Você também pode gostar
- Proyecto de Estudio Del Trabajo. Mejorado 1Documento34 páginasProyecto de Estudio Del Trabajo. Mejorado 1CarolinaGadeaFAinda não há avaliações
- Ecuacion de CauchyDocumento5 páginasEcuacion de CauchyAnonymous wgAvxCQeAinda não há avaliações
- PMP Comentarios Validacion (2) FunicaDocumento6 páginasPMP Comentarios Validacion (2) FunicaCarolinaGadeaFAinda não há avaliações
- Espacios Vectoriales Soluciones PDFDocumento6 páginasEspacios Vectoriales Soluciones PDFCarolinaGadeaFAinda não há avaliações
- Examen Maquina y MecanismoDocumento15 páginasExamen Maquina y MecanismoCarolinaGadeaFAinda não há avaliações
- Ecuacion de CauchyDocumento5 páginasEcuacion de CauchyAnonymous wgAvxCQeAinda não há avaliações
- Conferencia No15Documento11 páginasConferencia No15CarolinaGadeaFAinda não há avaliações
- Conferencia No11Documento15 páginasConferencia No11CarolinaGadeaFAinda não há avaliações
- Subprogram AsDocumento13 páginasSubprogram AsCarolinaGadeaFAinda não há avaliações
- Sistemas de EcuacionesDocumento8 páginasSistemas de EcuacionesCarolinaGadeaFAinda não há avaliações
- Tema 1.12-Ondas Estacionarias en Una Cuerda PDFDocumento13 páginasTema 1.12-Ondas Estacionarias en Una Cuerda PDFBryan PalmaAinda não há avaliações
- Solucionario de La Guia Parte de AritmeticaDocumento15 páginasSolucionario de La Guia Parte de AritmeticaANTONIO JOSE UGARTE MENDOZA100% (4)
- HepatitisDocumento3 páginasHepatitisCarolinaGadeaFAinda não há avaliações
- HepatitisDocumento3 páginasHepatitisCarolinaGadeaFAinda não há avaliações
- Cultura de Paz Como Nuevo Paradigma en Centro Améric1Documento5 páginasCultura de Paz Como Nuevo Paradigma en Centro Améric1CarolinaGadeaF0% (2)
- Luxo MetroDocumento5 páginasLuxo MetroCarolinaGadeaFAinda não há avaliações
- Cono TruncadoDocumento5 páginasCono TruncadoCarolinaGadeaFAinda não há avaliações
- III Unidad Faa-2012Documento83 páginasIII Unidad Faa-2012CarolinaGadeaFAinda não há avaliações
- Habilidades en La IngenieriaDocumento4 páginasHabilidades en La IngenieriaHillary Carrillo ReyesAinda não há avaliações
- Mantenimientos en La TransicionDocumento7 páginasMantenimientos en La Transicioncarolina arias rojasAinda não há avaliações
- E-Hseq-S-006 Estandar de Seguridad para Realizar ExcavacionesDocumento17 páginasE-Hseq-S-006 Estandar de Seguridad para Realizar ExcavacionesDaniel GarciaAinda não há avaliações
- Estilo Oriental, Bepsy Arias PDFDocumento10 páginasEstilo Oriental, Bepsy Arias PDFBepsy AriasAinda não há avaliações
- RM1 - IntroduccionDocumento13 páginasRM1 - IntroduccionJefferson Ramos mitaAinda não há avaliações
- Acta de Entrega Materiales La DesinfeccionDocumento4 páginasActa de Entrega Materiales La DesinfeccionWilliam FloresAinda não há avaliações
- Capitulo 8 CengelDocumento6 páginasCapitulo 8 CengelSaul LemaAinda não há avaliações
- Herramientas de Medición DireccionalDocumento20 páginasHerramientas de Medición DireccionalJuan Marcelo AguirreAinda não há avaliações
- Actualizar TocomSat DUO HD MiniDocumento23 páginasActualizar TocomSat DUO HD MiniDamian Delferro50% (2)
- 55GST7100P-B EspDocumento1 página55GST7100P-B EspHector MonttAinda não há avaliações
- I. Resumen: Falta Cuanto Vaelen Las Viscosidades Reales, Porcentajes de Diferencia (Error) de Otros TrabajosDocumento14 páginasI. Resumen: Falta Cuanto Vaelen Las Viscosidades Reales, Porcentajes de Diferencia (Error) de Otros TrabajosKatherin Diaz DiazAinda não há avaliações
- Universidad Nacional de IngenieriaDocumento6 páginasUniversidad Nacional de Ingenieriaisaias perezAinda não há avaliações
- Investigación Unidad 2Documento6 páginasInvestigación Unidad 2Itzel López EugenioAinda não há avaliações
- ALDEHIDOSDocumento2 páginasALDEHIDOSEnzo Gutierrez CatacoraAinda não há avaliações
- Columnas Ejemplos201Documento22 páginasColumnas Ejemplos201Aneury Bisonó100% (1)
- Formato AST CMPCDocumento1 páginaFormato AST CMPCVanessa Gonzalez Alderete100% (1)
- Ruedas y NeumaticosDocumento13 páginasRuedas y NeumaticosMian Chauca ApazaAinda não há avaliações
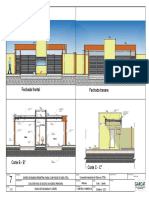
- Fachada Frontal Fachada TraseraDocumento1 páginaFachada Frontal Fachada TraseraGabriel Rodrigo Cano TapiaAinda não há avaliações
- Utencilios para Una CarniceriaDocumento6 páginasUtencilios para Una CarniceriaCamila Valencia BohorquezAinda não há avaliações
- S10 HT Trabajo y EnergíaDocumento2 páginasS10 HT Trabajo y EnergíaKeitySalazarAinda não há avaliações
- Relleno No Controlado ESPECIFICACION TECNICADocumento2 páginasRelleno No Controlado ESPECIFICACION TECNICAJhonatan Ramirez Morales100% (2)
- Ejercicios Resuletos de Potencial ElectricoDocumento4 páginasEjercicios Resuletos de Potencial ElectricoMagin Bracho60% (42)
- Capítulo 1 Consecuencias de Una Mala Calidad de EnergíaDocumento10 páginasCapítulo 1 Consecuencias de Una Mala Calidad de EnergíaChava Montiel100% (1)
- Como Hacer Jabon Casero Con Aceite UsadoDocumento2 páginasComo Hacer Jabon Casero Con Aceite UsadoJuan Jose Corbalan IbañezAinda não há avaliações
- Laboratorio CaseroDocumento7 páginasLaboratorio CaseroJorge Enrique Pardo AlegriaAinda não há avaliações
- Pad ImpDocumento2.226 páginasPad ImpadidaspanqAinda não há avaliações
- Oferta EspochDocumento3 páginasOferta EspochCari LeónAinda não há avaliações
- UNIONDocumento13 páginasUNIONRicardo Tolentino FloresAinda não há avaliações
- Escorrentia Superficial.Documento3 páginasEscorrentia Superficial.Alexis Guaillas GómezAinda não há avaliações
- Equipamientos y Maquinaria en CubiertaDocumento11 páginasEquipamientos y Maquinaria en CubiertaIsaidaAinda não há avaliações