Você também pode gostar
- Handling and Transportation Guide For Ethylene Refrigerated Liquid Cryogenic EthyleneDocumento101 páginasHandling and Transportation Guide For Ethylene Refrigerated Liquid Cryogenic EthyleneFadlul Akbar HerfiantoAinda não há avaliações
- Chemical Storage XyzDocumento8 páginasChemical Storage XyzFadlul Akbar HerfiantoAinda não há avaliações
- Eaton Pipeline Strainer Pressure Drop CalculationsDocumento2 páginasEaton Pipeline Strainer Pressure Drop CalculationsFadlul Akbar HerfiantoAinda não há avaliações
- Eaton Pipeline Strainer Pressure Drop CalculationsDocumento1 páginaEaton Pipeline Strainer Pressure Drop Calculationsreborn_willyAinda não há avaliações
- Tecumseh Guidelines For Utilization of R404A and R507Documento7 páginasTecumseh Guidelines For Utilization of R404A and R507Fadlul Akbar HerfiantoAinda não há avaliações
- Tank Field Inspection and Test ProcedureDocumento29 páginasTank Field Inspection and Test ProcedureFadlul Akbar Herfianto100% (2)
- Tank Field Inspection and Test ProcedureDocumento8 páginasTank Field Inspection and Test ProcedureFadlul Akbar HerfiantoAinda não há avaliações
- Common Mistake in Design Use of Ro SystemsDocumento3 páginasCommon Mistake in Design Use of Ro SystemsFadlul Akbar HerfiantoAinda não há avaliações
- 2 RP-7 DrawingDocumento11 páginas2 RP-7 DrawingFadlul Akbar HerfiantoAinda não há avaliações
- g2182 PDFDocumento4 páginasg2182 PDFFadlul Akbar HerfiantoAinda não há avaliações
- Ethylene Oxide C2h4o Safety Data Sheet Sds p4798Documento10 páginasEthylene Oxide C2h4o Safety Data Sheet Sds p4798Yuna VerdyAinda não há avaliações
- TaharnsrjrsjrsjDocumento49 páginasTaharnsrjrsjrsjFadlul Akbar HerfiantoAinda não há avaliações
- Pressure Guidelines For HDPaaEDocumento2 páginasPressure Guidelines For HDPaaEFadlul Akbar HerfiantoAinda não há avaliações
- Pygas SpecDocumento1 páginaPygas SpecFadlul Akbar HerfiantoAinda não há avaliações
- B 84567 SB PP0 DRT ST 60 0003 - 2 - AOC - Existing Fuel Gas System Adequacy CheckDocumento41 páginasB 84567 SB PP0 DRT ST 60 0003 - 2 - AOC - Existing Fuel Gas System Adequacy CheckFadlul Akbar Herfianto100% (1)
- Sket Pump House ModelDocumento1 páginaSket Pump House ModelFadlul Akbar HerfiantoAinda não há avaliações
- B 84567 SB PP0 DSR ST 23 0009 3 AOC Inlet Compressor PackageDocumento8 páginasB 84567 SB PP0 DSR ST 23 0009 3 AOC Inlet Compressor PackageFadlul Akbar HerfiantoAinda não há avaliações
- Agh IGEM-SR-16 Edition 2Documento10 páginasAgh IGEM-SR-16 Edition 2Fadlul Akbar HerfiantoAinda não há avaliações
- Activated Carbon Product InfoDocumento1 páginaActivated Carbon Product InfoFadlul Akbar HerfiantoAinda não há avaliações
- B-84567-SB-PP0-RLL-ST-00-0001 - 2 - AOC - Line ListDocumento22 páginasB-84567-SB-PP0-RLL-ST-00-0001 - 2 - AOC - Line ListFadlul Akbar HerfiantoAinda não há avaliações
- Struktur Commisioning - Sinter AreaDocumento1 páginaStruktur Commisioning - Sinter AreaFadlul Akbar HerfiantoAinda não há avaliações
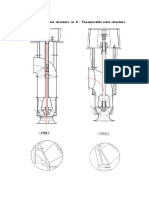
- Mixed Flow Pump Structure ChooseDocumento4 páginasMixed Flow Pump Structure ChooseFadlul Akbar HerfiantoAinda não há avaliações
- B 84567 SB Hp1 DSR ST 72 0002 1 Aoc Safety EquipmentDocumento8 páginasB 84567 SB Hp1 DSR ST 72 0002 1 Aoc Safety EquipmentFadlul Akbar HerfiantoAinda não há avaliações
- Struktur Commisioning - GF AreaDocumento1 páginaStruktur Commisioning - GF AreaFadlul Akbar HerfiantoAinda não há avaliações
- Carbon Black FDA Compliant DocumentDocumento4 páginasCarbon Black FDA Compliant DocumentGleidiston ZattoniAinda não há avaliações
- Struktur Commisioning - HMTP AreaDocumento1 páginaStruktur Commisioning - HMTP AreaFadlul Akbar HerfiantoAinda não há avaliações
- Struktur Commisioning - BF AreaDocumento1 páginaStruktur Commisioning - BF AreaFadlul Akbar HerfiantoAinda não há avaliações
- MSDS MolassesV2Documento3 páginasMSDS MolassesV2Fadlul Akbar HerfiantoAinda não há avaliações
- 9100Y8G2Documento41 páginas9100Y8G2Fadlul Akbar HerfiantoAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Specification Sheet: Multi-Stage Seawater (MSS) Pump Model Mss-30 For Reverse Osmosis DesalinationDocumento1 páginaSpecification Sheet: Multi-Stage Seawater (MSS) Pump Model Mss-30 For Reverse Osmosis DesalinationizaAinda não há avaliações
- Glossary of Water Treatment Terms: Term ExplanationDocumento12 páginasGlossary of Water Treatment Terms: Term ExplanationprakashAinda não há avaliações
- How Is Bottled Water Different From Tap Water?Documento4 páginasHow Is Bottled Water Different From Tap Water?ISHFAQ ASHRAFAinda não há avaliações
- Report On Inplant TrainingDocumento20 páginasReport On Inplant TrainingLokesh Babu50% (4)
- Wastewater Recycling in Laundries-From Pilot To Large-Scale PlantDocumento6 páginasWastewater Recycling in Laundries-From Pilot To Large-Scale PlantthangthoAinda não há avaliações
- AXEON 2019 Membrane CatalogDocumento48 páginasAXEON 2019 Membrane CatalogPablo Angel ToiaAinda não há avaliações
- NOH-ASSE BasicsofWaterPurificationSessionDocumento61 páginasNOH-ASSE BasicsofWaterPurificationSessionNector Jr. GuevarraAinda não há avaliações
- BS 3 MembraneDocumento101 páginasBS 3 MembraneAyush Garg100% (1)
- Water Technology 2015 2016 1Documento86 páginasWater Technology 2015 2016 1Srinivas AkHilAinda não há avaliações
- FST437 - Chapter 7 - FD Processing and QualityDocumento39 páginasFST437 - Chapter 7 - FD Processing and QualityNur AlisaAinda não há avaliações
- Membrane Filtration UpdatedDocumento12 páginasMembrane Filtration UpdatedFazlie IslamAinda não há avaliações
- CoagulationDocumento70 páginasCoagulationMoazzamAinda não há avaliações
- Manual de Limpieza QuímicaDocumento5 páginasManual de Limpieza QuímicaAlexis Jara VidalAinda não há avaliações
- Apllied Chemistry - 1 PDFDocumento169 páginasApllied Chemistry - 1 PDFwrwetgrfsdfAinda não há avaliações
- H&E-Purified Water System PDFDocumento58 páginasH&E-Purified Water System PDFoscar100% (3)
- DiscussionDocumento2 páginasDiscussionSyafiyatulMunawarahAinda não há avaliações
- 6 7 Group RabuDocumento102 páginas6 7 Group Rabuvita yantiAinda não há avaliações
- Class Note 3 Pollution and TypesDocumento16 páginasClass Note 3 Pollution and TypesAdhara MukherjeeAinda não há avaliações
- ZLD Presentation 3 PDFDocumento24 páginasZLD Presentation 3 PDFJagar Nath Shah100% (1)
- Uf Tech ManualDocumento18 páginasUf Tech ManualVemulapalli SaibabuAinda não há avaliações
- Membrane TypesDocumento92 páginasMembrane TypesVanditaa Kothari100% (1)
- Filmtec™ Bw30Hrle-440 Element: Product Data SheetDocumento3 páginasFilmtec™ Bw30Hrle-440 Element: Product Data SheetWilly ChandraAinda não há avaliações
- 13chapter 2Documento22 páginas13chapter 2Durga Sasi dharAinda não há avaliações
- Gefico Brochure +UFDocumento40 páginasGefico Brochure +UF1zorro10% (1)
- Nitrogen and Phosphorus Recovery From Wastewater: Water Pollution (S Sengupta, Section Editor)Documento12 páginasNitrogen and Phosphorus Recovery From Wastewater: Water Pollution (S Sengupta, Section Editor)JohnAinda não há avaliações
- Basics of Reverse Osmosis PDFDocumento14 páginasBasics of Reverse Osmosis PDFVinod KumarAinda não há avaliações
- Suresh Saran Project REVERSE OSMOSISDocumento33 páginasSuresh Saran Project REVERSE OSMOSISTechnical IndiaAinda não há avaliações
- PURELAB Range Brochure PDFDocumento30 páginasPURELAB Range Brochure PDFSergio RodríguezAinda não há avaliações
- Membrane and Separation Technology NewsDocumento16 páginasMembrane and Separation Technology NewsGerald100% (2)
- Membrane Cleaning ReviewDocumento11 páginasMembrane Cleaning ReviewAmit Kr GodaraAinda não há avaliações