ET showed comparable breakthrough at one
order of magnitude lower concentration.
EXPERIMENTAL INVESTIGATION AT JRC
In order to investigate the robustness of the PMP protocol
some tests were conducted at the Joint Research Centre
(JRC) of European Commission in Ispra, Italy with a DPF
vehicle during non-regenerating and regenerating cycles and a
2-stroke moped.
DPF (No Regeneration)
DPFs capture most of the solid particles and due to the lack of
solid surface area homogeneous nucleation is favored. Figure
5 shows the formation of such nucleation mode at the last part
of a Real Driving Emissions Cycle (RDE) downstream of the
PMP system, as measured with a PNC with cut-off size at 3
nm.
Figure 5. Emissions over a RDE cycle.
At the beginning of the cycle emissions are 108 p/s (>23 nm)
and 109 p/s (>3 nm). It should be noted that emissions 109 p/s
are the background level of the >3nm PNC. The PCRF was
10010. At the last part of the cycle the emissions >23 nm
remained at low levels, while the >3 nm emissions increased to
1011 p/s. An Engine Exhaust Particle Sizer (EEPS) connected
to a PMP system at the tailpipe (PCRF 1515) was at its
detection limit all the time for the WLTC (1010 p/s) and didnt
detect such a nucleation mode. It is possible that the
nucleation mode was never formed inside the PMP system
connected to the tailpipe due to the hot sampling. It is also
possible that this nucleation mode was formed during cooling
Downloaded from SAE International by Barouch Giechaskiel, Wednesday, October 01, 2014
Giechaskiel et al / SAE Int. J. Fuels Lubr. / Volume 7, Issue 3 (November 2014)
downstream of the evaporation tube but remained at small
sizes (<6 nm). It cannot be excluded that desorption from the
tubes between the vehicle and the CVS enhanced it at the
CVS system. Smaller nucleation mode was observed at the
World Harmonized Light Duty Test Cycle (WLTC). No
nucleation mode was observed during the NEDC, where the
exhaust gas temperature is lower.
DFP (Regeneration)
During regeneration high temperatures are encountered and
volatile material desorbs from the tailpipe and the
aftertreatment devices. Figure 6a shows the emissions during
such an event:
volatiles that re-nucleated in the VPR originate probably from
the vehicle because other systems connected at the tailpipe
without thermal pretreatment also had such high increase of
concentration (not shown). Since the EEPS that measures >6
nm couldn't detect them, it means that the nucleation mode
remained at low sizes (<6 nm) or was never formed. Another
source of the volatiles could be the tube between the vehicle
and the CVS which experienced higher temperatures than
usually.
As Figure 6b shows the particle emissions couldn't be
correlated with the light gaseous hydrocarbons (sampled at
190C with a Flame Ionization Detector). No info was available
for heavier hydrocarbons. Hydrocarbons were high at the
beginning of the regeneration (at 660 s) (seen also as increase
of the DPF temperature). The particle concentration on the
other hand increased some minutes later because the filtration
efficiency dropped (at 800 s). However the sub-23 nm increase
was initiated when the tailpipe temperature exceeded 400C,
which is a temperature never experienced before (at 1200 s).
Moped (2-Stroke)
Traditional two-stroke engines are not highly efficient because
the scavenging phase loses up to 30% of the unburned fuel/oil
mixture into the exhaust. In addition, a portion of the exhaust
gas remains in the combustion chamber during the cycle.
These inefficiencies contribute to power loss when compared
with 4-stroke engines but also to a high amount of unburned
fuel. Thus, in the case of mopeds, the VPR is exposed to very
high concentrations of semi-volatile material.
Figure 7 shows the particle emissions over the 8 (identical)
repetitions of the ECE-47 cycle for different protocols:
Figure 6. Emissions during a regenerating WLTP cycle.
Particles >23 nm after a VPR with evaporation tube (ET)
(PMP protocol) (connected to the CVS).
Particles >23 nm after a VPR with evaporation tube (ET)
(PMP protocol) but connected to the tailpipe.
Particles >3 nm after a VPR with evaporation tube (ET)
(connected to the CVS),
Particles >6 nm after a VPR with evaporation tube (ET)
but connected to the tailpipe (with an EEPS).
The PMP emissions at the CVS (PCRF 10010) and the
tailpipe (PCRF 1515) are identical (within 7%). The same
applies for the >6 nm emissions (within 15%). However the >3
nm emissions are extremely high at the last third of the cycle
indicating that particles were formed inside the VPR. These
Total particles >3 nm.
Particles >3 nm after a VPR with evaporation tube (ET).
Particles >10 nm after a VPR with evaporation tube (ET).
Particles >23 nm after a VPR with evaporation tube (ET)
(PMP protocol).
As it can be seen, downstream of the VPR the >3 nm particle
emissions are much higher compared to those in the CVS
tunnel (Total). This indicates formation of particles in the VPR
(downstream of the ET). The difference of >3 nm and >23 nm
is more than one order of magnitude at the firs repetition (cold
start) and decreases as the engine heats up. The lambda value
was <1 at the beginning of the cycle and this resulted in
incomplete combustion and high emissions of hydrocarbons.
Note that the dilution was >15 at the CVS even at the
maximum speed of the moped, the primary dilution of the PMP
system was 1000 and the secondary 10. Thus the artifact could
be observed even with very high dilution. Note that the PMP
protocol (which measures > 23 nm) gives the correct result and
can be considered robust. However, the mean of the size
distribution of the moped was around 20 nm, thus, although the
PMP is not prone to volatile artifact, it missed many of the solid
Downloaded from SAE International by Barouch Giechaskiel, Wednesday, October 01, 2014
Giechaskiel et al / SAE Int. J. Fuels Lubr. / Volume 7, Issue 3 (November 2014)
particles (>70%). A PNC with cut-off size at 10 nm measured
most of them and it was not affected by the volatiles,
confirming that they couldn't grow to 10 nm size. 4-stroke
mopeds didn't show this high difference between >3 nm and
>23 nm concentrations. The more efficient combustion results
in lower amount of hydrocarbons.
Euro 5b limit 61011. Thus increasing the PCRF increases the
zero levels of the systems but still they remain at very low
levels.
One point that needs attention is that the high dilution might
mask issues with the PMP system (e.g. a leak). Typically the
leaks are examined by measuring filtered air. The PNC should
measure <0.5 p/cm3. With a PCRF of 2000 this translates to
1000 p/cm3 entering the system. In many labs this
concentration is the ambient air concentration and thus a leak
might not be detected. When using high PCRFs the user
should be confident that the system has no leaks e.g. by
following the manufacturers recommendations (e.g. underpressure leak check) or measuring much lower than 0.5 p/cm3
with the PNC.
RECOMMENDATIONS FOR SUB-23 NM
PARTICLE MEASUREMENTS
Figure 7. Emissions of a 2-stroke moped.
High Dilution and Zero Levels
From the discussions so far it seems feasible to measure >10
nm with the existing VPR systems (i.e. evaporation tube) as
long as high hot primary dilution is used. However, the higher
the dilution, the higher the zero (background) levels. This is
shown in Figure 8, where the real time signals of two identical
PMP systems measuring the same DPF vehicle are compared:
one was connected to the tailpipe with dilution (PCRF) 1515
and the other to the CVS with dilution (PCRF) 10010.
The results so far showed that the PMP method is robust.
However sometimes for research purposes there is a need for
measurements below 23 nm. For such cases the following
recommendations should be taken into account:
The setup has to be well pre-conditioned. The setup
should reach at least the temperature that will be
experienced during the test. For example, a gasoline
vehicle at high speed (e.g. 130 km) could be used for
pre-conditioning. The setup can be assumed to be well
pre-conditioned when the fraction of sub-23 nm particles is
very low or has been stabilized. This can be checked e.g.
by increasing the PCRF 10 times. Addition of a system at
the tailpipe (for pre-conditioning study) would be helpful to
confirm that this sub-23 nm particles fraction is solid and
not an artifact.
Decreasing the size to approximately 10 nm seems
feasible with existing PMP systems. VPRs should be used
with high dilution (primary dilution >100:1). Note that even
with primary diluter PCRF 1000, and PNC concentrations
<1000 p/cm3, artifacts can happen because they depend
on the volatile species' concentration. These artifacts were
at sizes <10 nm in the tests conducted here.
Special attention is needed when the soot levels are low
(e.g. with GPFs and DPFs) because nucleation is favored.
When high sub-23 nm concentrations are measured
(>100% higher than <23 nm, at emissions 1011 p/km)
the tests should be repeated with 10 times higher PCRF.
For lower than 1010 p/km concentrations high differences
of <23 nm and >23 nm emissions could be due to
the background noise of the instruments. For so low
concentration levels a CS with low dilution could be an
alternative that needs to be investigated.
PMP systems with ET and CS devices with both 23 nm
and 10 nm PNCs are recommended to be used in parallel
whenever it is possible. By studying differences between
different systems more insight can be gained on their
protocol's efficiency.
Figure 8. Comparison of tailpipe and CVS measurements with different
PCRFs.
Although the tailpipe PMP system can follow the cycle, the
CVS PMP system measures close to its zero levels and can
only see some peaks. The final results are 2.8109 p/km and
5.9109 p/km for the tailpipe and CVS systems respectively.
Although it is a >100% difference between the two systems,
the levels are more than 2 orders of magnitude lower than the
Downloaded from SAE International by Barouch Giechaskiel, Wednesday, October 01, 2014
Giechaskiel et al / SAE Int. J. Fuels Lubr. / Volume 7, Issue 3 (November 2014)
Organics, sulfates and nitrates measurements are
recommended in order to correlate the volatile artifact with
specific compounds.
To measure below 10 nm the following points need attention:
A dilution system with minimum losses of sub-10 nm is
necessary.
A full flow CPC with low cut-off size is important to reduce
uncertainties.
A catalytic stripper well documented is necessary,
especially for the following: Oxidation efficiency, sulfur
removal efficiency, sulfur storage capacity and SO2 to SO3
conversion.
SUMMARY/CONCLUSIONS
Particle Number (PN) measurement systems consist of a
Volatile Particle Remover (VPR) and a Particle Number
Counter (PNC). The VPR removes volatile particles and dilutes
the sample. The PNC measures the number concentration of
particles >23 nm in order to exclude possible confounding of
measurements by low volatility species present as nucleation
mode particles, while including the primary soot (spherule) size
of 23 nm. The legislated method has been proven to be robust
enough with no indications of any volatile interference.
However, sometimes it's important to measure solid particles
below 23 nm, especially for investigating the emissions of new
engine technologies.
Target of this report was to investigate whether it is possible to
measure <23 nm particles. In other words it was investigated i)
whether commercial PN systems can easily be modified to
lower cut-off sizes, ii) whether a lower than 23 nm size
increases significantly the measurement uncertainty and iii)
whether the VPRs are sensitive to volatile interference at lower
sizes.
Lowering the cut-off size of the PNC is feasible and probably
advantageous (less dependence on particles' material) for the
calibration and the actual emission measurements. The cut-off
size of existing PNCs can change (permanently or
interchangeably) down to 7-10 nm relatively easily only with
software modifications. For VPRs, their losses increase
significantly with decreasing size and typically reach >50% at
10 nm.
Lowering the cut-off size of the systems can increase the
measurement uncertainty for two reasons: 1) The used mean
Particle Concentration Reduction Factor (PCRF) might be a
non-representative average for the measured size distributions.
2) The differences between commercial systems will increase
due to different penetrations at lower sizes. The first issue can
be minimized by continuing using the mean PCRF of 30, 50
and 100 nm particles and the second by giving permitted
ranges of penetrations for smaller particles. Theoretical
calculations showed that by lowering the cut-off size, the
measurement uncertainty due to differences in the penetrations
of commercial systems will not be affected for typical size
distributions (between 50 and 90 nm). However, for smaller
than 50 nm means, the uncertainty is expected to increase,
due to the differences of the penetration curves of the
commercial systems.
Another reason for increased variability can be the formation of
solids: There are indications that solid 10 nm particles can be
formed by hydrocarbons and sulfuric acid in the evaporation
tube but this needs further investigation.
Another danger when lowering the cut-off size is the inefficient
volatile removal efficiency of the VPR. Generally, the
evaporation tube can evaporate volatiles and semi-volatiles
efficiently. Organics re-nucleation at the outlet of the
evaporation tube seems unlikely except in the case of mopeds
with low dilution ratios. However the re-nucleation of sulfuric
acid is very possible even for low sulfur fuels. The nucleis are
in the range of 1-1.5 nm and can grow to >10 nm depending on
the availability of organics.
The experimental studies so far have shown that the PMP
protocol with the 23 nm cut-point is robust because rarely the
particles grow in that range after the VPR. Lowering the cut-off
size to 3 nm can lead often to wrong results due to renucleation downstream of the VPR (i.e. measuring volatiles as
solid particles): This could happen when the soot surface is low
(e.g. with particulate filters), during regeneration (high exhaust
gas temperatures) or when the concentration of organics is
high (e.g. mopeds). The re-nucleated particles are usually
small in size and do not grow more than 10 nm when the
dilution is high enough, in agreement with most studies.
Nevertheless, for measurements below 23 nm alternative
methods are also recommended. The catalytic stripper appears
to handle higher semi-volatile concentrations more effectively
than the thermodenuder and evaporation tube. On the other
hand, particle losses are somewhat larger. The risk to form
sulfate particles due to the oxidative environment in the
catalytic stripper may pose a limitation in exhaust aerosol
treatment, especially when high sulfur fuels. Introduction of
such a system in the legislation needs extra specifications and
requirements. For example, the procedures for the evaluation
of the oxidation efficiency have to be determined (e.g. a
specific hydrocarbon at a specific concentration). The onsite
periodic check of the oxidation efficiency is also desirable.
Another important characteristic is the SO2 to SO3 conversion.
A high conversion ratio might create nucleation mode particles
due to sulfuric acid nucleation that under a normal PMP system
wouldn't appear (the SO2 doesn't nucleate). A very critical
requirement is the sulfur storage capacity. This could be
checked with SO2 gas analyzer or with particle measurements.
However, when the CS is sulfur saturated it cannot be used,
unless regenerated. Thus, there is no simple way to check this
onsite. The sulfur storage life time depends on engine
conditions and dilution ratios used and thus is extremely
Downloaded from SAE International by Barouch Giechaskiel, Wednesday, October 01, 2014
Giechaskiel et al / SAE Int. J. Fuels Lubr. / Volume 7, Issue 3 (November 2014)
difficult even to estimate it during the real life operation of the
system. The CS approach was followed in the aviation sector
where particles >10 nm had to be measured.
The main conclusion of this study is that due to extreme losses
in the sub-10 nm range and the possibility of artifacts (renucleation or pyrolysis) for legislation reasons the sub 10 nm
are not recommended. For >10 nm measurements, high
dilutions are recommended in order to reduce the possibility for
re-nucleation and growth of re-nucleated material. In case of
extreme differences between >23 nm and <23 nm particles
(>100% for emission levels close to the Euro 5b diesel limit),
the measurement should be repeated with 10 times higher
primary dilution (PCRF). When sub-10 nm measurements are
conducted a catalytic stripper should be used (optimized for
low sizes). Finally, it should be mentioned that in case of
lowering the cut-off size, the material for both PNC and VPR
calibration has to be re-investigated and the calibration
procedures have to be updated.
REFERENCES
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
Giechaskiel, B., Manfredi, U., and Martini, G., Engine Exhaust
Solid sub-23 nm Particles: I. Literature Survey, SAE Int. J. Fuels
Lubr. 7(3):in press, 2014, doi:10.4271/2014-01-2834.
Andersson, J., Giechaskiel, B., Munoz-Bueno, R., and Dilara,
P., Particle Measurement Programme (PMP): Light-Duty InterLaboratory Correlation Exercise (ILCE_LD)-Final report, EUR
22775 EN, 2007
Giechaskiel, B., Dilara, P., and Andersson J., Particle
Measurement Programme (PMP) Light-Duty Inter- Laboratory
Exercise: Repeatability and Reproducibility of the Particle Number
Method, Aerosol Sci. Technol. 42:528-543, 2008
Giechaskiel, B., Dilara, P., Sandbach, E., and Andersson, J.,
Particle Measurement Programme (PMP) Light-Duty InterLaboratory Exercise: Comparison of Different Particle Number
Measurement Systems, Meas. Sci. Technol. 19:095401, 2008
Giechaskiel, B., Wang, X., Horn, H., Spielvogel, J., et al.,
Calibration of Condensation Particle Counters for Legislated
Vehicle Number Emission Measurements, Aerosol Sci. Technol.
43:1164-1173, 2009
Giechaskiel, B., Wang, X., Gilliland, D., and Drossinos, Y.,
The Effect of Particle Chemical Composition on the Activation
Probability in n-butanol Condensation Particle Counters, J.
Aerosol Sci. 42:20-37, 2011
Wang, X., Caldow, R., Sem, G., Hama, N., et al., Evaluation
of a Condensation Particle Counter for Vehicle Emission
Measurement: Experimental Procedure and Effects of Calibration
Aerosol Material, J. Aerosol Sci., 41:306-318, 2010
Kesten, J., Reineking, A., and Porstendrfer, J., Calibration of a
TSI Model 3025 Ultrafine Condensation Particle Counter, Aerosol
Sci. Technol. 15:107-111, 1991
Hermann, M., Wehner, B., Bischof, O., Han, H.-S., et al.,
Particle Counting Efficiencies of New TSI Condensation Particle
Counters, J. Aerosol Sci. 38:674-682, 2007
Giechaskiel, B. and Bergmann, A., On-Site Checks of the Particle
Number Measurement Systems with Polydisperse Aerosol, SAE
Int. J. Engines 5(2):649-662, 2012, doi:10.4271/2012-01-0873.
Mamakos, A., Khalek, I., Giannelli, R., and Spears M.,
Characterization of Combustion Aerosol Produced by a MiniCAST and Treated in a Catalytic Stripper, Aerosol Sci. Technol.
47:927-936, 2013
Moore, R., Ziemba, L., Dutcher, D., Beyersdorf, A., et al. Mapping
the Operation of the Miniature Combustion Aerosol Standard
(Mini-CAST) Soot Generator, Aerosol Sci. Technol. 48:467-479,
2014
Crayford A., Johnson M., Marsh R., Sevcenco Y., et al., SAMPLE
III: Contribution to aircraft engine PM certification requirements
and standard, First Specific Contract - Final Report for research
project EASA.2010/ FC10 SC.01 2011, 2011
14. Crayford A., Johnson M., Marsh R., Sevcenco Y., et al., SAMPLE
III: contribution to aircraft engine PM certification requirements
and standard, Second Specific Contract - Final Report for
research project EASA. 2010/FC10SC.02, 2012
15. Mamakos, A., Martini, G., and Krasenbrink, A., Particle
Measurement Programme. Volatile Particle Remover Calibration
Round Robin. Report EUR 25512 EN, 2012
16. Giechaskiel, B., Mamakos, A., Andersson, J., Dilara, P., et al.,
Measurement of Automotive Non-Volatile Particle Number
Emissions Within the European Legislative Framework: A
Review, Aerosol Sci. Technol. 46:719-749, 2012
17. Maricq. M. Examining the Relationship Between Black Carbon
and Soot in Flames and Engine Exhaust, Aerosol Sci. Technol.
48:620-629, 2014
18. Giechaskiel, B., Davok, R., Giovanella, K. M., Joergl, H., et al.,
Particle Generator (APG): A Soot Generator for the On-Site
Checks of Particle Number (PN) Measurement Systems, JSAE
2013-5504, 2013
19. Swanson, J., and Kittelson, D., Evaluation of Thermal Denuder
and Catalytic Stripper Methods for Solid Particle Measurements,
J. Aerosol Sci. 41:1113-1122, 2010
20. Zheng, Z., Johnson, K., Liu, Z., Durbin, T., et al., Investigation
of Solid Particle Number Measurement: Existence and Nature of
Sub-23 nm Particles under PMP Methodology, J. Aerosol Sci.
42:883-897, 2011
21. Yu, J., Xu, J., and Yang, H., Charring Characteristics of
Atmospheric Organic Particulate Matter in Thermal Analysis,
Environ. Sci. Technol. 36:754-761, 2002
22. Shakhashiri, B., Chemical Demonstrations, Madison: University
of Wisconsin Press, 1983
23. Giechaskiel, B. and Drossinos, Y., Theoretical Investigation of
Volatile Removal Efficiency of Particle Number Measurement
Systems, SAE Int. J. Engines 3(1):1140-1151, 2010,
doi:10.4271/2010-01-1304.
24. Giechaskiel, B., Carriero, M., Martini, G., Krasenbrink, A. et
al., Calibration and Validation of Various Commercial Particle
Number Measurement Systems, SAE Int. J. Fuels Lubr. 2(1):512530, 2009, doi:10.4271/2009-01-1115.
25. Zheng, Z., Durbin, T., Karavalakis, G., Johnson, K., et al., Nature
of Sub-23-nm Particles Downstream of the European Particle
Measurement Programme (PMP)-Compliant System: A Real Time
Perspective, Aerosol Sci. Technol. 46:886-896, 2012
26. Giechaskiel, B., Ntziachristos, L., Samaras, Z., Casati, R. et
al., Effect of Speed and Speed-Transition on the Formation of
Nucleation Mode Particles from a Light Duty Diesel Vehicle, SAE
Technical Paper 2007-01-1110, 2007, doi:10.4271/2007-01-1110.
27. Ng, I., Ma, H., Kittelson, D., and Miller, A., Comparing
Measurements of Carbon in Diesel Exhaust Aerosols Using the
Aethalometer, NIOSH Method 5040, and SMPS, SAE Technical
Paper 2007-01-0334, 2007, doi:10.4271/2007-01-0334.
28. Giechaskiel, B., Chirico, R., DeCarlo, P., Clairotte, M., et al.,
Evaluation of the Particle Measurement Programme (PMP)
Protocol to Remove the Vehicles' Exhaust Aerosol Volatile
Phase, Sci. Total Environ. 408:5106-5116, 2010
29. Giechaskiel, B., Munoz-Bueno, R., Rubino, L., Manfredi, U. et
al., Particle Measurement Programme (PMP):Particle Size and
Number Emissions Before, During and After Regeneration Events
of a Euro 4 DPF Equipped Light-Duty Diesel Vehicle, SAE
Technical Paper 2007-01-1944, 2007, doi:10.4271/2007-01-1944.
30. Seinfeld, J., and Pandis, S., Atmospheric Chemistry and Physics:
From Air Pollution to Climate Change, Wiley: New York, 1998
31. Shi, J., and Harrison, R., Investigation of Ultrafine Particle
Formation During Diesel Exhaust Dilution, Environ. Sci. Technol.
33:3730-3736, 1999
32. Givens, W., Buck, W., Jackson, A., Kaldor, A. et al., Lube
Formulation Effects on Transfer of Elements to Exhaust AfterTreatment System Components, SAE Technical Paper 2003-013109, 2003, doi:10.4271/2003-01-3109.
33. Korhonen, P., Kulmala, M., Laaksonen, A., Viisanen, Y., et al.,
Ternary Nucleation of H2SO4, NH3, and H2O in the atmosphere,
J. Geophysical Research 104:26349-26354, 1999
34. Lemmetty, M., Vehkamki, H., Virtanen, A., Kulmala, M., et al.,
Homogeneous Ternary H2SO4-NH3-H2O Nucleation and Diesel
Exhaust: A Classical Approach, Aerosol and Air Quality Research
7:489-499, 2007
Downloaded from SAE International by Barouch Giechaskiel, Wednesday, October 01, 2014
Giechaskiel et al / SAE Int. J. Fuels Lubr. / Volume 7, Issue 3 (November 2014)
35. Meyer, N., and Ristovski, Z., Ternary Nucleation as a Mechanism
for the Production of Diesel Nanoparticles: Experimental Analysis
of the Volatile and Hygroscopic Properties of Diesel Exhaust
Using the Volatilization and Humidification Tandem Differential
Mobility Analyzer, Environ. Sci. Technol. 41:7309-7314, 2007
36. Czerwinski, J., Zimmerli, Y., Mayer, A., Heeb, N. et al., Testing of
Combined DPF+SCR Systems for HD- retrofitting - VERTdePN,
SAE Technical Paper 2009-01-0284, 2009, doi:10.4271/2009-010284.
37. Mamakos, A., Martini, G., and Manfredi, U., Assessment of the
Legislated Particle Number Measurement Procedure for a Euro 5
and Euro 6 Compliant Diesel Passenger Cars Under Regulated
and Unregulated Conditions, J. Aerosol Sci. 55:31-47, 2013
38. Sipil, M., Berndt, T., Petj, T., Brus, D., et al., The Role of
Sulfuric Acid in Atmospheric Nucleation, Science 327:1243-1246,
2010
39. Zhang, M., and Wexler, A., A Hypothesis for Growth of Fresh
Atmospheric Nuclei, J. Geophysical Res. 107:D21:4577, 2002,
doi:10.1029/2002JD002180.
40. Metzger, A., Verheggen, B., Dommen, J., Duplissy, J., at al.,
Evidence for the Role of Organics in Aerosol Particle Formation
under Atmospheric Conditions, PNAS, 2010, doi:10.1073/
pnas.0911330107.
41. Khalek, I., Kittelson, D., and Brear, F., Nanoparticle Growth
During Dilution and Cooling of Diesel Exhaust: Experimental
Investigation and Theoretical Assessment, SAE Technical Paper
2000-01-0515, 2000, doi:10.4271/2000-01-0515.
42. Du, H., and Yu, F., Nanoparticle Formation in the Exhaust of
Vehicles Running on Ultra-Low Sulphur Fuel, Atmos. Chem.
Phys. 8:4729-4739, 2008
43. Arnold, F., Pirjola, L., Rnkk, T., Reichl, U., et al., First Online
Measurements of Sulphuric Acid Gas in Modern Heavy-Duty
Diesel Engine Exhaust: Implications for Nanoparticle Formation,
Environ. Sci. Technol. 46:11227-11234, 2012
44. Vouitsis, E., Ntziachristos, L., and Samaras, Z., Modeling
of Diesel Exhaust Aerosol During Laboratory Sampling,
Atmospheric Environment 39:1335-1345, 2004
45. Vouitsis, E., Ntziachristos, L., and Samaras, Z., Theoretical
Investigation of the Nucleation Mode Formation Downstream of
Diesel After-treatment Devices, Aerosol and Air Quality Research
8:37-53, 2008
46. Giechaskiel, B., Maricq, M., Ntziachristos, L., Dardiotis, C., et al.,
Review of Motor Vehicle Particulate Emissions Sampling and
Measurement: From Smoke and Filter Mass to Particle Number,
J. Aerosol Sci. 67:48-86, 2014
47. Burtscher, H., Baltensperger, U., Bukowiecki, N., Cohn, P., et
al., Separation of Volatile and Non-volatile Aerosol Fractions by
Thermodesorption: Instrumental Development and Applications,
J. Aerosol Sci. 32:427-442, 2001
48. Wehner, B., Philippin, S., and Wiedensohler, A., Design and
Calibration of a Thermodenuder with an Improved Heating Unit
to Measure the Size-dependent Volatile Fraction of Aerosol
Particles, J. Aerosol Sci. 33:1087-1093, 2002
49. Huffman, A., Ziemann, P., Jayne, J., Worsnop, D., et al.,
Development and Characterization of a Fast- Stepping/Scanning
Thermodenuder for Chemically-Resolved Aerosol Volatility
Measurements, Aerosol Sci. Technol. 42:395-407, 2008
50. Mayer, A., Czerwinski, J., Matter, U., Wyser, M. et al.,
VERT: Diesel Nano-Particulate Emissions: Properties and
Reduction Strategies, SAE Technical Paper 980539, 1998,
doi:10.4271/980539.
51. Kuo, Y., Lin, C., Huang, S., Chang, K., et al., Effect of Aerosol
Loading on Breakthrough Characteristics of Activated Charcoal
Cartridges, J. Aerosol Sci. 55:57-65, 2013
52. Fierz, M., Vernooij, M., and Burtscher, H., An Improved Low-Flow
Thermodenuder, J. Aerosol Sci. 38:1163-1168, 2007
53. Ntziachristos, L., Giechaskiel, B., Pistikopoulos, P., Samaras,
Z. et al., Performance Evaluation of a Novel Sampling and
Measurement System for Exhaust Particle Characterization, SAE
Technical Paper 2004-01-1439, 2004, doi:10.4271/2004-01-1439.
54. Report of the GRPE Particle Measurement Programme (PMP)
Government Sponsored Work Programmes, July 2003
55. Abdul-Khalek, I. and Kittelson, D., Real Time Measurement of
Volatile and Solid Exhaust Particles Using a Catalytic Stripper,
SAE Technical Paper 950236, 1995, doi:10.4271/950236.
56. Khalek, I., Sampling System for Solid and Volatile Exhaust
Particle Size, Number, and Mass Emissions, SAE Technical
Paper 2007-01-0307, 2007, doi:10.4271/2007-01-0307.
57. Khalek, I. and Bougher, T., Development of a Solid Exhaust
Particle Number Measurement System Using a Catalytic
Stripper Technology, SAE Int. J. Engines 4(1):610-618, 2011,
doi:10.4271/2011-01-0635.
58. Stenitzer, M., Nano Particle Formation in the Exhaust of Internal
Combustion Engines, Technischen Universitt Wien, Wien, 2003
59. Kittelson, D., Watts, W., Savstrom, J., and Johnson, J., Influence
of a Catalytic stripper on the Response of Real Time aerosol
Instruments to Diesel Exhaust Aerosol, J. Aerosol Sci. 36:10891107, 2005
60. Giechaskiel, B., Bergmann, A., Liu, Z., Zheng, Z., et al.,
Evaluation of the European Method and the Catalytic Stripper
for Particle Number Measurements, AAAR 29th Conference,
Portland, USA, October 25-29, 2010
61. Swanson, J., Kittelson, D., Giechaskiel, B., Bergmann, A. et
al., A Miniature Catalytic Stripper for Particles Less Than 23
Nanometers, SAE Int. J. Fuels Lubr. 6(2):542-551, 2013,
doi:10.4271/2013-01-1570.
62. Amanatidis, S., Ntziachristos, L., Giechaskiel, B., Katsaounis, D.,
et al., Evaluation of an Oxidation Catalyst (Catalytic Stripper) in
Eliminating Volatile Material from Combustion Aerosol, J. Aerosol
Sci. 57:144-155, 2013
63. Ntziachristos, L., Amanatidis, S., Samaras, Z., Giechaskiel, B. et
al., Use of a Catalytic Stripper as an Alternative to the Original
PMP Measurement Protocol, SAE Int. J. Fuels Lubr. 6(2):532541, 2013, doi:10.4271/2013-01-1563.
64. Otsuki, Y., Takeda, K., Haruta, K., and Mori, N., A Solid Particle
Number Measurement System Including Nanoparticles Smaller
than 23 Nanometers, SAE Technical Paper 2014-01-1604, 2014,
doi:10.4271/2014-01-1604.
CONTACT INFORMATION
Barouch Giechaskiel
Sustainable Transport Unit
Joint Research Centre of the European Commission
I-21027 Ispra (VA), Italy
barouch.giechaskiel@jrc.ec.europa.eu
http://iet.jrc.ec.europa.eu/sustainable-transport
ACKNOWLEDGMENTS
The authors would like to acknowledge Dr. Athanasios
Mamakos and Dr. Matti Maricq for their helpful comments on
the first drafts of the manuscript
DEFINITIONS/ABBREVIATIONS
ARP - Air Recommended Practice
CAST - Combustion Aerosol Standard
CE - Counting Efficiency
CMD - Count Median Diameter
CS - Catalytic Stripper
CVS - Constant Volume Sampler
DPF - Diesel Particulate Filter
EEPS - Engine Exhaust Particle Sizer
ET - Evaporation Tube
G-DI - Gasoline Direct Injection
GPF - Gasoline particulate Filter
JRC - Joint Research Center
NEDC - New European Driving Cycle
Downloaded from SAE International by Barouch Giechaskiel, Wednesday, October 01, 2014
Giechaskiel et al / SAE Int. J. Fuels Lubr. / Volume 7, Issue 3 (November 2014)
NRMM - Non-Road Mobile Machinery
RT - Residence Time
PCRF - Particle Concentration Reduction Factor
SCR - Selective Catalytic Reduction of NOx
PMP - Particle Measurement Programme
VPR - Volatile Particle Remover
PN - Particle Number
WLTP - World harmonized Light duty Test Procedures
PNC - Particle Number Counter
WLTC - World harmonized Light duty Test Procedures
PND - Particle Number Diluter
PTS - Particle Transfer System
RDE - Real Driving Emissions
Downloaded from SAE International by Barouch Giechaskiel, Wednesday, October 01, 2014
Giechaskiel et al / SAE Int. J. Fuels Lubr. / Volume 7, Issue 3 (November 2014)
APPENDIX
Table A1. Ratio of final PN result compared to the PN concentration at the inlet of the PN system for different inlet size distributions. PN systems with
PNCs with different sizes for 50% and 90% counting efficiencies (CE) and VPRs with different Particle Number Concentration Reduction Factor (PCRF)
Table A2. Comparison of volatile removal methods. For detail see main text.
All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical,
photocopying, recording, or otherwise, without the prior written permission of SAE International.
Positions and opinions advanced in this paper are those of the author(s) and not necessarily those of SAE International. The author is solely responsible for the content of the
paper.
Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- tmpEFCC TMPDocumento6 páginastmpEFCC TMPFrontiersAinda não há avaliações
- tmpCE8C TMPDocumento19 páginastmpCE8C TMPFrontiersAinda não há avaliações
- tmp3CAB TMPDocumento16 páginastmp3CAB TMPFrontiersAinda não há avaliações
- tmp80F6 TMPDocumento24 páginastmp80F6 TMPFrontiersAinda não há avaliações
- tmpF178 TMPDocumento15 páginastmpF178 TMPFrontiersAinda não há avaliações
- Tmp1a96 TMPDocumento80 páginasTmp1a96 TMPFrontiersAinda não há avaliações
- tmp6F0E TMPDocumento12 páginastmp6F0E TMPFrontiersAinda não há avaliações
- tmp72FE TMPDocumento8 páginastmp72FE TMPFrontiersAinda não há avaliações
- tmp37B8 TMPDocumento9 páginastmp37B8 TMPFrontiersAinda não há avaliações
- Tmpa077 TMPDocumento15 páginasTmpa077 TMPFrontiersAinda não há avaliações
- tmpE7E9 TMPDocumento14 páginastmpE7E9 TMPFrontiersAinda não há avaliações
- tmpF3B5 TMPDocumento15 páginastmpF3B5 TMPFrontiersAinda não há avaliações
- tmpFFE0 TMPDocumento6 páginastmpFFE0 TMPFrontiersAinda não há avaliações
- tmpE3C0 TMPDocumento17 páginastmpE3C0 TMPFrontiersAinda não há avaliações
- tmpF407 TMPDocumento17 páginastmpF407 TMPFrontiersAinda não há avaliações
- tmp60EF TMPDocumento20 páginastmp60EF TMPFrontiersAinda não há avaliações
- tmp6382 TMPDocumento8 páginastmp6382 TMPFrontiersAinda não há avaliações
- tmp998 TMPDocumento9 páginastmp998 TMPFrontiersAinda não há avaliações
- tmpC0A TMPDocumento9 páginastmpC0A TMPFrontiersAinda não há avaliações
- tmpA0D TMPDocumento9 páginastmpA0D TMPFrontiersAinda não há avaliações
- tmp4B57 TMPDocumento9 páginastmp4B57 TMPFrontiersAinda não há avaliações
- tmp8B94 TMPDocumento9 páginastmp8B94 TMPFrontiersAinda não há avaliações
- tmpD1FE TMPDocumento6 páginastmpD1FE TMPFrontiersAinda não há avaliações
- tmp27C1 TMPDocumento5 páginastmp27C1 TMPFrontiersAinda não há avaliações
- tmp2F3F TMPDocumento10 páginastmp2F3F TMPFrontiersAinda não há avaliações
- tmpB1BE TMPDocumento9 páginastmpB1BE TMPFrontiersAinda não há avaliações
- tmp9D75 TMPDocumento9 páginastmp9D75 TMPFrontiersAinda não há avaliações
- Tmp75a7 TMPDocumento8 páginasTmp75a7 TMPFrontiersAinda não há avaliações
- tmpC30A TMPDocumento10 páginastmpC30A TMPFrontiersAinda não há avaliações
- tmp3656 TMPDocumento14 páginastmp3656 TMPFrontiersAinda não há avaliações
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Getting You To Test Day: An 8-Week Prep Plan For The TOEFL TestDocumento2 páginasGetting You To Test Day: An 8-Week Prep Plan For The TOEFL Testsmith90Ainda não há avaliações
- TOS 5 Unit 2b Design of Continuous One Way SlabDocumento9 páginasTOS 5 Unit 2b Design of Continuous One Way SlabKshitija100% (1)
- Ball Valves PDFDocumento34 páginasBall Valves PDFThomasFrenchAinda não há avaliações
- CasDocumento2 páginasCasJamesalbert KingAinda não há avaliações
- 82 - Engineering Mechanics Refresher SetDocumento6 páginas82 - Engineering Mechanics Refresher Setdevilene nayazakoAinda não há avaliações
- Building The Gws Slow Stick PlaneDocumento21 páginasBuilding The Gws Slow Stick PlaneNUFA88Ainda não há avaliações
- Op Amps and Linear Integrated Circuits 4th Edition by Gayakwad Ramakant A Textbook PDF Download PDFDocumento1 páginaOp Amps and Linear Integrated Circuits 4th Edition by Gayakwad Ramakant A Textbook PDF Download PDFNiraj KapoleAinda não há avaliações
- Prima Magistra:: Wulan Rahayu Syachtiyani, Novi TrisnawatiDocumento12 páginasPrima Magistra:: Wulan Rahayu Syachtiyani, Novi TrisnawatiGita GloriaAinda não há avaliações
- Cold-Formed Steel Portal Frame Moment-Resisting Joints Behaviour Capacity and DesignDocumento13 páginasCold-Formed Steel Portal Frame Moment-Resisting Joints Behaviour Capacity and DesignAhmed MoniemAinda não há avaliações
- Chap 5 - MOMDocumento27 páginasChap 5 - MOMladdooparmarAinda não há avaliações
- SAP2000 Analysis - Computers and Structures, IncDocumento6 páginasSAP2000 Analysis - Computers and Structures, IncshadabghazaliAinda não há avaliações
- Paragraph Completion Material 1Documento5 páginasParagraph Completion Material 1d.jyr2xAinda não há avaliações
- FAUDI Aviation Diesel - Company Profile-ENDocumento6 páginasFAUDI Aviation Diesel - Company Profile-ENAttila HontváriAinda não há avaliações
- What Is Seismic SurveyingDocumento15 páginasWhat Is Seismic SurveyingMajid NajeebAinda não há avaliações
- Very High Frequency Omni-Directional Range: Alejandro Patt CarrionDocumento21 páginasVery High Frequency Omni-Directional Range: Alejandro Patt CarrionAlejandro PattAinda não há avaliações
- Features and ApplicationsDocumento36 páginasFeatures and ApplicationsFWEFWEFWAinda não há avaliações
- ABC Press Release and AllocationDocumento28 páginasABC Press Release and AllocationAndrew Finn KlauberAinda não há avaliações
- Tecnicas Monitoreo CorrosionDocumento8 páginasTecnicas Monitoreo CorrosionJavier GonzalezAinda não há avaliações
- Project 8 - Part 1 - ResumeDocumento2 páginasProject 8 - Part 1 - Resumeapi-275234784Ainda não há avaliações
- MgF2 SolGelDocumento8 páginasMgF2 SolGelumut bayAinda não há avaliações
- Music, Arts, Pe & HealthDocumento2 páginasMusic, Arts, Pe & HealthEvan Maagad LutchaAinda não há avaliações
- Czujniki Temperatury MOTOMETERDocumento7 páginasCzujniki Temperatury MOTOMETERhelp3rAinda não há avaliações
- Airsprings - TroubleshootingDocumento4 páginasAirsprings - TroubleshootingCihan CantaşAinda não há avaliações
- Principal's Corner: School ProfileDocumento7 páginasPrincipal's Corner: School ProfileAngel Mae LabadorAinda não há avaliações
- Training Guide: Administering Windows Server 2012Documento33 páginasTraining Guide: Administering Windows Server 2012sabastianAinda não há avaliações
- Hypersizer For Composite Bicycle AnalysisDocumento29 páginasHypersizer For Composite Bicycle AnalysislawrenceAinda não há avaliações
- C TADM70 73 Sample QuestionsDocumento2 páginasC TADM70 73 Sample QuestionsPriya ChAinda não há avaliações
- Proper Storage of Instruments2Documento20 páginasProper Storage of Instruments2Pierre Vincent PorrasAinda não há avaliações
- MLA 7th Edition Formatting and Style GuideDocumento14 páginasMLA 7th Edition Formatting and Style Guideapi-301781586Ainda não há avaliações
- 10th Syllbus PDFDocumento104 páginas10th Syllbus PDFGagandeep KaurAinda não há avaliações