Você também pode gostar
- Electrical Runout Using An Eddy-Current Sensor For Roundness MeasurementsDocumento5 páginasElectrical Runout Using An Eddy-Current Sensor For Roundness MeasurementsChintan RavalAinda não há avaliações
- Dynamic Analysis and Field Balancing of 100 MW Utility LinkedDocumento38 páginasDynamic Analysis and Field Balancing of 100 MW Utility LinkedRaj KiranAinda não há avaliações
- Field Balancing ExperiencesDocumento20 páginasField Balancing ExperiencesChintan RavalAinda não há avaliações
- Steam Turbine Basic Training Module 2Documento61 páginasSteam Turbine Basic Training Module 2Chintan RavalAinda não há avaliações
- Steam Turbine Basic Training Module 2Documento61 páginasSteam Turbine Basic Training Module 2Chintan RavalAinda não há avaliações
- EIT IDC Machinery Vibration Rev5Documento26 páginasEIT IDC Machinery Vibration Rev5nabil160874Ainda não há avaliações
- Diagnosing RubsDocumento9 páginasDiagnosing Rubsnabil160874Ainda não há avaliações
- How To Solve Cubes and Dice Problems Part 1Documento9 páginasHow To Solve Cubes and Dice Problems Part 1Chintan RavalAinda não há avaliações
- 06-PT11-Axial Flow Compressors (Compatibility Mode)Documento85 páginas06-PT11-Axial Flow Compressors (Compatibility Mode)Ashok Kumar Yalamanchili100% (1)
- Dynamic Analysis and Field Balancing of 100 MW Utility LinkedDocumento38 páginasDynamic Analysis and Field Balancing of 100 MW Utility LinkedRaj KiranAinda não há avaliações
- 01-PT11-Intro2Turbomachines (Compatibility Mode) PDFDocumento72 páginas01-PT11-Intro2Turbomachines (Compatibility Mode) PDFShantanu GaikwadAinda não há avaliações
- Lecture 10Documento34 páginasLecture 10Chintan RavalAinda não há avaliações
- Web Prep Bolt Sizes PDFDocumento35 páginasWeb Prep Bolt Sizes PDFChintan RavalAinda não há avaliações
- General Training Reading Sample Task - Matching FeaturesDocumento4 páginasGeneral Training Reading Sample Task - Matching Featuresrajakannan55Ainda não há avaliações
- VIBDI skriptaEN PDFDocumento114 páginasVIBDI skriptaEN PDFankushbahaleAinda não há avaliações
- E3 10 03 02Documento9 páginasE3 10 03 02rikumohanAinda não há avaliações
- How To Select Turbomachinery For Your Application PDFDocumento10 páginasHow To Select Turbomachinery For Your Application PDFrafieeAinda não há avaliações
- 2 Brief Review of Motor Current Signature Analysis PDFDocumento12 páginas2 Brief Review of Motor Current Signature Analysis PDFKarthik EvilordAinda não há avaliações
- E3 10 03 02Documento9 páginasE3 10 03 02rikumohanAinda não há avaliações
- T19101 118Documento18 páginasT19101 118Chintan Raval100% (1)
- Engineering20100100006 78410574 PDFDocumento9 páginasEngineering20100100006 78410574 PDFChintan RavalAinda não há avaliações
- 55-A Simple Procedure For Assessing Rotor Stability - Kea PDFDocumento0 página55-A Simple Procedure For Assessing Rotor Stability - Kea PDFChintan RavalAinda não há avaliações
- DGVCL Paper Solution 17-11-2013 2Documento9 páginasDGVCL Paper Solution 17-11-2013 2Chintan RavalAinda não há avaliações
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Balancing ExplanationDocumento7 páginasBalancing Explanationanalog_kid_2001Ainda não há avaliações
- 2 - LEADER - Understanding Journal Bearings PDFDocumento26 páginas2 - LEADER - Understanding Journal Bearings PDFpandunugraha04Ainda não há avaliações
- 13-Steam Turbines (Compatibility Mode)Documento50 páginas13-Steam Turbines (Compatibility Mode)Chintan RavalAinda não há avaliações
- Static and Dynamic BalancingDocumento20 páginasStatic and Dynamic BalancingAmir Mahmoud Mahdavi Abhari100% (2)
- Bal Rot 1 BMDocumento8 páginasBal Rot 1 BMmn_sundaraamAinda não há avaliações
- 02Documento6 páginas02Chintan RavalAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Chapter 4Documento34 páginasChapter 4Ahmad TahirAinda não há avaliações
- Advantages and Disadvantages of Different Types of CompressorsDocumento1 páginaAdvantages and Disadvantages of Different Types of Compressorspradeep1987coolAinda não há avaliações
- Screw Compressor Parts ListingDocumento41 páginasScrew Compressor Parts ListingBasheer MohamedAinda não há avaliações
- Lecture 1 Introduction TurbomachinesDocumento9 páginasLecture 1 Introduction TurbomachinesYash KalaAinda não há avaliações
- Chapter 4 Axial Flow Turbines 1975 Worked Examples in TurbomachineryDocumento15 páginasChapter 4 Axial Flow Turbines 1975 Worked Examples in TurbomachineryKarthik Selvam100% (1)
- Pump Notes PDFDocumento25 páginasPump Notes PDFUsman KhalidAinda não há avaliações
- Chapter Four: Axial Compressors and FansDocumento22 páginasChapter Four: Axial Compressors and FanstemesgenAinda não há avaliações
- Vdocuments - MX - Cooling and Sealing Air SystemDocumento17 páginasVdocuments - MX - Cooling and Sealing Air Systemmohammad mortazavi100% (1)
- Centrifugal Pump Head and EfficienciesDocumento27 páginasCentrifugal Pump Head and EfficienciesEpicNewtonAinda não há avaliações
- Kaplan and Francis Turbine Lab ReportDocumento11 páginasKaplan and Francis Turbine Lab ReportshahzaibAinda não há avaliações
- Elementary Cascade Theory AND Gas Turbine Performance: Indo-German Winter Academy 2007Documento37 páginasElementary Cascade Theory AND Gas Turbine Performance: Indo-German Winter Academy 2007omprakashsingh123Ainda não há avaliações
- Surge in A Centrifugal CompressorDocumento33 páginasSurge in A Centrifugal CompressorTheerayoot100% (1)
- Feed-Gas Molecular Weight Affects Centrifugal Compressor EfficiencyDocumento6 páginasFeed-Gas Molecular Weight Affects Centrifugal Compressor EfficiencyVictor VazquezAinda não há avaliações
- The Layout of Fluid Mechanics and Hydraulic Machinery LabDocumento4 páginasThe Layout of Fluid Mechanics and Hydraulic Machinery LabAhmad RazaAinda não há avaliações
- Berkeley Pump SeriesDocumento36 páginasBerkeley Pump SeriesJMFPAinda não há avaliações
- Centrifugal Compressors For CPI Plants PDFDocumento4 páginasCentrifugal Compressors For CPI Plants PDFAmanda Aracely Herreria SalazarAinda não há avaliações
- ME 43300 Principles of TurbomachineryDocumento2 páginasME 43300 Principles of Turbomachineryjuchaca36Ainda não há avaliações
- Compressor Packager Guide WEB NewDocumento4 páginasCompressor Packager Guide WEB NewJaroslav KurucAinda não há avaliações
- Durham University Turbomachinery Problem SheetsDocumento4 páginasDurham University Turbomachinery Problem SheetsEchebiri Collins100% (1)
- 33rd Turbomachinery SymposiumDocumento86 páginas33rd Turbomachinery SymposiumPrakash Joshi100% (2)
- Case Studies - CS 6Documento12 páginasCase Studies - CS 6Adelmo FilhoAinda não há avaliações
- Design Consideration of Different Volute Casing at Best Efficiency Point PDFDocumento5 páginasDesign Consideration of Different Volute Casing at Best Efficiency Point PDFSimon TudorAinda não há avaliações
- Maintaining Centrifugal PumpsDocumento4 páginasMaintaining Centrifugal Pumpsaserf251Ainda não há avaliações
- Gea32081a LM6000 - Pa - Us - R1 - LRDocumento1 páginaGea32081a LM6000 - Pa - Us - R1 - LRErik Van GroningenAinda não há avaliações
- Assignment 2 Gas Turbine Cycles For Aircraft EnginesDocumento3 páginasAssignment 2 Gas Turbine Cycles For Aircraft EnginesŤhåŕüñ Kūmæř GøwđAinda não há avaliações
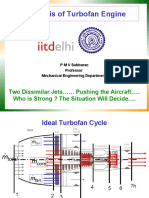
- Analysis of Turbofan Engine: Two Dissimilar Jets Pushing The Aircraft .. Who Is Strong ? The Situation Will DecideDocumento29 páginasAnalysis of Turbofan Engine: Two Dissimilar Jets Pushing The Aircraft .. Who Is Strong ? The Situation Will Decidevinod kapateAinda não há avaliações
- Fluid Mechanics II (Chapter 5)Documento10 páginasFluid Mechanics II (Chapter 5)Kaffel100% (1)
- Turbo ChargerDocumento7 páginasTurbo ChargerRachit Sharma100% (1)
- Energy Transfer in TurbomachinesDocumento60 páginasEnergy Transfer in TurbomachinesKaren NelsonAinda não há avaliações
- 5 Bro Sarns - Cent-Pump-Adap EngDocumento2 páginas5 Bro Sarns - Cent-Pump-Adap EngManigandan DhamodhiranAinda não há avaliações