Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Usborne - Illustrated Dictionary of ScienceDocumento387 páginasUsborne - Illustrated Dictionary of ScienceFabrício Almeida94% (32)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Reichl L.E. A Modern Course in Statistical Physics (2ed, Wiley, 1998)Documento840 páginasReichl L.E. A Modern Course in Statistical Physics (2ed, Wiley, 1998)Omar Varela100% (9)
- Prevention of Reflective Cracking in Pavements - Vanelstraete PDFDocumento136 páginasPrevention of Reflective Cracking in Pavements - Vanelstraete PDFTran Huynh Nam100% (3)
- QLT m10 Asl Parts Book 2012Documento46 páginasQLT m10 Asl Parts Book 2012Tiago Henriques100% (1)
- Cambridge Secondary 1 CheckpointDocumento16 páginasCambridge Secondary 1 CheckpointDương Ngọc Cường70% (23)
- Use of RHA in Concrete PDFDocumento8 páginasUse of RHA in Concrete PDFTran Huynh NamAinda não há avaliações
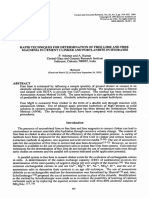
- Rapid Techniques For Determination of Free CaO and Free MgO and Portlandite in Hydrate Cement PDFDocumento10 páginasRapid Techniques For Determination of Free CaO and Free MgO and Portlandite in Hydrate Cement PDFTran Huynh NamAinda não há avaliações
- Study Mechanical Behaviours RHA and Carrot Powders As Mortar For Cement Replacement PDFDocumento6 páginasStudy Mechanical Behaviours RHA and Carrot Powders As Mortar For Cement Replacement PDFTran Huynh NamAinda não há avaliações
- Role of Cement Content in Specification For Concrete Durability - Aggregate Type Influence PDFDocumento14 páginasRole of Cement Content in Specification For Concrete Durability - Aggregate Type Influence PDFTran Huynh NamAinda não há avaliações
- Fresh Concrete - Workability PDFDocumento31 páginasFresh Concrete - Workability PDFTran Huynh Nam100% (1)
- Role of Cement Content in Specification For Concrete Durability - Cement Type Influence PDFDocumento15 páginasRole of Cement Content in Specification For Concrete Durability - Cement Type Influence PDFTran Huynh NamAinda não há avaliações
- Influence of Cement Ageing and Addition Time On The Performance of Superplastics PDFDocumento10 páginasInfluence of Cement Ageing and Addition Time On The Performance of Superplastics PDFTran Huynh NamAinda não há avaliações
- FA Fineness - Comparing Residue On 45 and Blaine PDFDocumento5 páginasFA Fineness - Comparing Residue On 45 and Blaine PDFTran Huynh NamAinda não há avaliações
- Additives For A Challenging Cement Market PDFDocumento8 páginasAdditives For A Challenging Cement Market PDFTran Huynh NamAinda não há avaliações
- Sound Race... Where Does Sound Travel Fastest?Documento5 páginasSound Race... Where Does Sound Travel Fastest?HarryAinda não há avaliações
- Diffusion of Liquids Through Stagnant Non-Diffusing AirDocumento6 páginasDiffusion of Liquids Through Stagnant Non-Diffusing AirRooth AdajetAinda não há avaliações
- Diaphragm Compressors: Burton Corblin S.ADocumento8 páginasDiaphragm Compressors: Burton Corblin S.AmehdiAinda não há avaliações
- Separation of Oil, GasDocumento81 páginasSeparation of Oil, Gasnilay05100% (4)
- Common Fault Analysis and Solution of ThermocoupleDocumento15 páginasCommon Fault Analysis and Solution of ThermocoupleYiDan LiAinda não há avaliações
- Topic 5 - Material BalanceDocumento49 páginasTopic 5 - Material BalanceRoshan GillAinda não há avaliações
- Removal of Water From Industrial Ammonia SystemsDocumento10 páginasRemoval of Water From Industrial Ammonia SystemsMTOLAinda não há avaliações
- Minerals Engineering: Avishan Atrafi, Marek PawlikDocumento10 páginasMinerals Engineering: Avishan Atrafi, Marek PawlikJose Luis Barrientos RiosAinda não há avaliações
- Gas Laws: Physics IiDocumento33 páginasGas Laws: Physics IiEsmeralda Tapiz100% (1)
- Thermodynamics LAB REPORTS UW-19-ME-BSC-029 Usman AliDocumento50 páginasThermodynamics LAB REPORTS UW-19-ME-BSC-029 Usman Aliعثمان علیAinda não há avaliações
- Catalytic: Cracking Acetic Acid To AceticDocumento6 páginasCatalytic: Cracking Acetic Acid To AceticPawan NagarAinda não há avaliações
- Physical Applications of The MaxwellDocumento7 páginasPhysical Applications of The MaxwellRahul MalhotraAinda não há avaliações
- Science Form1 Chapter 7Documento27 páginasScience Form1 Chapter 7Che Norasiykin80% (5)
- Discontinued ASTM MethodsDocumento3 páginasDiscontinued ASTM MethodsNoorshalehahAinda não há avaliações
- Dynamic SimulationDocumento30 páginasDynamic Simulationgomet21135Ainda não há avaliações
- University of Cambridge International Examinations International General Certificate of Secondary EducationDocumento20 páginasUniversity of Cambridge International Examinations International General Certificate of Secondary EducationBebeAinda não há avaliações
- CEP Refresher Problem Set4Documento8 páginasCEP Refresher Problem Set4Alyssa Camille Malig-onAinda não há avaliações
- High Pressure Components and Systems For Critical Ser Vice ApplicationsDocumento24 páginasHigh Pressure Components and Systems For Critical Ser Vice ApplicationsdbmingoAinda não há avaliações
- Tutorial 8 - RotationalDocumento2 páginasTutorial 8 - RotationalViknes Jeet SinghAinda não há avaliações
- BEC198 Questions. Differential EquationsDocumento5 páginasBEC198 Questions. Differential EquationsMary Grace VelitarioAinda não há avaliações
- Answer The Following Questions: A) 1.2x10 Pa B) 2.4x10 Pa C) 3.0x10 Pa D) 4.1x10 PaDocumento3 páginasAnswer The Following Questions: A) 1.2x10 Pa B) 2.4x10 Pa C) 3.0x10 Pa D) 4.1x10 PaAhmad100% (1)
- Failure Analysis of Natural Gas PipesDocumento20 páginasFailure Analysis of Natural Gas PipesHeru BerianAinda não há avaliações
- Proses Wsa 2 PDFDocumento2 páginasProses Wsa 2 PDFLily DianaAinda não há avaliações
- General Physics Module 12Documento22 páginasGeneral Physics Module 12kristiankyut1590Ainda não há avaliações
- Mark Scheme Paper 1PR June 2014 PDFDocumento30 páginasMark Scheme Paper 1PR June 2014 PDFLayonAinda não há avaliações
- Shape Optimization of Welded Plate Heat Exchangers Based On GreyDocumento9 páginasShape Optimization of Welded Plate Heat Exchangers Based On GreySandro Chuqui PorteroAinda não há avaliações