Você também pode gostar
- Amef Afiladora Ar5-EDocumento4 páginasAmef Afiladora Ar5-EClaudia Patricia Roncancio Peña100% (1)
- Ficha TornoDocumento4 páginasFicha TornoHans Steven Quiroga ChatierAinda não há avaliações
- Practicas Ciencia de Materiales IDocumento27 páginasPracticas Ciencia de Materiales ILuis Sahuquillo ArocaAinda não há avaliações
- Bronces GrafitadosDocumento25 páginasBronces GrafitadosrenzoezeAinda não há avaliações
- El Torno 2016Documento108 páginasEl Torno 2016Sebastian VelardeAinda não há avaliações
- 00 Manual Neumatica - HidraulicaDocumento211 páginas00 Manual Neumatica - HidraulicaIván Rguez. CortésAinda não há avaliações
- Rectificador para Superficies Cilindricas UniversalDocumento21 páginasRectificador para Superficies Cilindricas Universaljessi123456789Ainda não há avaliações
- Maquinas-Herramientas. TrabajoDocumento22 páginasMaquinas-Herramientas. TrabajoYuly Vidal100% (1)
- Taller2 DecryptedDocumento113 páginasTaller2 DecryptedSamuel Lopez BenitesAinda não há avaliações
- Diseño Mecanico - Capítulo IIIDocumento16 páginasDiseño Mecanico - Capítulo IIICristhian Jhosep MallquiAinda não há avaliações
- Guia de RoscadoDocumento13 páginasGuia de RoscadoAdrian Barrera100% (1)
- C05 Verificacion y Control de Maquinas y Herramientas PDFDocumento18 páginasC05 Verificacion y Control de Maquinas y Herramientas PDFJosé LuisAinda não há avaliações
- Catalogo PerfilesDocumento42 páginasCatalogo Perfilesmarkosdistefano100% (2)
- Fresadora Torno y RoladoraDocumento22 páginasFresadora Torno y RoladoraMichael SaldañaAinda não há avaliações
- Herrami ConosDocumento8 páginasHerrami ConosMecanizado SenaAinda não há avaliações
- Roscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Documento9 páginasRoscas Metricas - Fundamentos Representacion y Acotacion Tema - 3.1Gilberto GarciaAinda não há avaliações
- PROCESOS DE MANUFACTURA FRESADORA (Recuperado)Documento22 páginasPROCESOS DE MANUFACTURA FRESADORA (Recuperado)Yen FisherAinda não há avaliações
- Refrigerantes en El Mecanizado.Documento1 páginaRefrigerantes en El Mecanizado.Diego AvellanedaAinda não há avaliações
- El TornoDocumento18 páginasEl TornoBiankhita Parada100% (1)
- 01 Guía TP FresadoDocumento14 páginas01 Guía TP FresadoAlejandro AltamiranoAinda não há avaliações
- E05 Ensayo ErichsenDocumento5 páginasE05 Ensayo ErichsenKaro Pand FloresAinda não há avaliações
- Guia TP-2011Documento36 páginasGuia TP-2011César Darío MesquidaAinda não há avaliações
- Erich SenDocumento10 páginasErich SenDaniel MartinAinda não há avaliações
- MECANIZADODocumento17 páginasMECANIZADOJean CharlesAinda não há avaliações
- TORNEADODocumento28 páginasTORNEADORUBEN DARIO MENDOZA MEZAAinda não há avaliações
- Tecnologia Mecanica IDocumento42 páginasTecnologia Mecanica IKhaled MedinaAinda não há avaliações
- Procesos de Manufactura, SyllabusDocumento7 páginasProcesos de Manufactura, SyllabusRonnie DelgadoAinda não há avaliações
- Tratamiento Termico de Aceros Al Carbono Especiales y para Herramientas PDFDocumento127 páginasTratamiento Termico de Aceros Al Carbono Especiales y para Herramientas PDFedid100% (1)
- 15 - Taller de Repaso 2Documento4 páginas15 - Taller de Repaso 2Juan Sebastián Álvarez QuinteroAinda não há avaliações
- C604 Ensayo ErichsenDocumento6 páginasC604 Ensayo ErichsenDiego RojasAinda não há avaliações
- Guia 1 Fresado y Fresadores.Documento31 páginasGuia 1 Fresado y Fresadores.Francisco VargasAinda não há avaliações
- Instrumentos de TorneriaDocumento3 páginasInstrumentos de TorneriaOscar Fernandez AlconAinda não há avaliações
- Fresadora UniversalDocumento5 páginasFresadora UniversalRaul Quispe RamirezAinda não há avaliações
- Analisis y Seleccion de Proceso de Fabricacion - WilliamDocumento5 páginasAnalisis y Seleccion de Proceso de Fabricacion - WilliamKevin Barco SoplapucoAinda não há avaliações
- Fundicion Por Molde Unitario OriginalDocumento39 páginasFundicion Por Molde Unitario OriginaledwinAinda não há avaliações
- Velocidades de CorteDocumento28 páginasVelocidades de CorteOrlandoLGodosAinda não há avaliações
- Desarrollo Cero Máquina A2Documento2 páginasDesarrollo Cero Máquina A2darroyo77Ainda não há avaliações
- Hy17 8218 EsDocumento12 páginasHy17 8218 EsCharly TamaAinda não há avaliações
- Hornos de Tratamiento TermicoDocumento8 páginasHornos de Tratamiento TermicoAMERICA MICHELLE DEL ANGEL TORRES100% (1)
- Informe Del 1-3Documento8 páginasInforme Del 1-3Karlos MauricioAinda não há avaliações
- Presentacion Final CNC - Equipo 4Documento33 páginasPresentacion Final CNC - Equipo 4Juan NavarroAinda não há avaliações
- Mordaza Soldadura en Angulo PDFDocumento9 páginasMordaza Soldadura en Angulo PDFMaria Fernanda GonzalezAinda não há avaliações
- Tallado de Engranajes 1-2014Documento11 páginasTallado de Engranajes 1-2014thiagoAinda não há avaliações
- Introduccion A Justes y Tolerancias-2Documento15 páginasIntroduccion A Justes y Tolerancias-2Teylor RodriguezAinda não há avaliações
- Bohler M238Documento7 páginasBohler M238Javot Ignacio RippesAinda não há avaliações
- 06 Manual Sistemas de Union 2023Documento74 páginas06 Manual Sistemas de Union 2023Iván Rguez. CortésAinda não há avaliações
- Normas de AcotacionDocumento16 páginasNormas de AcotacionAshly Cutz100% (1)
- Apuntes de Procesos de Mecanizado ManualDocumento32 páginasApuntes de Procesos de Mecanizado ManualMorgan Huascar Checa LopezAinda não há avaliações
- Especificaciones Torno UratsaDocumento2 páginasEspecificaciones Torno UratsaMauri RangelAinda não há avaliações
- Calculo de EngranajesDocumento27 páginasCalculo de EngranajesManuelMYMMidoriAinda não há avaliações
- Diseño y FabricaciónDocumento34 páginasDiseño y FabricaciónMIGUEL HUAMAN QUISPEAinda não há avaliações
- La Manufactura Integrada Por ComputadoraDocumento11 páginasLa Manufactura Integrada Por ComputadoraLuis González0% (1)
- Tabla Sencilla de AjustesDocumento4 páginasTabla Sencilla de AjustesEdortaMorenoAranburuAinda não há avaliações
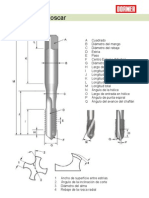
- Machos de RoscarDocumento6 páginasMachos de RoscarGara PedrazaAinda não há avaliações
- Machos para RoscarDocumento22 páginasMachos para RoscarHusa GomezAinda não há avaliações
- Qué Es Una Rosca y AvellanadoDocumento9 páginasQué Es Una Rosca y Avellanadodavidcamila2027100% (1)
- Foro Tematico IV SemestreeeeeDocumento5 páginasForo Tematico IV SemestreeeeeEl WachoAinda não há avaliações
- Foro Tematico IV SemestreeeeeDocumento5 páginasForo Tematico IV SemestreeeeeEl WachoAinda não há avaliações
- Procesos de MecanizadoDocumento14 páginasProcesos de MecanizadoSergio TorresAinda não há avaliações
- Roscado en Torno Con Terraja Y Machuelo, Torneado Cónco, RefrigerantesDocumento12 páginasRoscado en Torno Con Terraja Y Machuelo, Torneado Cónco, Refrigerantesvicente gavidiaAinda não há avaliações
- CapsulasDocumento2 páginasCapsulasSalvador Hernandez ColoradoAinda não há avaliações
- Span L LJ Catalog PDFDocumento16 páginasSpan L LJ Catalog PDFSalvador Hernandez ColoradoAinda não há avaliações
- Proceso de Corte Con TroquelesDocumento30 páginasProceso de Corte Con TroquelesSalvador Hernandez ColoradoAinda não há avaliações
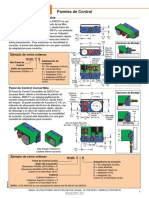
- Span Control Panel BulletinDocumento1 páginaSpan Control Panel BulletinSalvador Hernandez ColoradoAinda não há avaliações
- Span Linking Catalog PDFDocumento28 páginasSpan Linking Catalog PDFSalvador Hernandez ColoradoAinda não há avaliações
- CLAROS DE CORTE-Model PDFDocumento1 páginaCLAROS DE CORTE-Model PDFSalvador Hernandez ColoradoAinda não há avaliações
- Ramirez - Automatizacion Del Proceso de Estampado en Frio en Una Prensa Tipo Transfer PDFDocumento38 páginasRamirez - Automatizacion Del Proceso de Estampado en Frio en Una Prensa Tipo Transfer PDFSalvador Hernandez ColoradoAinda não há avaliações
- Artículo 40 LISRDocumento1 páginaArtículo 40 LISRSalvador Hernandez ColoradoAinda não há avaliações
- 01 IntroducciónDocumento14 páginas01 IntroducciónSalvador Hernandez ColoradoAinda não há avaliações
- Mf2158 - 3 Ajuste Montaje Y Verificacion de La Funcionalidad Y de Los Componentes de Troqueles OnlineDocumento16 páginasMf2158 - 3 Ajuste Montaje Y Verificacion de La Funcionalidad Y de Los Componentes de Troqueles OnlineSalvador Hernandez ColoradoAinda não há avaliações
- Mdrpim2017097 PDFDocumento126 páginasMdrpim2017097 PDFSalvador Hernandez ColoradoAinda não há avaliações
- Fundamentos de Metrología IndustrialDocumento36 páginasFundamentos de Metrología IndustrialSalvador Hernandez Colorado50% (2)
- 1-10 Practicas de Maquinas TermicasDocumento91 páginas1-10 Practicas de Maquinas TermicasSalvador Hernandez Colorado100% (1)
- OMNIvision 3 ArcaDocumento120 páginasOMNIvision 3 ArcaSergio Lopez AranoAinda não há avaliações
- 10 Clases de Antivirus Con Su PortadaDocumento3 páginas10 Clases de Antivirus Con Su Portadaאלברט סלוןAinda não há avaliações
- Ensayo Willis TowerDocumento5 páginasEnsayo Willis TowerJessica Vargas MárquezAinda não há avaliações
- Ficha Hipoclorito de SodioDocumento4 páginasFicha Hipoclorito de SodioManuel Antonio Silva GuevaraAinda não há avaliações
- ManualDocumento6 páginasManualMariaAinda não há avaliações
- Manual M7Documento33 páginasManual M7Gonzalo Riquelme OtárolaAinda não há avaliações
- Mapa MentalDocumento2 páginasMapa MentalNoe Adan Sánchez HernándezAinda não há avaliações
- Specs CX130CDocumento6 páginasSpecs CX130CRonald Mario Kupa AnticonaAinda não há avaliações
- Normas Generales de Diseño para AlcantarilladosDocumento10 páginasNormas Generales de Diseño para AlcantarilladosjorgecezaAinda não há avaliações
- Estudio Hidrologico San JuanCHINCHA 4Documento282 páginasEstudio Hidrologico San JuanCHINCHA 4Arce MarcovichAinda não há avaliações
- Primer Informe de SuelosDocumento17 páginasPrimer Informe de SueloscarlosAinda não há avaliações
- Curso Sold P Super - 3Documento72 páginasCurso Sold P Super - 3Nef RuizAinda não há avaliações
- Iiago 08Documento236 páginasIiago 08Stone ageAinda não há avaliações
- Matriz de LeopoldDocumento3 páginasMatriz de LeopoldYaneth Aranda100% (2)
- Unidad 3 - 2021Documento147 páginasUnidad 3 - 2021MIGUEL DIOGENES RAMOS RODRIGUEZAinda não há avaliações
- Saber Electronica 026Documento64 páginasSaber Electronica 026victorzuche100% (1)
- Nom P 9 1991Documento5 páginasNom P 9 1991mdc1603Ainda não há avaliações
- 48 EjerciciosDocumento4 páginas48 EjercicioscateingenieroAinda não há avaliações
- Set Top Box y Television DigitalDocumento5 páginasSet Top Box y Television DigitalXGlvezAinda não há avaliações
- Transmission Line ArresterDocumento8 páginasTransmission Line ArresterJose Luis Ortega100% (1)
- Vereda Potreros - NicolleDocumento18 páginasVereda Potreros - NicolleVanessa HurtadoAinda não há avaliações
- AmbientalDocumento126 páginasAmbientalauner_garciaAinda não há avaliações
- El Dinamómetro de Corrientes ParásitasDocumento23 páginasEl Dinamómetro de Corrientes ParásitasLuis AcostaAinda não há avaliações
- Diseño de Losa - Parte 1 FinalDocumento18 páginasDiseño de Losa - Parte 1 FinalJavier Josue Correa VelasquezAinda não há avaliações
- SSO-PRO-007 Trabajos en Caliente Ver 01Documento4 páginasSSO-PRO-007 Trabajos en Caliente Ver 01juniorAinda não há avaliações
- 03 - Tipologias Estructurales BuenoDocumento33 páginas03 - Tipologias Estructurales BuenoVreyes1981Ainda não há avaliações
- 2.-. Caida de TensionDocumento28 páginas2.-. Caida de Tensionshane tAinda não há avaliações
- Tesis CoagulantesDocumento145 páginasTesis CoagulantesJuanitaAinda não há avaliações
- Calculo de La Vida Util de Una Bateria de AutoDocumento2 páginasCalculo de La Vida Util de Una Bateria de AutoGary CastilloAinda não há avaliações
- Cambio de Fase - TeoriaDocumento7 páginasCambio de Fase - TeoriaJesus Grados Saravia0% (1)