Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Engineering Drawing Handbook PDFDocumento120 páginasEngineering Drawing Handbook PDFRobert Nixon100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- ACT Prep Syllabus (Fall 2019)Documento7 páginasACT Prep Syllabus (Fall 2019)Fallon HoweAinda não há avaliações
- Cambridge International As and A Level Mathematics Statistics Estadistica YprobabilidadDocumento162 páginasCambridge International As and A Level Mathematics Statistics Estadistica YprobabilidadConservación EnergyAinda não há avaliações
- Plastic Injection Mold CalculationsDocumento10 páginasPlastic Injection Mold CalculationsfieraminaAinda não há avaliações
- Dongshin PRO-WD Series High Precision Intelligent Injection Molding Machines GuideDocumento60 páginasDongshin PRO-WD Series High Precision Intelligent Injection Molding Machines Guidefieramina100% (1)
- Cane Sugar PDFDocumento633 páginasCane Sugar PDFbernie_bph50% (2)
- Absolute MotionDocumento1 páginaAbsolute MotionfieraminaAinda não há avaliações
- Scale DrawingDocumento13 páginasScale DrawingAneek KumarAinda não há avaliações
- Lecture 6Documento72 páginasLecture 6fieraminaAinda não há avaliações
- Action Plan For The Project2Documento1 páginaAction Plan For The Project2fieraminaAinda não há avaliações
- Lecture 2Documento93 páginasLecture 2fieraminaAinda não há avaliações
- Lecture 1Documento56 páginasLecture 1fieramina100% (1)
- Book Review On Linsu Kim's Imitation To InnovationDocumento3 páginasBook Review On Linsu Kim's Imitation To InnovationdonghaoliAinda não há avaliações
- 3 Phase Induction Machines 1 (Construction)Documento75 páginas3 Phase Induction Machines 1 (Construction)fieraminaAinda não há avaliações
- Synchronous Machine Fundamentals and Static Stability AnalysisDocumento32 páginasSynchronous Machine Fundamentals and Static Stability AnalysisfieraminaAinda não há avaliações
- Design Guidelines for Turned Parts and Rapid Prototyping MethodsDocumento19 páginasDesign Guidelines for Turned Parts and Rapid Prototyping MethodsfieraminaAinda não há avaliações
- LectureDocumento3 páginasLecturefieraminaAinda não há avaliações
- DCDocumento25 páginasDCfieraminaAinda não há avaliações
- Single PhaseDocumento23 páginasSingle PhasefieraminaAinda não há avaliações
- 8 JoiningDocumento7 páginas8 Joiningdawoodabdullah56Ainda não há avaliações
- Example of Different DC MotorsDocumento22 páginasExample of Different DC MotorsfieraminaAinda não há avaliações
- DC Motor and Magnetism GuideDocumento18 páginasDC Motor and Magnetism GuidefieraminaAinda não há avaliações
- Three Phase TransformerDocumento27 páginasThree Phase Transformerfieramina100% (1)
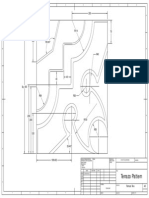
- Terazzo Two - Sheet1 PDFDocumento1 páginaTerazzo Two - Sheet1 PDFfieraminaAinda não há avaliações
- Starter MotorDocumento15 páginasStarter MotorfieraminaAinda não há avaliações
- Metals Industry Development Institute Inter Transfer Note: Description Unit of Measure QTY RemarkDocumento4 páginasMetals Industry Development Institute Inter Transfer Note: Description Unit of Measure QTY RemarkfieraminaAinda não há avaliações
- Rotational Dynamics and Motor ModelsDocumento22 páginasRotational Dynamics and Motor ModelsfieraminaAinda não há avaliações
- 23 Shaft and Its Design Based On StrengthDocumento9 páginas23 Shaft and Its Design Based On StrengthPRASAD326Ainda não há avaliações
- 19 Introduction To Design of Helical SpringsDocumento12 páginas19 Introduction To Design of Helical SpringsPRASAD326100% (3)
- Cabo de Mão GoproDocumento1 páginaCabo de Mão GoproTiago BorinAinda não há avaliações
- Briefcases and Bags4 PDFDocumento22 páginasBriefcases and Bags4 PDFfieraminaAinda não há avaliações
- Bags, Boxes, Bowls, and Beyond: Portable Collections ProgramDocumento20 páginasBags, Boxes, Bowls, and Beyond: Portable Collections ProgramfieraminaAinda não há avaliações
- POLAR FORMDocumento18 páginasPOLAR FORMSarahAinda não há avaliações
- (5 PTS) (1 PTS) : Test 1 MAT 1341C Feb. 7, 2009 1Documento5 páginas(5 PTS) (1 PTS) : Test 1 MAT 1341C Feb. 7, 2009 1examkillerAinda não há avaliações
- Structured Query Language (SQL) : Database Systems: Design, Implementation, and Management 7th EditionDocumento30 páginasStructured Query Language (SQL) : Database Systems: Design, Implementation, and Management 7th EditionArvind LalAinda não há avaliações
- Block Diagram ReductionDocumento7 páginasBlock Diagram ReductionMahendra Sutar100% (1)
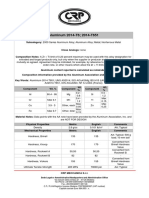
- Aluminium 2014 t6 2014 t651 PDFDocumento3 páginasAluminium 2014 t6 2014 t651 PDFAbhishek AnandAinda não há avaliações
- Introduction To ANNDocumento14 páginasIntroduction To ANNShahzad Karim KhawerAinda não há avaliações
- Question Bank Unit-I Mechatronics, Sensor and Transducers (2 Mark Questions)Documento11 páginasQuestion Bank Unit-I Mechatronics, Sensor and Transducers (2 Mark Questions)ChippyVijayanAinda não há avaliações
- John GumbelDocumento18 páginasJohn GumbelJMF_CORD100% (1)
- A Nurse's Guide in Quantitative ResearchDocumento7 páginasA Nurse's Guide in Quantitative ResearchjAinda não há avaliações
- Diff Eqn Group Assignment G3Documento47 páginasDiff Eqn Group Assignment G3i RareAinda não há avaliações
- Ripple Carry and Carry Lookahead Addition and Subtraction CircuitsDocumento19 páginasRipple Carry and Carry Lookahead Addition and Subtraction CircuitsSurya KanthAinda não há avaliações
- PPT - Ch1 1to1 3 192069 PDFDocumento44 páginasPPT - Ch1 1to1 3 192069 PDFYousef SardahiAinda não há avaliações
- Infant Jesus Academy: Course SyllabusDocumento9 páginasInfant Jesus Academy: Course SyllabusJhem VillanuevaAinda não há avaliações
- 1.1 Gauss's LawDocumento14 páginas1.1 Gauss's LawSatya ReddyAinda não há avaliações
- Introduction To Surveying, To ErrorsDocumento129 páginasIntroduction To Surveying, To ErrorsVilluz PHAinda não há avaliações
- PythonDocumento126 páginasPythonATUL SHARMAAinda não há avaliações
- Nov 2005 4HDocumento20 páginasNov 2005 4HpappadutAinda não há avaliações
- 01 DS Quiz SetDocumento109 páginas01 DS Quiz Setvinay harshaAinda não há avaliações
- Modern Power System Analysis ToolsDocumento6 páginasModern Power System Analysis ToolsElliott M.Ainda não há avaliações
- ECCW Math 1LS3 Calculus For Life SciencesDocumento338 páginasECCW Math 1LS3 Calculus For Life SciencesKaylee & HayleeAinda não há avaliações
- CSY2006 Software Engineering 2 AssignmentDocumento5 páginasCSY2006 Software Engineering 2 AssignmentantonioAinda não há avaliações
- An Introduction To Mathematical ModellingDocumento34 páginasAn Introduction To Mathematical Modellinghaithamelramlawi7503Ainda não há avaliações
- Advancedigital Communications: Instructor: Dr. M. Arif WahlaDocumento34 páginasAdvancedigital Communications: Instructor: Dr. M. Arif Wahlafahad_shamshadAinda não há avaliações
- MA Sample Paper 2 UnsolvedDocumento8 páginasMA Sample Paper 2 UnsolvedHoneyAinda não há avaliações
- EthnomathematicsDocumento9 páginasEthnomathematicsapi-256195037Ainda não há avaliações
- Makoto Umeki - A Locally Induced Homoclinic Motion of The Vortex FilamentDocumento2 páginasMakoto Umeki - A Locally Induced Homoclinic Motion of The Vortex FilamentVing666789Ainda não há avaliações
- Aqa Comp1 W MS Jun10Documento29 páginasAqa Comp1 W MS Jun10Arsalan FotovatAinda não há avaliações