Você também pode gostar
- Pretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFDocumento4 páginasPretreatments of Coils To Minimize Coke Formation in Ethylene Furnaces PDFAli DarvishiAinda não há avaliações
- International Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectNo EverandInternational Thermodynamic Tables of the Fluid State, Argon, 1971: Division of Physical Chemistry, Commission on Thermodynamics and Thermochemistry, Thermodynamic Tables ProjectAinda não há avaliações
- 62f PDFDocumento20 páginas62f PDFMohsenAinda não há avaliações
- Pce-II Unit-I & II 1Documento84 páginasPce-II Unit-I & II 1Pavan SatishAinda não há avaliações
- Refrigeration System NptelDocumento14 páginasRefrigeration System NptelKapil Goyal100% (1)
- Alpha OlefinsDocumento3 páginasAlpha OlefinsAnkit ModiAinda não há avaliações
- Basic of Refrigeration ProcessDocumento29 páginasBasic of Refrigeration Process한준희Ainda não há avaliações
- Troubleshooting Distillation ColumnsDocumento6 páginasTroubleshooting Distillation ColumnsRahul ChandrawarAinda não há avaliações
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsNo EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilAinda não há avaliações
- Hydrogen PropertiesDocumento47 páginasHydrogen Propertiesfogler833Ainda não há avaliações
- Introduction To DistillationDocumento39 páginasIntroduction To DistillationNada HrenAinda não há avaliações
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979No EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonAinda não há avaliações
- Refrigeration Liquid Recirculation SystemsDocumento7 páginasRefrigeration Liquid Recirculation Systemsgoodspeed_phAinda não há avaliações
- Aspe. Plus User ManualDocumento936 páginasAspe. Plus User ManualKen LandyAinda não há avaliações
- RefrigerationDocumento64 páginasRefrigerationHeat.MotionAinda não há avaliações
- Oxidation of Organic Compounds: Medium Effects in Radical ReactionsNo EverandOxidation of Organic Compounds: Medium Effects in Radical ReactionsNota: 4 de 5 estrelas4/5 (1)
- Ailures in Ammonia Plant Vertical Waste Heat BoilersDocumento14 páginasAilures in Ammonia Plant Vertical Waste Heat BoilersMir AsifAinda não há avaliações
- Cascade Refrigeration SystemDocumento2 páginasCascade Refrigeration SystemHsein WangAinda não há avaliações
- Principles and Case Studies of Simultaneous DesignNo EverandPrinciples and Case Studies of Simultaneous DesignAinda não há avaliações
- ChE 505 Chapter 2NDocumento27 páginasChE 505 Chapter 2NAkshay GopanAinda não há avaliações
- Statistics for Process Control Engineers: A Practical ApproachNo EverandStatistics for Process Control Engineers: A Practical ApproachAinda não há avaliações
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Ainda não há avaliações
- Chemical Engineering ProcessingDocumento317 páginasChemical Engineering ProcessingFagner GomesAinda não há avaliações
- Component Trapping in Distillation Towers Causes, Symptoms and CuresDocumento12 páginasComponent Trapping in Distillation Towers Causes, Symptoms and CuresZangAinda não há avaliações
- Performance Prediction of Polymer Insulators For DistributionDocumento38 páginasPerformance Prediction of Polymer Insulators For DistributionDedit Gunarso PutroAinda não há avaliações
- Reboiler: Types of ReboilersDocumento5 páginasReboiler: Types of ReboilersMigueAngelPFAinda não há avaliações
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationAinda não há avaliações
- Successful Design of Catalysts: Future Requirements and DevelopmentNo EverandSuccessful Design of Catalysts: Future Requirements and DevelopmentAinda não há avaliações
- Reactions of Non-Metallic Inorganic CompoundsNo EverandReactions of Non-Metallic Inorganic CompoundsAinda não há avaliações
- Dehydration Plant Twenty Years PaperDocumento5 páginasDehydration Plant Twenty Years Papersejerson07Ainda não há avaliações
- Improve Flaring OperationsDocumento4 páginasImprove Flaring Operationsaa dd qqAinda não há avaliações
- Cooling Water TreatDocumento10 páginasCooling Water TreatNavaganesh KannappenAinda não há avaliações
- Counter-Current Extraction: An Introduction to the Design and Operation of Counter-Current ExtractorsNo EverandCounter-Current Extraction: An Introduction to the Design and Operation of Counter-Current ExtractorsAinda não há avaliações
- New Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsNo EverandNew Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsAinda não há avaliações
- Risk Assessment of Nox Gum in COLD Box of Olefin Plant Step Forward PDFDocumento10 páginasRisk Assessment of Nox Gum in COLD Box of Olefin Plant Step Forward PDFIbrahimAinda não há avaliações
- Surge ControlDocumento16 páginasSurge ControlSANTOSH KUMARAinda não há avaliações
- Centrifugal Compressor Surge and Speed Control PDFDocumento13 páginasCentrifugal Compressor Surge and Speed Control PDFDaniel Puello RodeloAinda não há avaliações
- Future Coils For Ethylene FurnacesDocumento2 páginasFuture Coils For Ethylene FurnacesAli DarvishiAinda não há avaliações
- Topsoe Sec Ref Cat RKS 2Documento5 páginasTopsoe Sec Ref Cat RKS 2Vo Duc Minh MinhAinda não há avaliações
- Optimization of Plate Fin Heat Exchangers Used in Natural Gas Liquefaction - ICFD10-EG-3073Documento6 páginasOptimization of Plate Fin Heat Exchangers Used in Natural Gas Liquefaction - ICFD10-EG-3073fujiman35Ainda não há avaliações
- R 482Documento9 páginasR 482Andre Osmond Nugraha SimorangkirAinda não há avaliações
- Chlorine: International Thermodynamic Tables of the Fluid StateNo EverandChlorine: International Thermodynamic Tables of the Fluid StateAinda não há avaliações
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsNo EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsAinda não há avaliações
- Eliminating The Claus FurnaceDocumento9 páginasEliminating The Claus Furnaceoujda1977Ainda não há avaliações
- Chemical Reactor Analysis and Applications for the Practicing EngineerNo EverandChemical Reactor Analysis and Applications for the Practicing EngineerAinda não há avaliações
- Aiche 36 012problematic Low Temperature ShiftDocumento10 páginasAiche 36 012problematic Low Temperature ShiftHsein WangAinda não há avaliações
- Application of Shell Reactor Internals in Huizhou RefineryDocumento6 páginasApplication of Shell Reactor Internals in Huizhou RefineryapitbhuAinda não há avaliações
- Steam9 BlowdownDocumento2 páginasSteam9 BlowdownmantascitaAinda não há avaliações
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4No EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Nota: 5 de 5 estrelas5/5 (1)
- Chapter 11 - Preboiler and Boiler CorrosionDocumento19 páginasChapter 11 - Preboiler and Boiler CorrosionEngr Irfan AkhtarAinda não há avaliações
- A Design Adn Rating Method For Shell and Tube Heat ExchangerDocumento8 páginasA Design Adn Rating Method For Shell and Tube Heat Exchangerhuynhthanhtamga1981100% (1)
- Extractive DistillationDocumento22 páginasExtractive DistillationErlandFirmansyahAinda não há avaliações
- 226 Eddystone Station UnitDocumento24 páginas226 Eddystone Station UnitsbktceAinda não há avaliações
- Demister Pads/ Mist EliminatorsDocumento14 páginasDemister Pads/ Mist Eliminatorsaagarwal30Ainda não há avaliações
- Aspen Plus Tutorial SeparationsDocumento15 páginasAspen Plus Tutorial SeparationsLi ChAinda não há avaliações
- Understanding Preventing Corrosion (Thesis) PDFDocumento32 páginasUnderstanding Preventing Corrosion (Thesis) PDFeid elsayedAinda não há avaliações
- Experience As A Process EngineerDocumento1 páginaExperience As A Process EngineerKaren RomeroAinda não há avaliações
- Spanish Lesson: Profesor: Karen RomeroDocumento23 páginasSpanish Lesson: Profesor: Karen RomeroKaren RomeroAinda não há avaliações
- Coverletter (Process Engineer)Documento1 páginaCoverletter (Process Engineer)Karen RomeroAinda não há avaliações
- Portafolio Sensus 2017Documento21 páginasPortafolio Sensus 2017Karen RomeroAinda não há avaliações
- Cracking Furnace Tube Metallurgy Part 1 A PDFDocumento21 páginasCracking Furnace Tube Metallurgy Part 1 A PDFKaren RomeroAinda não há avaliações
- Cracking Furnace Tube Metallurgy Part 1 ADocumento21 páginasCracking Furnace Tube Metallurgy Part 1 AKaren Romero100% (1)
- UntitledDocumento1 páginaUntitledKaren RomeroAinda não há avaliações
- UntitledDocumento1 páginaUntitledKaren RomeroAinda não há avaliações
- 3-Oracle Application Framework (OAF) Training Guide - EO, VO, Page, Query Region, LOV, PPRDocumento73 páginas3-Oracle Application Framework (OAF) Training Guide - EO, VO, Page, Query Region, LOV, PPRPreethi KishoreAinda não há avaliações
- Transmission - Approved List 26-09-2017Documento554 páginasTransmission - Approved List 26-09-2017bkhAinda não há avaliações
- Structural Welding Inspection: 2019 CBC: DSA Forms DSA PublicationsDocumento3 páginasStructural Welding Inspection: 2019 CBC: DSA Forms DSA PublicationsfracevAinda não há avaliações
- Activity3 3 1utilitesDocumento2 páginasActivity3 3 1utilitesapi-302096056Ainda não há avaliações
- 20e - cTI-60t - TI Pin Converter: Blackhawk™ Jtag Pin ConvertersDocumento2 páginas20e - cTI-60t - TI Pin Converter: Blackhawk™ Jtag Pin ConvertersvspuriAinda não há avaliações
- Pro.753687 en EU R4Documento14 páginasPro.753687 en EU R4Rakshit SharmaAinda não há avaliações
- MHI NZ Room Sizing Chart 2021Documento1 páginaMHI NZ Room Sizing Chart 2021fsdfsdfsdAinda não há avaliações
- C Aj 1609Documento2 páginasC Aj 1609vhin84Ainda não há avaliações
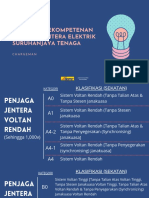
- Kategori Kompeten Penjaga Jentera Elektrik STDocumento9 páginasKategori Kompeten Penjaga Jentera Elektrik STAbun ParadoxsAinda não há avaliações
- LinuxDocumento206 páginasLinuxDinesh BhawnaniAinda não há avaliações
- General Description: Dual Retriggerable Precision Monostable MultivibratorDocumento17 páginasGeneral Description: Dual Retriggerable Precision Monostable Multivibratorsajad hejaziAinda não há avaliações
- PALRUF 100 Technical Guide (En)Documento6 páginasPALRUF 100 Technical Guide (En)mohammed nafethAinda não há avaliações
- Seicos 21l IntrustionDocumento61 páginasSeicos 21l IntrustionkhoaAinda não há avaliações
- M795 Spare PartsDocumento139 páginasM795 Spare Partsวิรัตน์ อัครอภิโภคีAinda não há avaliações
- A Biometric Model For Examination Screening and Attendance Monitoring in Yaba College of TechnologyDocumento6 páginasA Biometric Model For Examination Screening and Attendance Monitoring in Yaba College of TechnologyWorld of Computer Science and Information Technology JournalAinda não há avaliações
- Microsoft SQL Server 2005 Express Edition &Documento95 páginasMicrosoft SQL Server 2005 Express Edition &lgmep350Ainda não há avaliações
- Cat Fines Presentation SlidesDocumento48 páginasCat Fines Presentation SlidescaptkcAinda não há avaliações
- 002 Danfoss PICV Energy Valve Ver 090821 r0Documento2 páginas002 Danfoss PICV Energy Valve Ver 090821 r0Pattana MekkhumAinda não há avaliações
- York Ducted Split Ac Yefe 18-48Documento6 páginasYork Ducted Split Ac Yefe 18-48DANISH0% (1)
- Design and Analysis For Crane HookDocumento6 páginasDesign and Analysis For Crane Hookmukeshsonava076314Ainda não há avaliações
- Flush Column Design FC1Documento1 páginaFlush Column Design FC1ravinchandAinda não há avaliações
- Enel2ea Tut 5 Rev1Documento7 páginasEnel2ea Tut 5 Rev1NOMPUMELELO MTHETHWAAinda não há avaliações
- Lane Departure Warning SystemDocumento7 páginasLane Departure Warning SystemRavisingh RajputAinda não há avaliações
- Cd300m Parts BreakdownDocumento10 páginasCd300m Parts BreakdownAmanda FitzgeraldAinda não há avaliações
- Sir VisvesvarayyaDocumento1 páginaSir VisvesvarayyaJohn SparrowAinda não há avaliações
- Quake Cheat CodesDocumento21 páginasQuake Cheat CodeshugtheslugAinda não há avaliações
- MK Conveyor Technology 5.0Documento484 páginasMK Conveyor Technology 5.0Samuel Getaneh TAinda não há avaliações
- Non Vital BleachingDocumento19 páginasNon Vital BleachingPriyabrat Pattanaik100% (1)
- Schlumberger - Bit Running GuidelinesDocumento38 páginasSchlumberger - Bit Running Guidelinesmanuelperdomot100% (1)