Você também pode gostar
- Heat Treatment of SteelsDocumento6 páginasHeat Treatment of SteelsSrinivas LaishettyAinda não há avaliações
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonAinda não há avaliações
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelAinda não há avaliações
- SA253MA DetailDocumento16 páginasSA253MA Detailksquare2001100% (1)
- Welding ProcessDocumento6 páginasWelding ProcessRENGANATHAN PAinda não há avaliações
- Definition of Girth WeldDocumento2 páginasDefinition of Girth WeldHung ChengAinda não há avaliações
- Heat Treatment ProcessDocumento31 páginasHeat Treatment ProcessAbhishek IndalkarAinda não há avaliações
- Testing of WeldsDocumento44 páginasTesting of Weldspkn_pnt9950Ainda não há avaliações
- Welding SGDocumento76 páginasWelding SGPrasoon ChaturvediAinda não há avaliações
- Chapter-3 General Information of WeldingDocumento5 páginasChapter-3 General Information of WeldingKumar DneshAinda não há avaliações
- Physics of Welding Better VersionDocumento3 páginasPhysics of Welding Better VersionKhurram RehmanAinda não há avaliações
- Welding Processes GuideDocumento27 páginasWelding Processes Guidesuri345Ainda não há avaliações
- Repair of Rails On Site by Welding XA00127720Documento20 páginasRepair of Rails On Site by Welding XA00127720wpsssamsungAinda não há avaliações
- Hot Forming/Bending: Material BS 806 ANSI B 31.1 DIN 17175 MannessmanDocumento3 páginasHot Forming/Bending: Material BS 806 ANSI B 31.1 DIN 17175 Mannessmandnageshm4n244Ainda não há avaliações
- Iron Carbon Phase DiagramDocumento7 páginasIron Carbon Phase Diagrampratap biswasAinda não há avaliações
- Zero Defect in P91-Report-2005Documento20 páginasZero Defect in P91-Report-2005sbmmla100% (1)
- The Types of Welding Electrodes and Their UsesDocumento8 páginasThe Types of Welding Electrodes and Their UsesTIBEBUAinda não há avaliações
- Steel and Its AlloyDocumento23 páginasSteel and Its AlloyHemang ChopraAinda não há avaliações
- Hypoeutectiod Steel Alloys - SteelDocumento52 páginasHypoeutectiod Steel Alloys - SteelnotsofarAinda não há avaliações
- Ferrite in Stainless Steel Weld Metal PDFDocumento18 páginasFerrite in Stainless Steel Weld Metal PDFElizabeth SpenceAinda não há avaliações
- Welding School DisplayDocumento10 páginasWelding School DisplaySunilAinda não há avaliações
- Heat Treatment of SteelsDocumento9 páginasHeat Treatment of SteelsEhsan KhanAinda não há avaliações
- Heat Treatment, Case HardeningDocumento15 páginasHeat Treatment, Case HardeningM Insan KamilAinda não há avaliações
- Nickel Alloy Based Filler MetalDocumento1 páginaNickel Alloy Based Filler MetaljoehodohAinda não há avaliações
- MIG-MAG Welding Course OverviewDocumento10 páginasMIG-MAG Welding Course OverviewGanesanGovindarjAinda não há avaliações
- Indian Institute of Welding-ANB: Refresher Course: Module-06Documento64 páginasIndian Institute of Welding-ANB: Refresher Course: Module-06dayalramAinda não há avaliações
- Effect of Alloying Elements On Steels Rev.BDocumento402 páginasEffect of Alloying Elements On Steels Rev.BCharlie Chong100% (23)
- Unit 1 Physics of Welding Arc WeldingDocumento106 páginasUnit 1 Physics of Welding Arc WeldingyashAinda não há avaliações
- Weld GaugesDocumento15 páginasWeld GaugesHaleemUrRashidBangashAinda não há avaliações
- Welding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekDocumento11 páginasWelding: Solidification and Microstructure: S.A. David, S.S. Babu, and J.M. VitekGoriAinda não há avaliações
- QA-QC Welding Program evaluation TestDocumento2 páginasQA-QC Welding Program evaluation TestSatish KeskarAinda não há avaliações
- Characteristics of Residual StressDocumento61 páginasCharacteristics of Residual Stressعزت عبد المنعمAinda não há avaliações
- Non-Arc Welding Processes OverviewDocumento30 páginasNon-Arc Welding Processes OverviewKhalid El MasryAinda não há avaliações
- Selection of Welding Electrodes for RailwaysDocumento43 páginasSelection of Welding Electrodes for Railwayssalman ali100% (1)
- Weld DefectsDocumento45 páginasWeld Defectsanon_256154377Ainda não há avaliações
- Welding & Cutting ProcessDocumento16 páginasWelding & Cutting ProcesscvAinda não há avaliações
- 3 ElectricArcWeldingDocumento35 páginas3 ElectricArcWeldingKirandeep GandhamAinda não há avaliações
- Small Diameter Boiler Tube Butt Weld Acceptance Criteria - Arnold - 20 May 2015 PDFDocumento8 páginasSmall Diameter Boiler Tube Butt Weld Acceptance Criteria - Arnold - 20 May 2015 PDFAnaximenes 12Ainda não há avaliações
- Welding Research InstituteDocumento81 páginasWelding Research InstituteAnkur25100% (1)
- Brazing, Soldering, AdhesivesDocumento31 páginasBrazing, Soldering, AdhesivesAchinthya PereraAinda não há avaliações
- Module 8 Welding Metallurgy For The WIDocumento39 páginasModule 8 Welding Metallurgy For The WIMiki Jaksic100% (1)
- Physics of WeldingDocumento8 páginasPhysics of WeldingAbu SaadAinda não há avaliações
- Iron Carbon DiagramDocumento10 páginasIron Carbon DiagramsivakumarAinda não há avaliações
- Electroplating Handbook GuideDocumento13 páginasElectroplating Handbook GuideAbeerAinda não há avaliações
- Guidelines For Hard Facing Onto SteelsDocumento7 páginasGuidelines For Hard Facing Onto SteelsmohamedfirozAinda não há avaliações
- ASTM 213, t22Documento22 páginasASTM 213, t22amolgadgikar100% (1)
- Recovery, Recrystallization, and Grain GrowthDocumento12 páginasRecovery, Recrystallization, and Grain GrowthstevenwhittlAinda não há avaliações
- Rail WeldingDocumento4 páginasRail WeldingOlga Sandoval RomeroAinda não há avaliações
- Introducing Cold Pilger Mill Technology - Tube and Pipe ProductionDocumento4 páginasIntroducing Cold Pilger Mill Technology - Tube and Pipe Productionribeiro30Ainda não há avaliações
- Basic Principles of Heat TreatmentDocumento26 páginasBasic Principles of Heat TreatmentYaser Mohamed AbasAinda não há avaliações
- 1 - Intro To MetllurgyDocumento37 páginas1 - Intro To Metllurgyapi-342177144Ainda não há avaliações
- Annealing (metallurgy) - Heat treatment softens metalsDocumento4 páginasAnnealing (metallurgy) - Heat treatment softens metalsStephen MontelepreAinda não há avaliações
- Submerged Arc WeldingDocumento39 páginasSubmerged Arc WeldingAri GandaraAinda não há avaliações
- Cracks and welding imperfectionsDocumento39 páginasCracks and welding imperfectionsAnonymousAinda não há avaliações
- Fundamentals of Welding TechDocumento29 páginasFundamentals of Welding TechAshwani DograAinda não há avaliações
- Iron Carbon DiagramDocumento8 páginasIron Carbon Diagramashok pradhanAinda não há avaliações
- Example Slide of User Functions: Time Guide The Slide Should Be Finished byDocumento220 páginasExample Slide of User Functions: Time Guide The Slide Should Be Finished byScott K.L LeeAinda não há avaliações
- Defect IIWDocumento3 páginasDefect IIWPPMAinda não há avaliações
- TIG Welding Process GuideDocumento20 páginasTIG Welding Process GuideEnache DaniAinda não há avaliações
- IIW-ANB Refresher Course: Gas Welding, Brazing, Soldering and Cutting ProcessesDocumento81 páginasIIW-ANB Refresher Course: Gas Welding, Brazing, Soldering and Cutting ProcessesAsad Bin Ala QatariAinda não há avaliações
- Api 571Documento8 páginasApi 571Akhilesh KumarAinda não há avaliações
- PlasteringDocumento56 páginasPlasteringAkhilesh KumarAinda não há avaliações
- PaintingDocumento6 páginasPaintingAkhilesh KumarAinda não há avaliações
- Brick MasonaryDocumento80 páginasBrick MasonaryAkhilesh KumarAinda não há avaliações
- Roof Waterproofing ProcedureDocumento5 páginasRoof Waterproofing ProcedureAkhilesh KumarAinda não há avaliações
- Project:Panipat-Jallandhar LPG Pipeline Project. Owner:I.O.C.L. Conntractor: M/s Indcon Projects & Equipment LTDDocumento14 páginasProject:Panipat-Jallandhar LPG Pipeline Project. Owner:I.O.C.L. Conntractor: M/s Indcon Projects & Equipment LTDAkhilesh KumarAinda não há avaliações
- FlooringDocumento10 páginasFlooringAkhilesh KumarAinda não há avaliações
- Chainlink FencingDocumento56 páginasChainlink FencingAkhilesh KumarAinda não há avaliações
- False CeilingDocumento48 páginasFalse CeilingAkhilesh KumarAinda não há avaliações
- Project:Panipat-Jallandhar LPG Pipeline Project. Owner:I.O.C.L. Conntractor: M/s Indcon Projects & Equipment LTDDocumento16 páginasProject:Panipat-Jallandhar LPG Pipeline Project. Owner:I.O.C.L. Conntractor: M/s Indcon Projects & Equipment LTDAkhilesh KumarAinda não há avaliações
- ConcretingDocumento28 páginasConcretingAkhilesh KumarAinda não há avaliações
- Back FillingDocumento70 páginasBack FillingAkhilesh KumarAinda não há avaliações
- Procedure For Road WorkDocumento5 páginasProcedure For Road WorkAkhilesh KumarAinda não há avaliações
- 12 Form WorkDocumento7 páginas12 Form WorkAkhilesh KumarAinda não há avaliações
- Anti TermiteDocumento30 páginasAnti TermiteAkhilesh KumarAinda não há avaliações
- Procedure For Area Grading and Development WorksDocumento3 páginasProcedure For Area Grading and Development WorksAkhilesh KumarAinda não há avaliações
- 15 ConcretingDocumento22 páginas15 ConcretingAkhilesh KumarAinda não há avaliações
- 11-Backfiling at Station NoDocumento7 páginas11-Backfiling at Station NoAkhilesh KumarAinda não há avaliações
- Flooring Procedure and Inspection PlanDocumento4 páginasFlooring Procedure and Inspection PlanAkhilesh Kumar0% (1)
- Roof Waterproofing ProcedureDocumento4 páginasRoof Waterproofing ProcedureAkhilesh KumarAinda não há avaliações
- Procedure For RCCDocumento3 páginasProcedure For RCCAkhilesh KumarAinda não há avaliações
- 06-Earthwork in ExcavationDocumento7 páginas06-Earthwork in ExcavationAkhilesh KumarAinda não há avaliações
- Procedure For PVC DoorsDocumento3 páginasProcedure For PVC DoorsAkhilesh KumarAinda não há avaliações
- Barbed Wire Fencing ProcedureDocumento3 páginasBarbed Wire Fencing ProcedureAkhilesh KumarAinda não há avaliações
- Procedure For Plumbing Sanitary WorkDocumento5 páginasProcedure For Plumbing Sanitary WorkAkhilesh Kumar100% (1)
- Procedure For Aluminum Door Window and VentilatorsDocumento3 páginasProcedure For Aluminum Door Window and VentilatorsAkhilesh KumarAinda não há avaliações
- Procedure For Horticulture WorksDocumento4 páginasProcedure For Horticulture WorksAkhilesh KumarAinda não há avaliações
- Materials Concrete Mix TestingDocumento5 páginasMaterials Concrete Mix TestingAkhilesh KumarAinda não há avaliações
- Procedure For Antitermite TreatmentDocumento4 páginasProcedure For Antitermite TreatmentAkhilesh KumarAinda não há avaliações
- False Ceiling Proc.Documento4 páginasFalse Ceiling Proc.Akhilesh KumarAinda não há avaliações
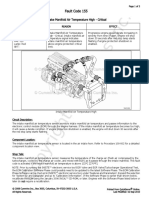
- Fault Code 155: Intake Manifold Air Temperature High - CriticalDocumento3 páginasFault Code 155: Intake Manifold Air Temperature High - Criticalhamilton miranda100% (1)
- Practice: Circles and ArcsDocumento2 páginasPractice: Circles and ArcsTIANA ARILEAinda não há avaliações
- Numerical Modelling of Laterally Loaded Piles Captures Field Test ResponseDocumento244 páginasNumerical Modelling of Laterally Loaded Piles Captures Field Test ResponseXiang ming GeAinda não há avaliações
- Baby NamesDocumento9 páginasBaby Namesppremamca_617705407Ainda não há avaliações
- Niryana Shoola DasaDocumento7 páginasNiryana Shoola DasaSuryasukraAinda não há avaliações
- Instrument To Be CalibratedDocumento3 páginasInstrument To Be Calibratedsumit chauhanAinda não há avaliações
- Pump Characteristics ExperimentDocumento7 páginasPump Characteristics ExperimentJam JoAinda não há avaliações
- Prom 2Documento3 páginasProm 2arvindAinda não há avaliações
- Chemical reactions and structuresDocumento22 páginasChemical reactions and structuresStormy StudiosAinda não há avaliações
- 1 SM PDFDocumento14 páginas1 SM PDFSiti HamsyiahAinda não há avaliações
- Ficha Tecnica Cat. Bard 36kbtu Act.Documento15 páginasFicha Tecnica Cat. Bard 36kbtu Act.Jehison M Patiño TenorioAinda não há avaliações
- PDPM Iiitdm Jabalpur: LASER Beam Machining AdvancementsDocumento12 páginasPDPM Iiitdm Jabalpur: LASER Beam Machining AdvancementsDeva RajAinda não há avaliações
- Series: Mechanical Style Pressure SwitchDocumento15 páginasSeries: Mechanical Style Pressure SwitchPhúc Phan TiếnAinda não há avaliações
- M. Valerio Assignment 6.1Documento1 páginaM. Valerio Assignment 6.1Mark Kristian ValerioAinda não há avaliações
- TICSA - Diesel Uno Petroleos Guatemala (13.01.23)Documento1 páginaTICSA - Diesel Uno Petroleos Guatemala (13.01.23)Luis M LópezAinda não há avaliações
- Porter's Diamond Model Explains Nations' Success in IT CompetitionDocumento30 páginasPorter's Diamond Model Explains Nations' Success in IT CompetitionKuthubudeen T MAinda não há avaliações
- อัตราภาษีของไทยที่ลดให้เปรูDocumento124 páginasอัตราภาษีของไทยที่ลดให้เปรูDante FilhoAinda não há avaliações
- 1 s2.0 S2210803316300781 MainDocumento8 páginas1 s2.0 S2210803316300781 MainGilang Aji P. EmonAinda não há avaliações
- Mouse Deer and TigerDocumento2 páginasMouse Deer and Tigeralan.nevgan100% (1)
- PCS PADDLE SHIFTER INSTALL GUIDEDocumento21 páginasPCS PADDLE SHIFTER INSTALL GUIDEAndreas T P ManurungAinda não há avaliações
- Inkontinensia Urin: Dr. Adhi Permana, SPPDDocumento35 páginasInkontinensia Urin: Dr. Adhi Permana, SPPDTiara KhairinaAinda não há avaliações
- SI44M 60H 80H-DeN1730-V12web DownloadedDocumento4 páginasSI44M 60H 80H-DeN1730-V12web DownloadedtauraimukumbaAinda não há avaliações
- 2 History of OrthodonticsDocumento11 páginas2 History of OrthodonticsMeiz JaleelAinda não há avaliações
- Analytical Mechanics SolutionsDocumento193 páginasAnalytical Mechanics SolutionsQuinton Boltin67% (9)
- Outline 1. Background of Revision: JEITA CP-1104BDocumento4 páginasOutline 1. Background of Revision: JEITA CP-1104BkksdnjdaAinda não há avaliações
- Delay-Tolerant NetworksDocumento66 páginasDelay-Tolerant NetworksMegi YantoAinda não há avaliações
- Data Sheet ID FanDocumento5 páginasData Sheet ID FanrudiawanAinda não há avaliações
- Fe in Black TeaDocumento6 páginasFe in Black TeaHerni Nur AeniAinda não há avaliações
- The Blue Hotel PDFDocumento22 páginasThe Blue Hotel PDFGabriel OvidorAinda não há avaliações
- LirikDocumento537 páginasLirikMuhamad Iqbal FahmiAinda não há avaliações