Você também pode gostar
- Asme Section Viii Div.1Documento87 páginasAsme Section Viii Div.1balu100% (7)
- Chemical Analysis of FoodDocumento12 páginasChemical Analysis of Foodprince1900100% (1)
- Valves remain key to LNG plant operationsDocumento2 páginasValves remain key to LNG plant operationsgembirasekaliAinda não há avaliações
- 300 Excel TipsDocumento5 páginas300 Excel TipsGlenn96% (23)
- Adblue FH4 PDFDocumento45 páginasAdblue FH4 PDFAhmad BaharAinda não há avaliações
- CAIRO INSPECTION COMPANY PT EXAMDocumento16 páginasCAIRO INSPECTION COMPANY PT EXAMAhmedAinda não há avaliações
- Revamping An Integrated Hydrocracker and Lube Base Oil UnitDocumento5 páginasRevamping An Integrated Hydrocracker and Lube Base Oil UnitVyacheslavAinda não há avaliações
- Troubleshooting FCC Circulation ProblemsDocumento6 páginasTroubleshooting FCC Circulation ProblemsLefter RinaldoAinda não há avaliações
- (SB0A012) Smith Meter® Integrated Biofuels Blending SkidsDocumento8 páginas(SB0A012) Smith Meter® Integrated Biofuels Blending SkidsRoberto Carlos TeixeiraAinda não há avaliações
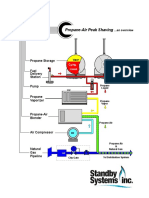
- Propane Peak Overview PDFDocumento20 páginasPropane Peak Overview PDFAnonymous OktZOVjem7Ainda não há avaliações
- Generator & Auxillaries (Stator Water, Seal Oil and Hydrogen Gas System)Documento32 páginasGenerator & Auxillaries (Stator Water, Seal Oil and Hydrogen Gas System)Praveen Jagadev100% (1)
- 3 Framo Engineering - Rudisham MarjohanDocumento25 páginas3 Framo Engineering - Rudisham MarjohanantonAinda não há avaliações
- Refinery Overview FinalDocumento65 páginasRefinery Overview FinalasifAinda não há avaliações
- A New Separator Helps FCC Adapt To A New Refinery-Petrochemical Role-EnglishDocumento10 páginasA New Separator Helps FCC Adapt To A New Refinery-Petrochemical Role-EnglishMai Ngoc ChienAinda não há avaliações
- Sakhalin LNG-Train GenDocumento54 páginasSakhalin LNG-Train GenRobert WatersAinda não há avaliações
- Uop Benfield DatasheetDocumento2 páginasUop Benfield DatasheetSusan Monteza GrandezAinda não há avaliações
- Subsea Systems and FacilitiesDocumento9 páginasSubsea Systems and FacilitiesPrem NagappanpillaiAinda não há avaliações
- 2012 StarLNG Brochure - Issue 2.0Documento28 páginas2012 StarLNG Brochure - Issue 2.0iaxdenAinda não há avaliações
- Elastomer PropertiesDocumento72 páginasElastomer PropertiesBashu PoudelAinda não há avaliações
- Reducing Pressure - Increasing Efficiency: PanoramaDocumento4 páginasReducing Pressure - Increasing Efficiency: PanoramapsshnkrAinda não há avaliações
- Debottlenecking - FractionatorDocumento5 páginasDebottlenecking - Fractionatorsuprateem100% (1)
- Synthesis of 2-NitropropeneDocumento3 páginasSynthesis of 2-NitropropeneVictor VikeneAinda não há avaliações
- Asme B30.9 - FinalDocumento3 páginasAsme B30.9 - FinalDavidNaulaAinda não há avaliações
- Circulating Water SystemDocumento44 páginasCirculating Water SystemVinoth100% (1)
- Petroleum Refinery: Fryad Mohammed SharifDocumento8 páginasPetroleum Refinery: Fryad Mohammed SharifSander LukeAinda não há avaliações
- Hydrocracker Complex Presentation For BPST 23Documento50 páginasHydrocracker Complex Presentation For BPST 23fbriandityaAinda não há avaliações
- Honeycomb Kevlar 49 (Hexcel)Documento3 páginasHoneycomb Kevlar 49 (Hexcel)Julia GarciaAinda não há avaliações
- R - 1776 - Check Valves Side Mounted Extraction Check ValveDocumento4 páginasR - 1776 - Check Valves Side Mounted Extraction Check ValvedharmendrabholeAinda não há avaliações
- Control ValvesDocumento38 páginasControl ValvesSridhar GudapatiAinda não há avaliações
- Actively Cooled Fuel ControlsDocumento24 páginasActively Cooled Fuel ControlsChew Peck SeongAinda não há avaliações
- Hydroprocessing Reactor and Process Design To Optimize Catalyst Performance PDFDocumento18 páginasHydroprocessing Reactor and Process Design To Optimize Catalyst Performance PDFJupichi TMAinda não há avaliações
- CCI in Oil and Gas PDFDocumento8 páginasCCI in Oil and Gas PDFavijitbAinda não há avaliações
- Tank Gauging System PresentationDocumento48 páginasTank Gauging System PresentationsanjeevAinda não há avaliações
- Coal Transportation and HandlingDocumento40 páginasCoal Transportation and HandlingVinothAinda não há avaliações
- Main ColumnDocumento19 páginasMain ColumnsemAinda não há avaliações
- FUEL OIL SYSTEM PurposeDocumento14 páginasFUEL OIL SYSTEM PurposeVinothAinda não há avaliações
- Biffi Hydraulic ActuatorsDocumento28 páginasBiffi Hydraulic ActuatorsMuthu Kumar RAinda não há avaliações
- Annex4-TRS992 Hold Time Study GuidelineDocumento8 páginasAnnex4-TRS992 Hold Time Study Guidelinensk79in@gmail.com100% (1)
- Transportation of Ethane Dense PhaseDocumento7 páginasTransportation of Ethane Dense Phaseadarsh_arya_1Ainda não há avaliações
- Optimize Gas Sweetening With MDEADocumento35 páginasOptimize Gas Sweetening With MDEAAnonymous bHh1L1Ainda não há avaliações
- Refinery PDFDocumento22 páginasRefinery PDFromulussikalitAinda não há avaliações
- BoilerDocumento23 páginasBoileronspsnons123100% (1)
- BoilerDocumento23 páginasBoileronspsnons123100% (1)
- OISD Standards Layout Oil GasDocumento21 páginasOISD Standards Layout Oil Gasashishntpc1309Ainda não há avaliações
- Manual On Boiler Tube FailureDocumento69 páginasManual On Boiler Tube Failureyogeshmangal1974100% (2)
- Power Plant Design HandbookDocumento135 páginasPower Plant Design HandbookRehman Zahid100% (1)
- Catacarb Section, Dawood Hercules Fertilizers LimitedDocumento16 páginasCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
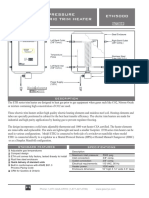
- Trim Heater PDFDocumento2 páginasTrim Heater PDFsaadashfaq100% (1)
- Catalytic Reforming Options and PracticesDocumento4 páginasCatalytic Reforming Options and PracticesHector Javier Cruz Campa50% (2)
- Chem16 LE3 SamplexDocumento3 páginasChem16 LE3 SamplexmariemfranciscoAinda não há avaliações
- Reactivity of Naphtha Fractions For Light Olefins ProductionDocumento14 páginasReactivity of Naphtha Fractions For Light Olefins ProductionAMAAinda não há avaliações
- C CC CC: CCCCCCCCCCCCCCCCDocumento27 páginasC CC CC: CCCCCCCCCCCCCCCCMuhammadTanzeeLUsmanAinda não há avaliações
- Masoneilan Process Valves CNDNSD Catalog 0512Documento20 páginasMasoneilan Process Valves CNDNSD Catalog 0512pauloferettiAinda não há avaliações
- PSV Safety Valves IntroductionDocumento12 páginasPSV Safety Valves IntroductionKachi Ike100% (1)
- HydrocrackingDocumento1 páginaHydrocrackingLeonardo MartinettoAinda não há avaliações
- VGO HydrocrackingDocumento14 páginasVGO HydrocrackingAndy DolmanAinda não há avaliações
- Topsoe wet gas sulphuric acid technology reduces sulfur emissionsDocumento8 páginasTopsoe wet gas sulphuric acid technology reduces sulfur emissionstsaleh100% (1)
- Compressors How To Achieve High Reliability & Availability (Electronics)Documento55 páginasCompressors How To Achieve High Reliability & Availability (Electronics)Anonymous IGtWHoi0Ainda não há avaliações
- The Purpose of Sulfur Guard BedDocumento1 páginaThe Purpose of Sulfur Guard BedAlia Khan100% (1)
- Investigation of Platformer Reactor Nozzle CrackingDocumento12 páginasInvestigation of Platformer Reactor Nozzle CrackingMubeenAinda não há avaliações
- APCI ProcessDocumento5 páginasAPCI ProcessMario MontessoriAinda não há avaliações
- Isomerization Process: Basudha Maurya Department of Chemical Engineering MNNIT, AllahabadDocumento18 páginasIsomerization Process: Basudha Maurya Department of Chemical Engineering MNNIT, Allahabadduyhieu1122Ainda não há avaliações
- Review of Small Stationary Reformers For Hydrogen ProductionDocumento52 páginasReview of Small Stationary Reformers For Hydrogen ProductionSoineth GuzmánAinda não há avaliações
- V FCCDocumento38 páginasV FCCpipe_boyAinda não há avaliações
- PIlot Operated Safety ValveDocumento6 páginasPIlot Operated Safety ValveTrisha SalinasAinda não há avaliações
- 020 Gerwin Wijsman GraceDocumento20 páginas020 Gerwin Wijsman GraceNduong NguyenAinda não há avaliações
- HPCL-Mittal Energy Limited: Corporate ProfileDocumento11 páginasHPCL-Mittal Energy Limited: Corporate ProfileJordan RockAinda não há avaliações
- PRT RelianceDocumento26 páginasPRT Relianceficky_iitdAinda não há avaliações
- Reliance HPC Course 2009 - 01 - IntroductionDocumento8 páginasReliance HPC Course 2009 - 01 - IntroductionsuprateemAinda não há avaliações
- BOMAFA Corporate Profile EnglishDocumento6 páginasBOMAFA Corporate Profile Englishshan07011984Ainda não há avaliações
- Type PR Online Assurance Program: Success StoryDocumento2 páginasType PR Online Assurance Program: Success Storyvarun sharmaAinda não há avaliações
- Belco Edv Wet Scrubbing System: Best Available Control Technology (Bact) For Fccu Emission ControlDocumento16 páginasBelco Edv Wet Scrubbing System: Best Available Control Technology (Bact) For Fccu Emission ControlBharavi K S100% (1)
- Velan's Global Leadership in Industrial Valve ManufacturingDocumento8 páginasVelan's Global Leadership in Industrial Valve ManufacturingmujeebtalibAinda não há avaliações
- Chemistry of Crudes - DR y K SharmaDocumento48 páginasChemistry of Crudes - DR y K Sharmasuprateem100% (1)
- Fso pm3 CaaDocumento2 páginasFso pm3 CaaskisascribdAinda não há avaliações
- Cbi Lummus Fcc-12Documento2 páginasCbi Lummus Fcc-12stavros7Ainda não há avaliações
- Clean Fuel TechnologyDocumento7 páginasClean Fuel TechnologyGarry DavidAinda não há avaliações
- Stainless Steel DataDocumento21 páginasStainless Steel DataVinothAinda não há avaliações
- Business Metrics That MatterDocumento14 páginasBusiness Metrics That MatterGausMohiuddinAinda não há avaliações
- How Does A Siphon WorkDocumento22 páginasHow Does A Siphon WorkVinothAinda não há avaliações
- B2B E-Market Study Highlights Value CreationDocumento7 páginasB2B E-Market Study Highlights Value CreationVinothAinda não há avaliações
- Thirukural in Ancient ScriptsDocumento16 páginasThirukural in Ancient ScriptsVinothAinda não há avaliações
- B2B Branding A Financial Burden For ShareholdersDocumento8 páginasB2B Branding A Financial Burden For ShareholdersVinothAinda não há avaliações
- BGHJHVDocumento2 páginasBGHJHVVinothAinda não há avaliações
- Measuring Literalism and Symbolism in AdvertisementsDocumento361 páginasMeasuring Literalism and Symbolism in AdvertisementsVinothAinda não há avaliações
- AdvertisementDocumento43 páginasAdvertisementVinoth0% (1)
- Control Valve Leakage ClassificationDocumento1 páginaControl Valve Leakage ClassificationVinothAinda não há avaliações
- Basic Instrumentation Measuring Devices and Basic Pid ControlDocumento125 páginasBasic Instrumentation Measuring Devices and Basic Pid ControlCuong Nguyen ChiAinda não há avaliações
- Magnetrol Level Flow Tech HandbookDocumento44 páginasMagnetrol Level Flow Tech HandbookDelfinshAinda não há avaliações
- Termodinamika Vol 1Documento138 páginasTermodinamika Vol 1Moh Rusli BahtiarAinda não há avaliações
- Analiza-Indicatorilor-Fizici-Ai-Unor-Ape-Din-Romania1Documento6 páginasAnaliza-Indicatorilor-Fizici-Ai-Unor-Ape-Din-Romania1Florin Ionita0% (1)
- Excimer Lasers: Edited by Ch. K. RhodesDocumento275 páginasExcimer Lasers: Edited by Ch. K. RhodesSujay SwainAinda não há avaliações
- Assignment 1Documento3 páginasAssignment 1Yeleti FamilyAinda não há avaliações
- Experimental Investigation and Performance Evaluation of Solar Still Using Phase Change MaterialDocumento10 páginasExperimental Investigation and Performance Evaluation of Solar Still Using Phase Change MaterialrassAinda não há avaliações
- Activity 8 - Analysis and Classification of CoalsDocumento8 páginasActivity 8 - Analysis and Classification of CoalsAnne Maureen MasangcayAinda não há avaliações
- Dalton 2015 ManualDocumento496 páginasDalton 2015 ManualDanillo Pires ValverdeAinda não há avaliações
- Problemset4 3Documento1 páginaProblemset4 3Gregory Eleazar D. AngelesAinda não há avaliações
- Practical Wet Test Acid Radical-1Documento5 páginasPractical Wet Test Acid Radical-1psyxs4tsv9Ainda não há avaliações
- Section 2.3 Chemical Properties: Reading StrategyDocumento2 páginasSection 2.3 Chemical Properties: Reading StrategyBobAinda não há avaliações
- Module in General ChemistryDocumento28 páginasModule in General Chemistrysiobe batumbakalAinda não há avaliações
- 152 TOP Thermodynamics Mechanical Engineering Multiple Choice Questions and Answers List MCQs Preparation For Engineering Competitive Exams PDFDocumento17 páginas152 TOP Thermodynamics Mechanical Engineering Multiple Choice Questions and Answers List MCQs Preparation For Engineering Competitive Exams PDFIlhariri Muhammad IrlisAinda não há avaliações
- R. K. Malik'S Newton Classes Ranchi: 30 Chemistry in Everyday LifeDocumento6 páginasR. K. Malik'S Newton Classes Ranchi: 30 Chemistry in Everyday LiferashidAinda não há avaliações
- For Gas Testing Examination. Unit 1 Air CompositionDocumento3 páginasFor Gas Testing Examination. Unit 1 Air CompositionAman KumarAinda não há avaliações
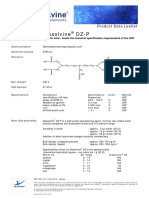
- Dissolvine DZ P PDLDocumento2 páginasDissolvine DZ P PDLizzybjAinda não há avaliações
- Pipe Flow Analysis: Energy Equations for Incompressible FlowDocumento16 páginasPipe Flow Analysis: Energy Equations for Incompressible FlownurulselangorAinda não há avaliações
- Glydant Plus Liquid (I) 2006Documento2 páginasGlydant Plus Liquid (I) 2006Enrique Alberto Valenzuela Hernandez0% (1)
- Hydrobromic Acid (48% Solution in Water) : General & Use: Flammability and ExplosivityDocumento2 páginasHydrobromic Acid (48% Solution in Water) : General & Use: Flammability and ExplosivityGustavo SoaresAinda não há avaliações
- 2019FA-Organic CHEM-2423-61310Documento10 páginas2019FA-Organic CHEM-2423-61310Lissette RegisAinda não há avaliações
- The Periodic Table and The Physics That Drives ItDocumento22 páginasThe Periodic Table and The Physics That Drives ItSandipAinda não há avaliações
- Holocene Environmental Changes in Carajás Region (Pará, Brazil) Recorded by Lacustrine DepositsDocumento5 páginasHolocene Environmental Changes in Carajás Region (Pará, Brazil) Recorded by Lacustrine DepositsRafael Ferreira LimaAinda não há avaliações