Você também pode gostar
- Cuadro Resultados Armado de Tres Cuartos Motor - Buestan - BarbechoDocumento5 páginasCuadro Resultados Armado de Tres Cuartos Motor - Buestan - BarbechoAdrián Puul100% (1)
- Informe ValvulaDocumento12 páginasInforme ValvulaSantiago DiazAinda não há avaliações
- Informe FrenometroDocumento5 páginasInforme FrenometroMateito SilvaAinda não há avaliações
- TPS y APP sensores posición nuevas tecnologías automotrizDocumento15 páginasTPS y APP sensores posición nuevas tecnologías automotrizHARAIEL DANIELA TORRES TAIPE100% (1)
- Transmisión vehículos-función principalDocumento10 páginasTransmisión vehículos-función principalBryanyMaria100% (1)
- Resumen Norma Inen 1323Documento3 páginasResumen Norma Inen 1323Javier SCAinda não há avaliações
- Análisis de gases de escape de vehículo con analizador MAHA mgt5Documento8 páginasAnálisis de gases de escape de vehículo con analizador MAHA mgt5Jorge MorochoAinda não há avaliações
- Práctica 5 Comprobaciones en El Tren AlternativoDocumento14 páginasPráctica 5 Comprobaciones en El Tren AlternativoTACURI MORAN BRANDON MANUELAinda não há avaliações
- Ejercicio MotocicletaDocumento3 páginasEjercicio MotocicletaSebastian AbrilAinda não há avaliações
- Designación de Los ArosDocumento13 páginasDesignación de Los ArosJuan Carlos ColesAinda não há avaliações
- Informe CKP y CMP HPDSDocumento8 páginasInforme CKP y CMP HPDSSteven HerediaAinda não há avaliações
- Informe Compresion RD1Documento7 páginasInforme Compresion RD1Alex TopónAinda não há avaliações
- Averías en Un Sistema de DistribuciónDocumento3 páginasAverías en Un Sistema de Distribuciónana saavedraAinda não há avaliações
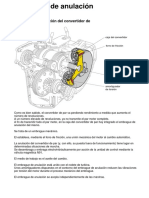
- Embrague de AnulacionDocumento4 páginasEmbrague de Anulaciondarwin100% (1)
- 1 Xplicar La MiSIon Del Conjunto ClimatizadorDocumento5 páginas1 Xplicar La MiSIon Del Conjunto ClimatizadorBryan AguirreAinda não há avaliações
- Exámen 3P - Motores de Combustión - Joel VillacisDocumento2 páginasExámen 3P - Motores de Combustión - Joel VillacisJoel VillacisAinda não há avaliações
- Trabajo de Proyecto FSDDocumento15 páginasTrabajo de Proyecto FSDMario Rivas0% (1)
- Guia de Practica de VacioDocumento9 páginasGuia de Practica de VacioAlex TopónAinda não há avaliações
- InyecciónDocumento40 páginasInyecciónFreddy DavidAinda não há avaliações
- CUESTIONARIODocumento3 páginasCUESTIONARIOjoelAinda não há avaliações
- Proceso de Torque y Calibración de Un MotorDocumento15 páginasProceso de Torque y Calibración de Un MotorImirvlad GI100% (2)
- Reactivos Grupo 3Documento2 páginasReactivos Grupo 3Cathy RodriguezAinda não há avaliações
- Informe ElectronicaDocumento10 páginasInforme ElectronicaFrancisco Alcayaga100% (1)
- Pruebas Ventajas y Desventajas D InyectoresDocumento2 páginasPruebas Ventajas y Desventajas D InyectoresCesar Briceño LazaroAinda não há avaliações
- Comprobaciones Piston y BielaDocumento4 páginasComprobaciones Piston y BielaDavid PaucarAinda não há avaliações
- Retrovisores Eléctricos Grupo1 Aucapiña CorderoTorres Cevallos Gonzalez TuapanteDocumento11 páginasRetrovisores Eléctricos Grupo1 Aucapiña CorderoTorres Cevallos Gonzalez TuapanteDanny Pacheco Auquilla100% (1)
- Comprobacion Bloque Motor y Tren Alternativo PDFDocumento17 páginasComprobacion Bloque Motor y Tren Alternativo PDFcreafff100% (1)
- Clasificación de Los Sistemas de Inyección DieselDocumento4 páginasClasificación de Los Sistemas de Inyección DieselAldair Antonio75% (4)
- Analicador de GasesDocumento2 páginasAnalicador de Gasesmarcelo angel mena farfanAinda não há avaliações
- Abc MotorDocumento14 páginasAbc Motoralexis javier vera soledispa VR100% (1)
- Guia Laboratorio 14 Unidad 2 TermistoresDocumento7 páginasGuia Laboratorio 14 Unidad 2 TermistoresSebastián ZapataAinda não há avaliações
- Wa0003.Documento14 páginasWa0003.Emanuel Garcia100% (1)
- Diapositiva Camaras de CombustionDocumento14 páginasDiapositiva Camaras de CombustionMiguel CruzAinda não há avaliações
- Ejercicios Corrección Examen U2Documento3 páginasEjercicios Corrección Examen U2Francisco Fabian Valencia TipanAinda não há avaliações
- Dinámica longitudinal vehículosDocumento84 páginasDinámica longitudinal vehículosRonald MendietaAinda não há avaliações
- Prueba de vacío: Informe n°1Documento5 páginasPrueba de vacío: Informe n°1Eduardo ValenzuelaAinda não há avaliações
- Presion Residual Del Sistema de CombustibleDocumento3 páginasPresion Residual Del Sistema de CombustibleCHRISTIAN LOZANOAinda não há avaliações
- Procedimientos de comprobación de bujías de precalentamiento en motor dieselDocumento7 páginasProcedimientos de comprobación de bujías de precalentamiento en motor dieselMaquinaria PesadaAinda não há avaliações
- Guia Practica Caja Rabinius.1Documento9 páginasGuia Practica Caja Rabinius.1Alexander SolanoAinda não há avaliações
- Cómo Leer Tus LlantasDocumento9 páginasCómo Leer Tus LlantasJuan Carlos Zapata BetancourtAinda não há avaliações
- Norma Nte Inen 1323Documento1 páginaNorma Nte Inen 1323MercyAdryAinda não há avaliações
- Cuestionario Mot II - p57Documento10 páginasCuestionario Mot II - p57LuisHomeroZhañay100% (1)
- Recopilacion Expociciones Dinamica AutomovilDocumento211 páginasRecopilacion Expociciones Dinamica AutomovilAndres PeñalozaAinda não há avaliações
- Informe Simulacion de Sensores y ActuadoresDocumento20 páginasInforme Simulacion de Sensores y ActuadoresAlvaro SolisAinda não há avaliações
- Sensores MCI bachillerato tecnológicoDocumento7 páginasSensores MCI bachillerato tecnológicoErikDuranVargasAinda não há avaliações
- Informe AbsDocumento11 páginasInforme Absantonio100% (2)
- Informe 5 Reconocimiento de Las Partes y Puesta A Punto Del CarburadorDocumento17 páginasInforme 5 Reconocimiento de Las Partes y Puesta A Punto Del CarburadorOlger Baño TuquerresAinda não há avaliações
- Resumen Nte Inen 2310Documento7 páginasResumen Nte Inen 2310Elizabeth MoralesAinda não há avaliações
- Ficha Técnica Sensores de TemperaturaDocumento4 páginasFicha Técnica Sensores de TemperaturaHERNAN SANTIAGO ORDONEZ ANANGONOAinda não há avaliações
- Lab. Iny. Diesel Electronico ADocumento2 páginasLab. Iny. Diesel Electronico AAndesito Reaño100% (4)
- Matriz de Inducción de Dispositivos de Entada y Salida Del Motor FORD 7.3LDocumento2 páginasMatriz de Inducción de Dispositivos de Entada y Salida Del Motor FORD 7.3LGustavo Sánchez67% (3)
- INFORME SOBRE SENSORES KS Y DE OXIGENO (O2Documento6 páginasINFORME SOBRE SENSORES KS Y DE OXIGENO (O2RubenTorresAinda não há avaliações
- Diagrama Sinoptico Desarmado de MotorDocumento4 páginasDiagrama Sinoptico Desarmado de MotorJorge Shashte100% (1)
- Viracocha - Trabajo en Clase 03 - Sistemas AuxiliaresDocumento5 páginasViracocha - Trabajo en Clase 03 - Sistemas AuxiliaresEDWIN ALEXANDER VIRACOCHA SALAZARAinda não há avaliações
- Tema Mecánica PDFDocumento53 páginasTema Mecánica PDFEmilio BonnetAinda não há avaliações
- Detección de Fallas Del Sistema de InyecciónDocumento2 páginasDetección de Fallas Del Sistema de InyecciónJosue CruzAinda não há avaliações
- Teoría de la Semejanza MotoresDocumento12 páginasTeoría de la Semejanza MotoresAndres GavilanesAinda não há avaliações
- Caja de Cambios de Tres EjesDocumento11 páginasCaja de Cambios de Tres EjesAlex MauricioAinda não há avaliações
- Comprobaciones en El CabezoteDocumento12 páginasComprobaciones en El Cabezotegeragabi100% (2)
- Exposición de Semillas de Rábano (Raphanus Sativus L.) A Radiación X. Angel Padilla 2 Rev - ComponerDocumento7 páginasExposición de Semillas de Rábano (Raphanus Sativus L.) A Radiación X. Angel Padilla 2 Rev - ComponerPadilla JamesAinda não há avaliações
- Que Es La EticaDocumento28 páginasQue Es La EticaPadilla JamesAinda não há avaliações
- Códigos deontológicos profesionalesDocumento40 páginasCódigos deontológicos profesionalesSandra LuceroAinda não há avaliações
- Requisitos buses urbanos EcuadorDocumento13 páginasRequisitos buses urbanos EcuadorPadilla JamesAinda não há avaliações
- Elevalunas-Electricos Aveo ActivoDocumento13 páginasElevalunas-Electricos Aveo ActivoPadilla James0% (1)
- Diferencia Entre Etica y DeontologiaDocumento39 páginasDiferencia Entre Etica y DeontologiaPadilla JamesAinda não há avaliações
- Paper Motor DCDocumento6 páginasPaper Motor DCPadilla JamesAinda não há avaliações
- Termo EntropiaDocumento7 páginasTermo EntropiaPadilla JamesAinda não há avaliações
- Termo EntropiaDocumento7 páginasTermo EntropiaPadilla JamesAinda não há avaliações
- OPERACIÓNDocumento7 páginasOPERACIÓNPadilla JamesAinda não há avaliações
- Calibracion Punterias C9Documento3 páginasCalibracion Punterias C9Angel Contreras100% (1)
- Cilindro 2 Fast 100cc Diámetro 52 Carrera 47 Minarelli HorizontalDocumento1 páginaCilindro 2 Fast 100cc Diámetro 52 Carrera 47 Minarelli Horizontalraulktm1Ainda não há avaliações
- 1.0.0-1.2.1 Motores Diesel M.Gutiérrez PDFDocumento13 páginas1.0.0-1.2.1 Motores Diesel M.Gutiérrez PDFEdward RmsAinda não há avaliações
- Manual Servicio Motor PDFDocumento219 páginasManual Servicio Motor PDFClaudio AndrésAinda não há avaliações
- Catálogo de producto motor Daihatsu Super DeltaDocumento1 páginaCatálogo de producto motor Daihatsu Super DeltaJeifred Espitia Araujo100% (1)
- Lista de Precios Repuestos ElectricosDocumento2 páginasLista de Precios Repuestos ElectricosHenry LandyAinda não há avaliações
- FS5540340Documento1 páginaFS5540340Andres Felipe Ladino100% (1)
- ALFA ROMEO 145 TD motor diesel especificaciones técnicasDocumento3 páginasALFA ROMEO 145 TD motor diesel especificaciones técnicasLina ManotasAinda não há avaliações
- Mi Parte MotoresDocumento5 páginasMi Parte MotoresJulio QuispeAinda não há avaliações
- Tunland BJ2037 New FaceDocumento194 páginasTunland BJ2037 New FaceJonathan Wladimir Chacana JaraAinda não há avaliações
- Calibración de válvulasDocumento2 páginasCalibración de válvulasanon_828943220Ainda não há avaliações
- Resecion de ValavulasDocumento6 páginasResecion de ValavulasfdvzfAinda não há avaliações
- 2018 Motor Diesel Ciclo IdealDocumento32 páginas2018 Motor Diesel Ciclo IdealDiego Armando Lozano GonzalezAinda não há avaliações
- Motores AeronáuticosDocumento33 páginasMotores AeronáuticosAurora RodríguezAinda não há avaliações
- DiselDocumento19 páginasDiselFernando VargasAinda não há avaliações
- Manuel Hyster 110Documento1.326 páginasManuel Hyster 110INVERSIONES VARTEX100% (5)
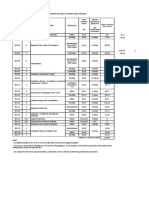
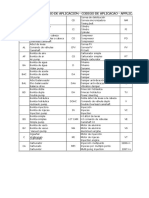
- CODIGO DE APLICACIÓN - CODIGO DE APLICAO - APPLICATION CODDocumento243 páginasCODIGO DE APLICACIÓN - CODIGO DE APLICAO - APPLICATION CODFrancisco Javier YuquilemaAinda não há avaliações
- Guia 7 Comprobaciones y Mediciones Del Block de Un Motor Ciclo Otto.Documento15 páginasGuia 7 Comprobaciones y Mediciones Del Block de Un Motor Ciclo Otto.USUARIO1218Ainda não há avaliações
- Banco Preguntas para Tripulantes MaquinasDocumento5 páginasBanco Preguntas para Tripulantes Maquinasrene almonacid100% (2)
- Responde Las PreguntasDocumento2 páginasResponde Las PreguntasJuan RosalesAinda não há avaliações
- HG 5540360Documento2 páginasHG 5540360henry lavieraAinda não há avaliações
- Datos Toy 1cDocumento6 páginasDatos Toy 1cdiego_venta100% (1)
- Guia de Practica N°02 MartesDocumento4 páginasGuia de Practica N°02 MartesRichard oviedo100% (1)
- Bajonazo de Precios Septiembre 2017.Documento4 páginasBajonazo de Precios Septiembre 2017.TECNICENTROAinda não há avaliações
- MANTENIMIENTO CORRECTIVO MTU-4000 16V 2360 KVADocumento1 páginaMANTENIMIENTO CORRECTIVO MTU-4000 16V 2360 KVALeonardo Viilalobos100% (1)
- Diagnostico Averias Del MotorDocumento19 páginasDiagnostico Averias Del MotorAdrian Chacon MolinaAinda não há avaliações
- Mantenimiento motores Detroit Diesel 16V-149Documento15 páginasMantenimiento motores Detroit Diesel 16V-149Alfred Hernandez MendozaAinda não há avaliações
- Ejercicios 1 Motores CIDocumento3 páginasEjercicios 1 Motores CILUIS URRA CARRASCO100% (1)
- Cheyenne ChevroletDocumento1.200 páginasCheyenne ChevroletOvarli Gonzalez100% (2)
- Montaje y Desmontaje de Un MotorDocumento4 páginasMontaje y Desmontaje de Un MotorWM PalmaAinda não há avaliações