Você também pode gostar
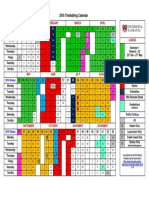
- 2016 Timetabling CalendarDocumento1 página2016 Timetabling Calendaribnu.asad984Ainda não há avaliações
- 2016 Liturgical Calendar: Liturgy OfficeDocumento8 páginas2016 Liturgical Calendar: Liturgy Officeibnu.asad984Ainda não há avaliações
- 2016 Liturgical Calendar: Liturgy OfficeDocumento8 páginas2016 Liturgical Calendar: Liturgy Officeibnu.asad984Ainda não há avaliações
- School Calendar: Queensland State SchoolsDocumento1 páginaSchool Calendar: Queensland State Schoolsibnu.asad984Ainda não há avaliações
- 2016 Training Materials CatalogDocumento24 páginas2016 Training Materials Catalogibnu.asad984Ainda não há avaliações
- 13 BridgeDocumento25 páginas13 Bridgeibnu.asad984Ainda não há avaliações
- Welded Excutive SummDocumento36 páginasWelded Excutive Summibnu.asad984Ainda não há avaliações
- Recomm2015 2016Documento2 páginasRecomm2015 2016ibnu.asad984Ainda não há avaliações
- House Calendar for January 2016Documento12 páginasHouse Calendar for January 2016ibnu.asad984Ainda não há avaliações
- February 2016: Sun Mon Tue Wed Thu Fri SatDocumento1 páginaFebruary 2016: Sun Mon Tue Wed Thu Fri SatWilly ChandraAinda não há avaliações
- 1221 Hot Gas and Extrusion Welding Jan 2016Documento2 páginas1221 Hot Gas and Extrusion Welding Jan 2016ibnu.asad984Ainda não há avaliações
- p24 Course Description Welding Technology Courseplan 2016Documento3 páginasp24 Course Description Welding Technology Courseplan 2016ibnu.asad984Ainda não há avaliações
- Fab-Welding Supervisors and Inspector Dates and InformationDocumento2 páginasFab-Welding Supervisors and Inspector Dates and Informationibnu.asad984Ainda não há avaliações
- WeldDocumento2 páginasWeldibnu.asad984Ainda não há avaliações
- Welding Application Spring 2016Documento10 páginasWelding Application Spring 2016ibnu.asad984Ainda não há avaliações
- 16 17 Dept Flow Charts v2 0Documento17 páginas16 17 Dept Flow Charts v2 0ibnu.asad984Ainda não há avaliações
- MC2034 Weld Rods - v4Documento2 páginasMC2034 Weld Rods - v4ibnu.asad984Ainda não há avaliações
- Appendix C - Welding Specification For Fabrication of Piping SystemsDocumento33 páginasAppendix C - Welding Specification For Fabrication of Piping Systemsibnu.asad9840% (1)
- 2015 Programs Book List PricesDocumento13 páginas2015 Programs Book List Pricesibnu.asad984Ainda não há avaliações
- MC2034 Weld Rods - v4Documento2 páginasMC2034 Weld Rods - v4ibnu.asad984Ainda não há avaliações
- Tws School CatalogDocumento76 páginasTws School Catalogibnu.asad984Ainda não há avaliações
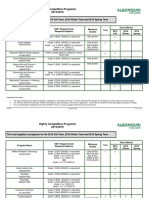
- Highly Competitive Programs Chart 2015-2016Documento3 páginasHighly Competitive Programs Chart 2015-2016ibnu.asad984Ainda não há avaliações
- CCC 2015 2016 Fee ChartDocumento5 páginasCCC 2015 2016 Fee Chartibnu.asad984Ainda não há avaliações
- WeldingDocumento4 páginasWeldingibnu.asad984Ainda não há avaliações
- FIEA Events 2016 One Page FlyerDocumento1 páginaFIEA Events 2016 One Page Flyeribnu.asad984Ainda não há avaliações
- New Technologies 112515Documento29 páginasNew Technologies 112515ibnu.asad984Ainda não há avaliações
- Competitive Programs For CanadaDocumento41 páginasCompetitive Programs For Canadaferoz_bilalAinda não há avaliações
- AWS Weld Symbol ChartDocumento1 páginaAWS Weld Symbol ChartExsan OthmanAinda não há avaliações
- h2020 wp1617 Fet - enDocumento41 páginash2020 wp1617 Fet - enibnu.asad984Ainda não há avaliações
- Gs 16 1 Distributed Ledger TechnologyDocumento88 páginasGs 16 1 Distributed Ledger Technologyibnu.asad984Ainda não há avaliações
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5783)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Significance of Test and Properties of Concrete and Concrete Making MaterialDocumento220 páginasSignificance of Test and Properties of Concrete and Concrete Making MaterialHarun Alrasyid78% (9)
- Wind FarmDocumento122 páginasWind Farmriz2010Ainda não há avaliações
- TL - 03 - Reparatur Glet - 01 - 2016 - enDocumento1 páginaTL - 03 - Reparatur Glet - 01 - 2016 - enNevena IlicAinda não há avaliações
- Hatria Catalogo Riassuntivo 2008Documento48 páginasHatria Catalogo Riassuntivo 2008Marazzi Group100% (1)
- Water and Sewerage AuthorityDocumento43 páginasWater and Sewerage AuthorityCarl Crow100% (1)
- 2014 - HEP - FinalEIAReport - Rupin - 1587186650467 3RD PDFDocumento371 páginas2014 - HEP - FinalEIAReport - Rupin - 1587186650467 3RD PDFD V BHASKARAinda não há avaliações
- Asme B16.21 - 2016Documento29 páginasAsme B16.21 - 2016AMITAinda não há avaliações
- Shear Wall Modelling Techniques: A ReviewDocumento9 páginasShear Wall Modelling Techniques: A ReviewAmanulla MullaAinda não há avaliações
- BS en 10300-2005 (2006)Documento54 páginasBS en 10300-2005 (2006)leila eslamiAinda não há avaliações
- Presentation BM PrefabDocumento12 páginasPresentation BM PrefabnumaiuAinda não há avaliações
- Management of Construction Projects A Constructor's Perspective 438 PDFDocumento438 páginasManagement of Construction Projects A Constructor's Perspective 438 PDFbakbak60% (5)
- Numerical Modelling of Tension PilesDocumento13 páginasNumerical Modelling of Tension Pilesnidar100% (1)
- 700-0096-00 EOSR Handbook Rev 16Documento32 páginas700-0096-00 EOSR Handbook Rev 16Jaya JayavardhanAinda não há avaliações
- Grease Installation&MaintenanceDocumento7 páginasGrease Installation&MaintenanceAriel Orogo Papica100% (1)
- List of Activities To Be Carried Out Before The Kiln Light UpDocumento3 páginasList of Activities To Be Carried Out Before The Kiln Light UpVijay BhanAinda não há avaliações
- Pocket Book Complete WAPDADocumento191 páginasPocket Book Complete WAPDAomerscheenAinda não há avaliações
- Amims K 3105 - 2Documento14 páginasAmims K 3105 - 2wangkai01.sneiAinda não há avaliações
- E109 Control LinesDocumento11 páginasE109 Control LinestongsabaiAinda não há avaliações
- Stravigym Brochure (US-CA) - 1Documento16 páginasStravigym Brochure (US-CA) - 1Tatiani ZanoniAinda não há avaliações
- Duct Works ChecklistDocumento1 páginaDuct Works Checklistmd azmathAinda não há avaliações
- Socio Economic Impact Assessment of Industrial Projects in IndiaDocumento7 páginasSocio Economic Impact Assessment of Industrial Projects in IndiahenrywilsonbagaleAinda não há avaliações
- Part 1: The Contract Period'Documento37 páginasPart 1: The Contract Period'ameliaAinda não há avaliações
- Schedule Q - Quality RequirementsDocumento73 páginasSchedule Q - Quality RequirementsFirdaus Nasir93% (14)
- Composite Steel Deck Slab Design ReportDocumento6 páginasComposite Steel Deck Slab Design ReportPandaman227Ainda não há avaliações
- Yashco Tube Industries Company ProfileDocumento4 páginasYashco Tube Industries Company ProfileS.M MAAZAinda não há avaliações
- Test Report AnalysisDocumento7 páginasTest Report AnalysisDipayan Misra100% (1)
- HOMEVAC PresentationDocumento19 páginasHOMEVAC PresentationTMVR's TVAinda não há avaliações
- LiveWall Reveal DIY Living Wall Kit Installation InstructionsDocumento15 páginasLiveWall Reveal DIY Living Wall Kit Installation InstructionsLiveRoof Green Roofs and LiveWall Vertical GardensAinda não há avaliações
- Container House BRDDocumento17 páginasContainer House BRDjaykhor9328Ainda não há avaliações
- Construction Layout - PresentationDocumento15 páginasConstruction Layout - Presentationzsolt_almasi9764Ainda não há avaliações