Você também pode gostar
- Dispense Costruzione Macchine 0405Documento35 páginasDispense Costruzione Macchine 0405Giovanni De AmicisAinda não há avaliações
- 9.acciai Per Ruote Dentate 2018 - 2019 PDFDocumento11 páginas9.acciai Per Ruote Dentate 2018 - 2019 PDFGaetano100% (1)
- 485 506 x9 1 Aspetti X ItaDocumento22 páginas485 506 x9 1 Aspetti X ItascribddisantoAinda não há avaliações
- Acciai Per IngranaggiDocumento11 páginasAcciai Per IngranaggiFrancesco MastroAinda não há avaliações
- La Saldatura Dei Grossi Spessori Inox, Le Saldature Eterogenee, Le PlaccatureDocumento16 páginasLa Saldatura Dei Grossi Spessori Inox, Le Saldature Eterogenee, Le PlaccaturemattiaAinda não há avaliações
- Capitolo11 TM2Documento31 páginasCapitolo11 TM2NAinda não há avaliações
- Meccanismi Ruote DentateDocumento8 páginasMeccanismi Ruote DentateFrancesco MastroAinda não há avaliações
- DescrizioneTeoria-SCAMBIATORI PIASTREDocumento24 páginasDescrizioneTeoria-SCAMBIATORI PIASTREengbonom99450% (1)
- Tehnički List Mreže Za Zaštitu PokosaDocumento2 páginasTehnički List Mreže Za Zaštitu PokosaBenisa MujkicAinda não há avaliações
- Cap9 Fatica CompositiDocumento13 páginasCap9 Fatica CompositiFaby087Ainda não há avaliações
- Resistenza Del Calcestruzzo Alla Penetrazione Dell'AcquaDocumento10 páginasResistenza Del Calcestruzzo Alla Penetrazione Dell'AcquaPippo FrancoAinda não há avaliações
- 4 Deformazioni PlasticheDocumento44 páginas4 Deformazioni PlasticheBULGARELLILEONARDOAinda não há avaliações
- MATERIALI Per L'industria MeccanicaDocumento31 páginasMATERIALI Per L'industria MeccanicaGiuseppe VignolaAinda não há avaliações
- A12NDocumento26 páginasA12NMarco Raneo PezzanoAinda não há avaliações
- InsiemeDocumento2 páginasInsiemeRidwan ImaduddinAinda não há avaliações
- Usura Tecnologia MeccanicaDocumento31 páginasUsura Tecnologia MeccanicaAndrea TundoAinda não há avaliações
- Cavill AtureDocumento14 páginasCavill AtureAn MaAinda não há avaliações
- 11 Isolamento Sismico Impianti A RischioDocumento11 páginas11 Isolamento Sismico Impianti A RischioAleksiey PellicciaAinda não há avaliações
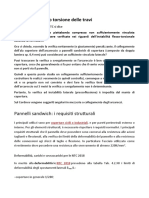
- Instabilità A Flesso Torsione Delle TraviDocumento2 páginasInstabilità A Flesso Torsione Delle TraviFloriano SalviAinda não há avaliações
- Lavorazioni Per Deformazione PlasticaDocumento43 páginasLavorazioni Per Deformazione PlasticaGiuseppe GentileAinda não há avaliações
- Ingranaggi in Plastica ODTDocumento27 páginasIngranaggi in Plastica ODTMassimiliano TurciAinda não há avaliações
- Resistenza Fatica Ingranaggi 011 PDFDocumento8 páginasResistenza Fatica Ingranaggi 011 PDFmgualdiAinda não há avaliações
- Quaderno Di Progettazione 5 - Unioni Saldate - Parte2Documento17 páginasQuaderno Di Progettazione 5 - Unioni Saldate - Parte2Lorenzo VoltaAinda não há avaliações
- Ponti StrallatiDocumento8 páginasPonti StrallatiNicola TomasiAinda não há avaliações
- Catalogo Generale GhisaDocumento16 páginasCatalogo Generale GhisaOrazio CasablancaAinda não há avaliações
- Cabine MT BT - ItDocumento9 páginasCabine MT BT - ItlucioctsicilAinda não há avaliações
- 01 - Acciaio MaterialeDocumento28 páginas01 - Acciaio MaterialeMayaAinda não há avaliações
- Durabilita Sostenibilita Cls Alte Prestazioni Cenere Volante Esposti A Cicli GelodisgeloDocumento8 páginasDurabilita Sostenibilita Cls Alte Prestazioni Cenere Volante Esposti A Cicli Gelodisgelostudio_rdAinda não há avaliações
- 09 Trattamento Dei MetalliDocumento52 páginas09 Trattamento Dei MetalliCFMTurboAinda não há avaliações
- Tetti Legno QuaderniDocumento68 páginasTetti Legno QuaderniGiuseppe BorgeseAinda não há avaliações
- ComminuzioneDocumento3 páginasComminuzioneLucaAinda não há avaliações
- La Rullatura Degli Alberi ScanalatiDocumento12 páginasLa Rullatura Degli Alberi Scanalaticlucchini_751669793Ainda não há avaliações
- Broch Xfiber54 08Documento8 páginasBroch Xfiber54 08bobbynebaAinda não há avaliações
- Legami Momento-Curvatura Strutture CalcestruzzoDocumento22 páginasLegami Momento-Curvatura Strutture Calcestruzzoamino222Ainda não há avaliações
- Creep-Fatica Nei GDVDocumento24 páginasCreep-Fatica Nei GDVNiccolò GiannottiAinda não há avaliações
- MEMORIA SAFAP2018 Una Rondella e Migliorie Sui Dadi Esagonali Per Prevenire I Danni Durante La ManutenzioneDocumento9 páginasMEMORIA SAFAP2018 Una Rondella e Migliorie Sui Dadi Esagonali Per Prevenire I Danni Durante La ManutenzioneA.MOTTA92Ainda não há avaliações
- Resistenza Al Sisma Di Ancoranti Post-InstallatiDocumento10 páginasResistenza Al Sisma Di Ancoranti Post-InstallatiGiuseppe GentileAinda não há avaliações
- Risanamento Dei Ponti in Calcestruzzo: 1. IntroduzioneDocumento21 páginasRisanamento Dei Ponti in Calcestruzzo: 1. IntroduzioneCasimiro ValdambraAinda não há avaliações
- Catalogo Tecnoservice ItaliaDocumento16 páginasCatalogo Tecnoservice ItaliaSteel_catAinda não há avaliações
- Microcalcestruzzo CONCRETE ROCK HPFRC Sch. Tec. FS39Documento3 páginasMicrocalcestruzzo CONCRETE ROCK HPFRC Sch. Tec. FS39silvano allegrettiAinda não há avaliações
- Carbone - Lubrificazione IdrodinamicaDocumento50 páginasCarbone - Lubrificazione IdrodinamicaFrank SciallaAinda não há avaliações
- Acciai Inox Difetti SaldatureDocumento17 páginasAcciai Inox Difetti SaldatureUmberto Slurm McKenzie RosiAinda não há avaliações
- Il Legno LamellareDocumento5 páginasIl Legno LamellareFrancesco VescioAinda não há avaliações
- Pedeferri Corrosione Nel CLS 2004Documento18 páginasPedeferri Corrosione Nel CLS 2004vscavelliAinda não há avaliações
- Vite Senza FineDocumento59 páginasVite Senza FinesteAinda não há avaliações
- Le Giunzioni Delle Strutture Aeronautiche - NuovoDocumento60 páginasLe Giunzioni Delle Strutture Aeronautiche - Nuovosanboa3Ainda não há avaliações
- Getti Massivi PDFDocumento18 páginasGetti Massivi PDFroccia1989Ainda não há avaliações
- Difettologia Delle SaldatureDocumento18 páginasDifettologia Delle Saldaturemp87_ingAinda não há avaliações
- 2014 AIAS 2014rimini Bearzi Benasciutti Cimenti Moro SismicaserbatoiovinoDocumento11 páginas2014 AIAS 2014rimini Bearzi Benasciutti Cimenti Moro SismicaserbatoiovinoDiCkSunAinda não há avaliações
- Tribologia Parte1 PDFDocumento29 páginasTribologia Parte1 PDFSucre Riccardo CannoneAinda não há avaliações
- La Zincatura A CaldoDocumento38 páginasLa Zincatura A Caldoemanuelebucci0% (1)
- Maurizio LenziDocumento198 páginasMaurizio LenziTerziani SRL Terziani SRLAinda não há avaliações
- Tecnica01 Appunti Acciaio 2 Di 3Documento26 páginasTecnica01 Appunti Acciaio 2 Di 3Willi WonkaAinda não há avaliações
- OttoneDocumento3 páginasOttonedonadelpaolo.87Ainda não há avaliações
- Scambiatori Di Calore-DimensionamentoDocumento26 páginasScambiatori Di Calore-DimensionamentoCkaal74Ainda não há avaliações
- 13 TrattamentiDocumento10 páginas13 TrattamentiFederico.IoriAinda não há avaliações
- Appunti Costruzioni in Acciaio PDFDocumento93 páginasAppunti Costruzioni in Acciaio PDFmick83_scribdAinda não há avaliações
- Progetto "RIM" (Ruota Idraulica Marina): Parte Prima - Un'invenzione che potrebbe liberare il mondo dalla schiavitù del petrolio.No EverandProgetto "RIM" (Ruota Idraulica Marina): Parte Prima - Un'invenzione che potrebbe liberare il mondo dalla schiavitù del petrolio.Ainda não há avaliações
- Domini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateNo EverandDomini di resistenza in pressoflessione deviata per sezioni in c.a.: procedura parametrica per il tracciamento e confronti con formulazioni semplificateAinda não há avaliações
- Ingranaggi: Cementazione e Nitrurazione A ConfrontoDocumento11 páginasIngranaggi: Cementazione e Nitrurazione A Confrontomp87_ingAinda não há avaliações
- Invecchiamento Accelerato Di Prodotti Vernicianti: La Posizione Di Un Produttore Di VerniciDocumento28 páginasInvecchiamento Accelerato Di Prodotti Vernicianti: La Posizione Di Un Produttore Di Vernicimp87_ingAinda não há avaliações
- Un Modello Per La Resistenza Al Pitting Degli IngranaggiDocumento6 páginasUn Modello Per La Resistenza Al Pitting Degli Ingranaggimp87_ingAinda não há avaliações
- Calcolo Fasciami Cilindrici - Confronto NormeDocumento14 páginasCalcolo Fasciami Cilindrici - Confronto Normemarcopasotti100% (1)
- Controllo Delle Deformazioni e Raddrizzatura Dei Pezzi TempratiDocumento52 páginasControllo Delle Deformazioni e Raddrizzatura Dei Pezzi Tempratimp87_ingAinda não há avaliações
- Cementazione A Bassa PressioneDocumento12 páginasCementazione A Bassa Pressionemp87_ingAinda não há avaliações
- Rullatura e Fatica Da FrettingDocumento8 páginasRullatura e Fatica Da Frettingmp87_ingAinda não há avaliações
- Nitrurazione IonicaDocumento10 páginasNitrurazione Ionicamp87_ingAinda não há avaliações
- Effetto Dell'idrogeno Sulle Caratteristiche Meccaniche Di Acciai Al Carbonio e Basso LegatiDocumento18 páginasEffetto Dell'idrogeno Sulle Caratteristiche Meccaniche Di Acciai Al Carbonio e Basso Legatimp87_ingAinda não há avaliações
- Le Nuove Soluzioni Di Tempra Su Grandi DimensioniDocumento9 páginasLe Nuove Soluzioni Di Tempra Su Grandi Dimensionimp87_ingAinda não há avaliações
- Dry-Tool e AlinoxDocumento6 páginasDry-Tool e Alinoxmp87_ingAinda não há avaliações
- Deformazioni e Tenacità Degli Acciai Per StampiDocumento13 páginasDeformazioni e Tenacità Degli Acciai Per Stampimp87_ingAinda não há avaliações
- Principi Base Di CorrosioneDocumento117 páginasPrincipi Base Di Corrosionemp87_ingAinda não há avaliações
- Esperienze Con Il 20 BarDocumento18 páginasEsperienze Con Il 20 Barmp87_ingAinda não há avaliações
- Difettologia Delle SaldatureDocumento18 páginasDifettologia Delle Saldaturemp87_ingAinda não há avaliações
- Stampi - Rotture Di Tempra e Di RettificaDocumento11 páginasStampi - Rotture Di Tempra e Di RettificaGianni BaroniAinda não há avaliações
- Polisinter UDocumento9 páginasPolisinter UDunkMeAinda não há avaliações
- Uni en 10255 - GeneraltubiDocumento1 páginaUni en 10255 - GeneraltubivalvotecnicaAinda não há avaliações
- Notiz 2008Documento14 páginasNotiz 2008Fabrizio CervelliAinda não há avaliações
- Intro Tecnologie OkDocumento23 páginasIntro Tecnologie OkDomenicoBalzanoAinda não há avaliações
- Elementi Di Chimica Filosofico SperimentDocumento397 páginasElementi Di Chimica Filosofico SperimentpanentopanAinda não há avaliações
- Dispensa2 Materiali PDFDocumento86 páginasDispensa2 Materiali PDFtradichon230% (1)
- 41247-LEZIONE TFE-7 - Zampiero-5Documento75 páginas41247-LEZIONE TFE-7 - Zampiero-5orioli3392Ainda não há avaliações