Você também pode gostar
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerNo EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerNota: 5 de 5 estrelas5/5 (1)
- Engineering Standards Manual - Welding Standards M Anual - Volume 3 Welding Procedure SpecificationsDocumento3 páginasEngineering Standards Manual - Welding Standards M Anual - Volume 3 Welding Procedure Specificationslaz_k50% (2)
- Sample API 1104 WpsDocumento6 páginasSample API 1104 Wpsjacquesmayol100% (2)
- WPS PQR PDFDocumento23 páginasWPS PQR PDFtomj9104Ainda não há avaliações
- Wps Aws d1.1 NEWDocumento2 páginasWps Aws d1.1 NEWIkhy Tohepaly100% (1)
- Aws D1.1 - WPS - Smaw-Fcaw PDFDocumento1 páginaAws D1.1 - WPS - Smaw-Fcaw PDFBernathTurnipAinda não há avaliações
- QW-484A (WPQ) GTAW 4MM FilletDocumento2 páginasQW-484A (WPQ) GTAW 4MM FilletBalkishan Dyavanapelly100% (1)
- WPSDocumento2 páginasWPSAlam MD Sazid100% (1)
- 170 Gtaw&Smaw Zug Asme (Afri S 5g) WPQDocumento4 páginas170 Gtaw&Smaw Zug Asme (Afri S 5g) WPQMuhammad Fitransyah Syamsuar PutraAinda não há avaliações
- 004 Gtaw P5aDocumento16 páginas004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- WPS 2014-002 006 - 6G PipeDocumento3 páginasWPS 2014-002 006 - 6G PipejeswinAinda não há avaliações
- Aws d1.1 Tubular Vs Non TubularDocumento1 páginaAws d1.1 Tubular Vs Non TubularrendraAinda não há avaliações
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Documento2 páginas(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- Welder Qualification Form (API 1104) : M/S Chamunda Engineering & Fabrication WorkDocumento1 páginaWelder Qualification Form (API 1104) : M/S Chamunda Engineering & Fabrication WorkMahendra singhAinda não há avaliações
- Aws d1.5 PQRDocumento2 páginasAws d1.5 PQRjacquesmayolAinda não há avaliações
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Documento3 páginasWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- Welding Procedure Qualification Record: Shipyard LogoDocumento4 páginasWelding Procedure Qualification Record: Shipyard LogoGökhan TEZCAN100% (1)
- TableQW-461.9 Performance Qualification-Position and Diameter LimitationsDocumento1 páginaTableQW-461.9 Performance Qualification-Position and Diameter LimitationsMadidj_2014Ainda não há avaliações
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Documento8 páginasQw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad HannanAinda não há avaliações
- Wps 1010 IfrDocumento28 páginasWps 1010 IfrSyed Mahmud Habibur RahmanAinda não há avaliações
- NSH-DALM-JERP-WPS-11-P2 Rev.00Documento10 páginasNSH-DALM-JERP-WPS-11-P2 Rev.00Alam MD SazidAinda não há avaliações
- PhuBia-WPS-AWS D1.1-8-6-2011Documento2 páginasPhuBia-WPS-AWS D1.1-8-6-2011poulmackAinda não há avaliações
- Ilcs-Smaw-D1.3-Deck (G) WPSDocumento3 páginasIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- Wip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreDocumento3 páginasWip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreVijayabaraniAinda não há avaliações
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocumento5 páginasWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- WPS Format For AWS D1.1 - WPS - FCAWDocumento1 páginaWPS Format For AWS D1.1 - WPS - FCAWThe Welding Inspections CommunityAinda não há avaliações
- 19403955-WPS M.S. Is 2062Documento10 páginas19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- HOANG TRUNG KIEN - 6G GTAW + SMAW (Duplex, T 18.26mm)Documento3 páginasHOANG TRUNG KIEN - 6G GTAW + SMAW (Duplex, T 18.26mm)TuTuy AnAinda não há avaliações
- PQR A106 HAL-1Documento1 páginaPQR A106 HAL-1Budi Setia RahmanAinda não há avaliações
- 163 Gmaw Zug Asme (Sri Supatmi 3g) WPQDocumento4 páginas163 Gmaw Zug Asme (Sri Supatmi 3g) WPQMuhammad Fitransyah Syamsuar PutraAinda não há avaliações
- Welding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Documento2 páginasWelding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Harshit AdwaniAinda não há avaliações
- Asme PQR DemoDocumento3 páginasAsme PQR DemoMuthusamy AyyanapillaiAinda não há avaliações
- Pwps Jo Wps Asme 016 Rev.001Documento2 páginasPwps Jo Wps Asme 016 Rev.001Bagandi ManurungAinda não há avaliações
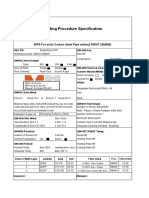
- Welding Procedure Specification: WPS For Exist Carbon Steel Pipe Without PWHT (SMAW)Documento1 páginaWelding Procedure Specification: WPS For Exist Carbon Steel Pipe Without PWHT (SMAW)Lipika Gayen100% (1)
- Aws D1.1 - WPS - Smaw-Fcaw PDFDocumento1 páginaAws D1.1 - WPS - Smaw-Fcaw PDFThe Welding Inspections CommunityAinda não há avaliações
- SMAW DuniDocumento4 páginasSMAW DuniMuhammad Fitransyah Syamsuar PutraAinda não há avaliações
- Qw-482 Welding Procedure Specification (WPS)Documento4 páginasQw-482 Welding Procedure Specification (WPS)Aldeline SungahidAinda não há avaliações
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDocumento1 páginaWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavAinda não há avaliações
- Welding Proposed Pwps For Our Jubail WorkDocumento2 páginasWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- WPS Resrvoire Sous Pression Smaw SawDocumento6 páginasWPS Resrvoire Sous Pression Smaw SawDanem HalasAinda não há avaliações
- Format WPQDocumento2 páginasFormat WPQAkash Singh TomarAinda não há avaliações
- WPS For A333 ADocumento1 páginaWPS For A333 ARamzi BEN AHMED100% (1)
- Welding Procedure SpecificationDocumento27 páginasWelding Procedure SpecificationGopakumar K100% (2)
- PWPS For Piping-API 1104Documento6 páginasPWPS For Piping-API 1104Nguyen Tien Luong100% (1)
- Amrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Documento3 páginasAmrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Balkishan DyavanapellyAinda não há avaliações
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationDocumento2 páginasASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaAinda não há avaliações
- PQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpDocumento1 páginaPQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpSatish KeskarAinda não há avaliações
- For Fillet Weld Joint Project:Production ManifoldDocumento1 páginaFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- Qw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Documento1 páginaQw-484A Suggested Format A For Welder Performance Qualifications (WPQ) (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)ventas ventasAinda não há avaliações
- VLG02 NGUYEN QUANG TUAN - 6G Duplex, T 18.26mmDocumento3 páginasVLG02 NGUYEN QUANG TUAN - 6G Duplex, T 18.26mmTuTuy AnAinda não há avaliações
- WPS D1.6 Annex m1 PDFDocumento1 páginaWPS D1.6 Annex m1 PDFbollascribdAinda não há avaliações
- 6GR RequirementsDocumento1 página6GR Requirementswalitedison100% (1)
- Proposed WPSDocumento2 páginasProposed WPSChisom Ikengwu100% (2)
- Sample API 1104 WpsDocumento1 páginaSample API 1104 Wpsippon_osoto100% (1)
- Welding Procedure Specification For GTAW & GMAWDocumento4 páginasWelding Procedure Specification For GTAW & GMAWanh thoAinda não há avaliações
- Specification Type or Grade AWS Group No. Thickness Size (NPS) Schedule DiameterDocumento3 páginasSpecification Type or Grade AWS Group No. Thickness Size (NPS) Schedule Diametercentaury2013Ainda não há avaliações
- WPS MS 01C Rev. 0Documento1 páginaWPS MS 01C Rev. 0alinor_tnAinda não há avaliações
- API-1000-11 Rev 0Documento3 páginasAPI-1000-11 Rev 0Mahesh MishraAinda não há avaliações
- API Welding Procedure Specification PDFDocumento3 páginasAPI Welding Procedure Specification PDFBob LeeAinda não há avaliações
- Asnt MT Level IIDocumento431 páginasAsnt MT Level IImiguelAinda não há avaliações
- Lista VTDocumento6 páginasLista VTmiguelAinda não há avaliações
- Renewal ApplicationDocumento6 páginasRenewal ApplicationmiguelAinda não há avaliações
- Ramones GT Installaton Guide IC-001145 PDFDocumento88 páginasRamones GT Installaton Guide IC-001145 PDFmiguelAinda não há avaliações
- Pqr-Hoja 2 IsoDocumento2 páginasPqr-Hoja 2 IsomiguelAinda não há avaliações
- Form N9Documento1 páginaForm N9cal2_uniAinda não há avaliações
- 1-Outokumpu-Welding Stainless-Steel-Handbook PDFDocumento36 páginas1-Outokumpu-Welding Stainless-Steel-Handbook PDFTuTuy AnAinda não há avaliações
- English GrammarDocumento81 páginasEnglish GrammarmiguelAinda não há avaliações
- API 6d Pipeline ValvesDocumento8 páginasAPI 6d Pipeline ValvesmiguelAinda não há avaliações
- Internship Report PDFDocumento71 páginasInternship Report PDFNafiz FahimAinda não há avaliações
- Papalia Welcome Asl 1 Guidelines 1 1Documento14 páginasPapalia Welcome Asl 1 Guidelines 1 1api-403316973Ainda não há avaliações
- Java Edition Data Values - Official Minecraft WikiDocumento140 páginasJava Edition Data Values - Official Minecraft WikiCristian Rene SuárezAinda não há avaliações
- L5T-112 Manual - 2007 - Issue 1.1 PDFDocumento16 páginasL5T-112 Manual - 2007 - Issue 1.1 PDFfluidaimaginacionAinda não há avaliações
- Dash8 200 300 Electrical PDFDocumento35 páginasDash8 200 300 Electrical PDFCarina Ramo LakaAinda não há avaliações
- Paper 4 Material Management Question BankDocumento3 páginasPaper 4 Material Management Question BankDr. Rakshit Solanki100% (2)
- Exercise-3 (B) : Linear EquationsDocumento3 páginasExercise-3 (B) : Linear EquationsVRUSHABHAinda não há avaliações
- Steve JobsDocumento18 páginasSteve JobsVibhor AggarwalAinda não há avaliações
- Under Suitable Conditions, Butane, C: © OCR 2022. You May Photocopy ThisDocumento13 páginasUnder Suitable Conditions, Butane, C: © OCR 2022. You May Photocopy ThisMahmud RahmanAinda não há avaliações
- Full Download Ebook PDF Introductory Econometrics A Modern Approach 7th Edition by Jeffrey PDFDocumento42 páginasFull Download Ebook PDF Introductory Econometrics A Modern Approach 7th Edition by Jeffrey PDFtimothy.mees27497% (39)
- Certificate of Attendance: Yosapat NashulahDocumento2 páginasCertificate of Attendance: Yosapat NashulahStrata WebAinda não há avaliações
- MMB & DFT 2012 Workshop ProceedingsDocumento44 páginasMMB & DFT 2012 Workshop ProceedingsFelipe ToroAinda não há avaliações
- (Kazantzakis Nikos) Freedom or DeathDocumento195 páginas(Kazantzakis Nikos) Freedom or DeathTarlan FisherAinda não há avaliações
- Earth and Life Science, Grade 11Documento6 páginasEarth and Life Science, Grade 11Gregorio RizaldyAinda não há avaliações
- Region: South Central State: Andhra PradeshDocumento118 páginasRegion: South Central State: Andhra PradeshpaulinAinda não há avaliações
- Rate If Iodine and PropanoneDocumento3 páginasRate If Iodine and Propanoneshareef1Ainda não há avaliações
- The Chassis OC 500 LE: Technical InformationDocumento12 páginasThe Chassis OC 500 LE: Technical InformationAbdelhak Ezzahrioui100% (1)
- Albert-Einstein-Strasse 42a, D-63322 Roedermark, Germany Tel.: 0049 (0) 6074-7286503 - Fax: 0049 (0) 6074-7286504Documento19 páginasAlbert-Einstein-Strasse 42a, D-63322 Roedermark, Germany Tel.: 0049 (0) 6074-7286503 - Fax: 0049 (0) 6074-7286504Ilias Asimakis100% (1)
- HYDRAULIC WINCH-MS1059 - Operation & Maintenance Manual Rev ADocumento33 páginasHYDRAULIC WINCH-MS1059 - Operation & Maintenance Manual Rev Azulu80Ainda não há avaliações
- Ep Docx Sca SMSC - V2Documento45 páginasEp Docx Sca SMSC - V290007Ainda não há avaliações
- Visual Inspection ReportDocumento45 páginasVisual Inspection ReportKhoirul AnamAinda não há avaliações
- You're reading a free preview. Pages 4 to 68 are not shown in this preview. Leer la versión completa You're Reading a Free Preview Page 4 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 5 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 6 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 7 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 8 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 9 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 10 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 11 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 12 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 13 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 14 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 15 is notDocumento9 páginasYou're reading a free preview. Pages 4 to 68 are not shown in this preview. Leer la versión completa You're Reading a Free Preview Page 4 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 5 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 6 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 7 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 8 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 9 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 10 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 11 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 12 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 13 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 14 is not shown in this preview. DESCARGA You're Reading a Free Preview Page 15 is notFernando ToretoAinda não há avaliações
- 5000-5020 en PDFDocumento10 páginas5000-5020 en PDFRodrigo SandovalAinda não há avaliações
- PRINCIPLES OF TEACHING NotesDocumento24 páginasPRINCIPLES OF TEACHING NotesHOLLY MARIE PALANGAN100% (2)
- Rwamagana s5 Mathematics CoreDocumento4 páginasRwamagana s5 Mathematics Coreevariste.ndungutse1493Ainda não há avaliações
- Wood ReportDocumento36 páginasWood Reportメルヴリッ クズルエタAinda não há avaliações
- DILG Opinion-Sanggunian Employees Disbursements, Sign Checks & Travel OrderDocumento2 páginasDILG Opinion-Sanggunian Employees Disbursements, Sign Checks & Travel OrderCrizalde de DiosAinda não há avaliações
- MotorsDocumento116 páginasMotorsAmália EirezAinda não há avaliações
- NOV23 Nomura Class 6Documento54 páginasNOV23 Nomura Class 6JAYA BHARATHA REDDYAinda não há avaliações
- King Saud UniversityDocumento10 páginasKing Saud UniversitypganoelAinda não há avaliações