Você também pode gostar
- PV Wet ScrubberDocumento7 páginasPV Wet ScrubberCepi Sindang KamulanAinda não há avaliações
- Scrubbing SystemsDocumento68 páginasScrubbing SystemsDr. Akepati Sivarami Reddy100% (15)
- Wetscrubber VenturiDocumento10 páginasWetscrubber Venturiakifah100% (1)
- Venturi Scrubber Theory & ExperimentDocumento6 páginasVenturi Scrubber Theory & ExperimentTian Fung Wang100% (1)
- VenturiDocumento2 páginasVenturiJIAAinda não há avaliações
- Venturi Scrubber With Mist EliminatorDocumento13 páginasVenturi Scrubber With Mist Eliminatorandy123hi100% (2)
- 5795 F 69808 Ae 33 e 89 Fad 6 FBBDocumento7 páginas5795 F 69808 Ae 33 e 89 Fad 6 FBBWilliam ValenciaAinda não há avaliações
- Air Treatment WaterleauDocumento28 páginasAir Treatment WaterleauSankar CdmAinda não há avaliações
- Spray Tower: From Wikipedia, The Free EncyclopediaDocumento6 páginasSpray Tower: From Wikipedia, The Free Encyclopediaihllhm100% (1)
- Veturi Design ProcedureDocumento2 páginasVeturi Design Procedureshivanandr2481Ainda não há avaliações
- Process Design: Vessel Sizing (Liquid & Vapour Separators)Documento36 páginasProcess Design: Vessel Sizing (Liquid & Vapour Separators)Krishanu SahaAinda não há avaliações
- Cyclone SeparatorDocumento1 páginaCyclone SeparatorDan Toader100% (1)
- Plate Type Wet ScrubberDocumento6 páginasPlate Type Wet ScrubberRoger IsidoreAinda não há avaliações
- Wet Scrubber Application Guide: Impingement Plate Scrubbers Venturi Scrubbers Eductor Venturi ScrubbersDocumento17 páginasWet Scrubber Application Guide: Impingement Plate Scrubbers Venturi Scrubbers Eductor Venturi ScrubbersAlvaro MathisonAinda não há avaliações
- Lurgi PSI Evaporator PaperDocumento13 páginasLurgi PSI Evaporator PaperMariAle Droz CastroAinda não há avaliações
- Flare KOD SizingDocumento4 páginasFlare KOD SizingSaid Ahmed Salem100% (1)
- Mist Eliminator DesignDocumento2 páginasMist Eliminator DesignEng Alf75% (4)
- Brauer 1981Documento41 páginasBrauer 1981rodgerAinda não há avaliações
- Japan-Philippine Steel Manufacturing Corporation: Acid Fumes ScrubberDocumento84 páginasJapan-Philippine Steel Manufacturing Corporation: Acid Fumes ScrubberLuis UrzoAinda não há avaliações
- Scrubbers DesignDocumento19 páginasScrubbers DesignGanesh.Mahendra100% (2)
- CBE 417 FlashDrumSizing WankatDocumento7 páginasCBE 417 FlashDrumSizing WankatRahmansyah GaekAinda não há avaliações
- Minor Loss Coefficients in Pipes and Tubes ComponentsDocumento2 páginasMinor Loss Coefficients in Pipes and Tubes ComponentsSurendra ReddyAinda não há avaliações
- Advantages and Disadvantages : ParticlesDocumento6 páginasAdvantages and Disadvantages : Particlesbavani_84Ainda não há avaliações
- Wastewater Treatment Plant Design PDFDocumento68 páginasWastewater Treatment Plant Design PDFmostafa1alaahobaAinda não há avaliações
- Clarifier DesignDocumento12 páginasClarifier DesignAbinashAinda não há avaliações
- Random PackingDocumento4 páginasRandom PackingAadam AryanAinda não há avaliações
- Coal Gasifier ProcessesDocumento28 páginasCoal Gasifier ProcessesH Janardan PrabhuAinda não há avaliações
- Lesson 5 Packed Tower ScrubbersDocumento20 páginasLesson 5 Packed Tower ScrubbersinsomniaticstatAinda não há avaliações
- Cyclone Excel Calculation - Google SearchDocumento2 páginasCyclone Excel Calculation - Google SearchFucKerWengieAinda não há avaliações
- Uasb/egsb Applications For Industrial Wastewater TreatmentDocumento10 páginasUasb/egsb Applications For Industrial Wastewater Treatmentalberto_03Ainda não há avaliações
- Side Stream FiltrationDocumento8 páginasSide Stream FiltrationAhmed WagihAinda não há avaliações
- Sly Venturi ScrubberDocumento2 páginasSly Venturi Scrubberzguy360Ainda não há avaliações
- ScrubberDocumento8 páginasScrubberRS50% (2)
- Ent Sulphuric Acid RegenerationDocumento2 páginasEnt Sulphuric Acid RegenerationOmar MBnAinda não há avaliações
- Packed Tower Gas ScrubbersDocumento6 páginasPacked Tower Gas ScrubbersMitul PrajapatiAinda não há avaliações
- NaOH Practicality StudyDocumento51 páginasNaOH Practicality StudyPeterWangAinda não há avaliações
- Qaverage Phase-1 Phase-2 Qpeak Phase-1 Phase-2 m3/d m3/d m3/hr m3/hr M3/sec M3/secDocumento7 páginasQaverage Phase-1 Phase-2 Qpeak Phase-1 Phase-2 m3/d m3/d m3/hr m3/hr M3/sec M3/secHemantk8731100% (1)
- Assignment (Air Pollution)Documento7 páginasAssignment (Air Pollution)Durga Prasad Murmu0% (1)
- Noniterative Design of Multiple Effect Evaporators Using Excel Add InsDocumento10 páginasNoniterative Design of Multiple Effect Evaporators Using Excel Add InsGalang Hanif AbdulahAinda não há avaliações
- ZLD Presentation 4 PDFDocumento23 páginasZLD Presentation 4 PDFVineeth SivarajAinda não há avaliações
- Tank EductorDocumento3 páginasTank Eductorkonainglincho001Ainda não há avaliações
- Venturi Scrubber ProjectDocumento1 páginaVenturi Scrubber ProjectChristopher LloydAinda não há avaliações
- CPI DesignDocumento6 páginasCPI Designprasad336Ainda não há avaliações
- Balistic SeperatorDocumento36 páginasBalistic SeperatorAhmetAinda não há avaliações
- Sizing ScrubberDocumento62 páginasSizing ScrubberindahazhrAinda não há avaliações
- HCL Scrubber DesignDocumento5 páginasHCL Scrubber DesignManish0301198375% (4)
- KIRK Sep-Calc SoftwareDocumento4 páginasKIRK Sep-Calc Softwaredhl_tuAinda não há avaliações
- Simulation of A Triple Effect EvaporatorDocumento19 páginasSimulation of A Triple Effect EvaporatorAnonymous LSPoghJ5n100% (1)
- Coulson Richardson's Chemical Engineering Vol.6 Chemical Engineering Design 4th EditionDocumento2 páginasCoulson Richardson's Chemical Engineering Vol.6 Chemical Engineering Design 4th EditionClaChristinaAinda não há avaliações
- Specifying Venturi Scrubber Throat Length For PDFDocumento5 páginasSpecifying Venturi Scrubber Throat Length For PDFChristopher LloydAinda não há avaliações
- Mechanical Vapour Recompression System For The Evaporation of Water From Salt Containing Solution: BackgroundDocumento2 páginasMechanical Vapour Recompression System For The Evaporation of Water From Salt Containing Solution: BackgroundjokishAinda não há avaliações
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationNo EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosAinda não há avaliações
- Factors Affecting Wet Scrubber PerformanceDocumento4 páginasFactors Affecting Wet Scrubber PerformanceZee KayAinda não há avaliações
- Membrane CleaningDocumento5 páginasMembrane CleaninggmarinovAinda não há avaliações
- Fume Scrubber Maintenance PDFDocumento4 páginasFume Scrubber Maintenance PDFherikAinda não há avaliações
- 6.large Submersible Centrifugal PumpsDocumento16 páginas6.large Submersible Centrifugal PumpsOzren DjuricAinda não há avaliações
- Design Guidelines For A Successful Steam Desuperheater InstallationDocumento6 páginasDesign Guidelines For A Successful Steam Desuperheater Installation련서긔Ainda não há avaliações
- Large Submersible Propeller PumpsDocumento16 páginasLarge Submersible Propeller PumpsVincent Mutambirwa100% (2)
- Thermal Storage Wall Design ManualDocumento43 páginasThermal Storage Wall Design ManualAn Energy-Efficient Solar-Heated GreenhouseAinda não há avaliações
- Commercial Kitchen Design GuideDocumento31 páginasCommercial Kitchen Design Guidebasha99100% (2)
- Thermal Energy StorageDocumento3 páginasThermal Energy StorageHESuarezAinda não há avaliações
- EDR Multifamily Design Guide For Energy EfficiencyDocumento25 páginasEDR Multifamily Design Guide For Energy EfficiencyHESuarezAinda não há avaliações
- Design Briefs Advanced VAV SystemsDocumento27 páginasDesign Briefs Advanced VAV SystemsHESuarezAinda não há avaliações
- Wet Scrubber BulletinDocumento8 páginasWet Scrubber BulletinHESuarez100% (1)
- EDR CommissioningHandbookCompleteDocumento125 páginasEDR CommissioningHandbookCompletegeralva55Ainda não há avaliações
- A Hand Book For The Mechanical Designer Ventilation Duct FanDocumento107 páginasA Hand Book For The Mechanical Designer Ventilation Duct Fanrawneeh100% (6)
- Wet Scrubber Selection GuideDocumento8 páginasWet Scrubber Selection GuideHESuarez100% (2)
- EDR DesignBriefs PumpsystemtroubleshootingDocumento39 páginasEDR DesignBriefs PumpsystemtroubleshootingLuis CarlosAinda não há avaliações
- HVAC Load Calculations GuideDocumento66 páginasHVAC Load Calculations GuideHESuarez88% (40)
- A - Piping Joint HandbookDocumento161 páginasA - Piping Joint HandbookCharles Tauk100% (30)
- Sovent System DesignDocumento36 páginasSovent System DesignHESuarezAinda não há avaliações
- VAV Design GuideDocumento326 páginasVAV Design GuideHESuarez100% (3)
- A - Piping Joint HandbookDocumento161 páginasA - Piping Joint HandbookCharles Tauk100% (30)
- Cross Connection ManualDocumento122 páginasCross Connection ManualHESuarezAinda não há avaliações
- Fire SPRKLR Train ManDocumento81 páginasFire SPRKLR Train ManHESuarezAinda não há avaliações
- Ansi Color CodingDocumento2 páginasAnsi Color CodingHESuarez100% (1)
- Grinnell Grooved Fire ProDocumento144 páginasGrinnell Grooved Fire ProHESuarez100% (1)
- Psychrometric CourseDocumento94 páginasPsychrometric CourseHESuarez50% (2)
- Stair PressurizationDocumento7 páginasStair PressurizationHESuarez100% (1)
- Fire StopDocumento55 páginasFire StopHESuarezAinda não há avaliações
- How To Use Adobe Illustrator CS3Documento11 páginasHow To Use Adobe Illustrator CS3HESuarezAinda não há avaliações
- Evap. Cooling Design ManualDocumento109 páginasEvap. Cooling Design Manualkunj74Ainda não há avaliações
- Rainwater Collection SystemDocumento28 páginasRainwater Collection SystemHESuarezAinda não há avaliações
- Bpump PDFDocumento20 páginasBpump PDFgpskumar22Ainda não há avaliações
- Blaze Master Installation and Specification ManualDocumento33 páginasBlaze Master Installation and Specification ManualHESuarez100% (1)
- Trouble-Shooting Chart For PUMPSDocumento1 páginaTrouble-Shooting Chart For PUMPSAnwar SyedAinda não há avaliações
- SwagelokDocumento16 páginasSwagelokregupathi6413Ainda não há avaliações
- PCP Storage With Preservation FluidDocumento2 páginasPCP Storage With Preservation Fluidluisc1221Ainda não há avaliações
- Module 05 Centrifugal Compressors Trouble ShootingDocumento18 páginasModule 05 Centrifugal Compressors Trouble Shootingsivagulf100% (1)
- Exercise 19 - Drilling Machine With Gravity Feed Magazine: 1. Abbreviated Notation 1A+ 2A+ 2A-1A - 3A+ 3ADocumento5 páginasExercise 19 - Drilling Machine With Gravity Feed Magazine: 1. Abbreviated Notation 1A+ 2A+ 2A-1A - 3A+ 3AyashveerluvAinda não há avaliações
- DHT Question Answer BankDocumento41 páginasDHT Question Answer BankBikas Saha100% (3)
- TAMIMI Procedure - Field Valve Test (ON-OFF & Control Valve) Rev 01 TamimiDocumento18 páginasTAMIMI Procedure - Field Valve Test (ON-OFF & Control Valve) Rev 01 TamimiMohamed S. ElrapatAinda não há avaliações
- Gas Flow MeasurementDocumento61 páginasGas Flow MeasurementDinesh KanesanAinda não há avaliações
- Air Assist m366Documento1 páginaAir Assist m366磊杨Ainda não há avaliações
- Hyundai Part Catalogue D6ACDocumento157 páginasHyundai Part Catalogue D6ACHammim Hamzhahh100% (1)
- Nigam Organization Structure 24102016Documento180 páginasNigam Organization Structure 24102016sunuprvunlAinda não há avaliações
- Valvulas AlivioDocumento64 páginasValvulas AlivioJose Andres Jimenez CasallasAinda não há avaliações
- Temporary Operating Procedure: PW Well Wash ProcedureDocumento11 páginasTemporary Operating Procedure: PW Well Wash ProcedureStiflar SparksAinda não há avaliações
- FGDocumento9 páginasFGSelvaRajAinda não há avaliações
- DVM S Technical Bulletins - DVM S System Refrigerant Pump Down Guideline PDFDocumento2 páginasDVM S Technical Bulletins - DVM S System Refrigerant Pump Down Guideline PDFDavid AlmeidaAinda não há avaliações
- Plano Hydo InteractivoDocumento11 páginasPlano Hydo InteractivoalexAinda não há avaliações
- Data Sheet For Silencer PDFDocumento3 páginasData Sheet For Silencer PDFAlvin Smith0% (1)
- Group Details and Activity Week 1-6 Rev 2 PDFDocumento3 páginasGroup Details and Activity Week 1-6 Rev 2 PDFLuqman HakimAinda não há avaliações
- Riser PL 2023-R1Documento7 páginasRiser PL 2023-R1agung setyawanAinda não há avaliações
- Spare Parts and Vulnerable AccessoriesDocumento5 páginasSpare Parts and Vulnerable Accessoriesdiego pachecoAinda não há avaliações
- Piston Pumps Series P2 / P3: Variable DisplacementDocumento52 páginasPiston Pumps Series P2 / P3: Variable DisplacementHASSANI AdelAinda não há avaliações
- 924F HidráulicoDocumento2 páginas924F HidráulicoIvan Adolfo Perez100% (4)
- Solenoid Valves ECO 2518 G1/4" Series 400: Solenoid - Spring Solenoid - Spring 484. .0.1Documento1 páginaSolenoid Valves ECO 2518 G1/4" Series 400: Solenoid - Spring Solenoid - Spring 484. .0.1Automa Viet NamAinda não há avaliações
- Spare Part List-M4131Documento15 páginasSpare Part List-M4131Saket SamratAinda não há avaliações
- SymgenicsTQ Automation Gas Start Up - SI UnitsDocumento28 páginasSymgenicsTQ Automation Gas Start Up - SI UnitscahyaAinda não há avaliações
- RAC Servicing NC 1Documento10 páginasRAC Servicing NC 1PatrickAinda não há avaliações
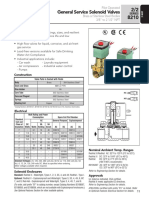
- General Service Solenoid Valves: FeaturesDocumento6 páginasGeneral Service Solenoid Valves: FeaturesIgnacio FranAinda não há avaliações
- Energy Audit in PD Blowers: The Ramco Cements LimitedDocumento8 páginasEnergy Audit in PD Blowers: The Ramco Cements LimitedKarthik sankarAinda não há avaliações
- ME 559 - Unit 5Documento24 páginasME 559 - Unit 5TheoAinda não há avaliações
- Catalogue Main Index: Delta PowertecDocumento318 páginasCatalogue Main Index: Delta PowertecAnderson LiraAinda não há avaliações
- Centrifugal Pump Working Principle With DiagramDocumento12 páginasCentrifugal Pump Working Principle With Diagramadeel ahmadAinda não há avaliações