Você também pode gostar
- Pipe SizeDocumento9 páginasPipe SizezniperxAinda não há avaliações
- Kuliah 7 - Fuzzy Inference SystemDocumento29 páginasKuliah 7 - Fuzzy Inference Systemtutur ramdaniAinda não há avaliações
- Reverse Osmosis System Analysis For Filmtec™ Membranes Rosa 9.1 Configdb U399339 - 282 Project: Enerau - Hydro Case: 1 NP, MFT 10/25/2018Documento3 páginasReverse Osmosis System Analysis For Filmtec™ Membranes Rosa 9.1 Configdb U399339 - 282 Project: Enerau - Hydro Case: 1 NP, MFT 10/25/2018unconformistAinda não há avaliações
- IGCSE - Bio - Worksheet 10 - Plants and FoodDocumento10 páginasIGCSE - Bio - Worksheet 10 - Plants and FoodSyed Muhammad FaiqAinda não há avaliações
- Vacuum TheoryDocumento79 páginasVacuum TheoryrusyadAinda não há avaliações
- Cane - Sugar - Manufacture - in - India Datos Sobre Producción de AzucarDocumento525 páginasCane - Sugar - Manufacture - in - India Datos Sobre Producción de AzucarEnrique Lucero100% (1)
- Power Plant Engg MCQDocumento71 páginasPower Plant Engg MCQSaranya SAinda não há avaliações
- Experiment 2 Cooling TowerDocumento2 páginasExperiment 2 Cooling TowerEdin AbolenciaAinda não há avaliações
- AutoPIPE QuickStart - Model Modification - WorkbookDocumento63 páginasAutoPIPE QuickStart - Model Modification - WorkbookJames100% (1)
- Abu Orf M.M. Centrate Viscosity For Continuous Monitoring of Polymer Feed in Dew Ate Ring Applications 2003Documento8 páginasAbu Orf M.M. Centrate Viscosity For Continuous Monitoring of Polymer Feed in Dew Ate Ring Applications 2003fermortaraAinda não há avaliações
- Ejector FunctionsDocumento8 páginasEjector Functionsuyire8100% (1)
- Control of Flow Rates at Startup: GAT2004-GKP-2010.009 September, 2010Documento2 páginasControl of Flow Rates at Startup: GAT2004-GKP-2010.009 September, 2010Enyerberht Castañeda BritoAinda não há avaliações
- By Pass RotameterDocumento6 páginasBy Pass Rotameterkrishna kumarAinda não há avaliações
- Ammonia Water Steam StrippingDocumento17 páginasAmmonia Water Steam Strippingkomalrana2007100% (3)
- Falling Film Evaporator Performance Results From Two Reunion Island Factories - ZI - 2009 PDFDocumento5 páginasFalling Film Evaporator Performance Results From Two Reunion Island Factories - ZI - 2009 PDFFajar KurniawanAinda não há avaliações
- Design of A Vapor-Liquid SeparatorDocumento2 páginasDesign of A Vapor-Liquid SeparatorpowerveeAinda não há avaliações
- Bicolor Color Port Type Level Gauge PDFDocumento2 páginasBicolor Color Port Type Level Gauge PDFKaruppuswamy PalanisamyAinda não há avaliações
- Grey Water Discharge Line FEDocumento4 páginasGrey Water Discharge Line FEBayu AjiAinda não há avaliações
- DP LT CalibrationDocumento6 páginasDP LT CalibrationkvsangeethAinda não há avaliações
- Venturi Scrubber Design Project for Air Pollution ControlDocumento1 páginaVenturi Scrubber Design Project for Air Pollution ControlChristopher LloydAinda não há avaliações
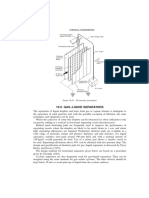
- 10.9. Gas Liquid Separators: Chemical EngineeringDocumento6 páginas10.9. Gas Liquid Separators: Chemical EngineeringsterlingAinda não há avaliações
- L.3.1. EVAPORATOR - 01 (EV-01) : 1 o o o oDocumento9 páginasL.3.1. EVAPORATOR - 01 (EV-01) : 1 o o o omedias indah monica sariAinda não há avaliações
- Process Transients AnalysisDocumento25 páginasProcess Transients AnalysisOtis ArmsAinda não há avaliações
- SN74LVC07Documento23 páginasSN74LVC07abcdAinda não há avaliações
- Air Ingress CalculationsDocumento5 páginasAir Ingress CalculationsMallinatha PNAinda não há avaliações
- Yazd-System Description For Clean Drain System PDFDocumento7 páginasYazd-System Description For Clean Drain System PDFace-winnieAinda não há avaliações
- Axial Flow Fan Test RigDocumento1 páginaAxial Flow Fan Test RigRahul TripathiAinda não há avaliações
- Air Receiver Sizing CalculationDocumento1 páginaAir Receiver Sizing CalculationAziz HaqueAinda não há avaliações
- Room ACis.1391.2.1992Documento36 páginasRoom ACis.1391.2.1992Ajay MenonAinda não há avaliações
- Reynolds ExperimentDocumento3 páginasReynolds ExperimentShary MosqueraAinda não há avaliações
- 4.4 Heat Ex ChangersDocumento7 páginas4.4 Heat Ex Changersmukesh kaushikAinda não há avaliações
- Nonboiling Liq Outflow F Vertical Cyl VesselDocumento26 páginasNonboiling Liq Outflow F Vertical Cyl VesselSrihari KodimelaAinda não há avaliações
- Desuperheater sizing calculation reportDocumento1 páginaDesuperheater sizing calculation reportErnestoAinda não há avaliações
- I/p ConverterDocumento6 páginasI/p ConverterAMIT KUMARAinda não há avaliações
- Boiler Drum Level Measurement and ControlDocumento13 páginasBoiler Drum Level Measurement and ControlasdmoomAinda não há avaliações
- Performance NT100M HVDocumento1 páginaPerformance NT100M HVAnonymous 3fTYXaW7WAinda não há avaliações
- Valve CV Flow Rate FormlaeDocumento1 páginaValve CV Flow Rate Formlaelatasharma79Ainda não há avaliações
- Titanio 3Documento3 páginasTitanio 3maja bAinda não há avaliações
- Thermocompressors Improve Paper Machine Dryer DrainageDocumento8 páginasThermocompressors Improve Paper Machine Dryer DrainageclintoncAinda não há avaliações
- Vent Sizing MethodsDocumento26 páginasVent Sizing Methodsmieiroluiz12Ainda não há avaliações
- Evaluating Boiler Efficiencies Using Direct and Indirect MethodsDocumento52 páginasEvaluating Boiler Efficiencies Using Direct and Indirect MethodsdebelaAinda não há avaliações
- Basket FilterDocumento1 páginaBasket FilterShreya TrikhaAinda não há avaliações
- Orifice SizingDocumento2 páginasOrifice SizingXheikhKaleemAinda não há avaliações
- Sodium Hydroxide Production From Seawater Desalination Brine: Process Design and Energy EfficiencyDocumento38 páginasSodium Hydroxide Production From Seawater Desalination Brine: Process Design and Energy EfficiencyjuanAinda não há avaliações
- RELIEF VALVE PARAMETERSDocumento6 páginasRELIEF VALVE PARAMETERSMa AlAinda não há avaliações
- Prediction of HETP For Randomly Packed Towers Operation:integration of Aqueous and Non-Aqueous Mass Transfercharacteristics Into One Consistent CorrelationDocumento18 páginasPrediction of HETP For Randomly Packed Towers Operation:integration of Aqueous and Non-Aqueous Mass Transfercharacteristics Into One Consistent Correlationcamilo_ortiz_6Ainda não há avaliações
- Chemical Plant Utility - Nitrogen System DesignDocumento10 páginasChemical Plant Utility - Nitrogen System DesignIJRASETPublicationsAinda não há avaliações
- CHE 402 - FR Heat Loss in Bare and Lagged PipesDocumento8 páginasCHE 402 - FR Heat Loss in Bare and Lagged PipesHirizza Junko YamamotoAinda não há avaliações
- Data Sheet For Spray NozzleDocumento3 páginasData Sheet For Spray Nozzlebecpavan100% (1)
- Instrument Air Dryer and Instrument Air ReceiverDocumento4 páginasInstrument Air Dryer and Instrument Air ReceiverAzizul HakimAinda não há avaliações
- Standard Procedure For Vacuum Decay Test (Advisory Procedure)Documento7 páginasStandard Procedure For Vacuum Decay Test (Advisory Procedure)Jonathan MoralesAinda não há avaliações
- Pitot Static TubeDocumento2 páginasPitot Static TubeMelvin MagbanuaAinda não há avaliações
- Shell and Tube Heat Exchanger Cost EstimationDocumento5 páginasShell and Tube Heat Exchanger Cost EstimationFebry AhmadAinda não há avaliações
- 6206 Guide For Selection Installation andDocumento32 páginas6206 Guide For Selection Installation andakbavra80% (5)
- Thermal Conductivity of FRP CompositesDocumento69 páginasThermal Conductivity of FRP Compositesjppmj100% (1)
- Gacl-Dahej Captive Co-Generation Power Plant Corrected Gas Turbines Output Calculation On Site ConditionDocumento8 páginasGacl-Dahej Captive Co-Generation Power Plant Corrected Gas Turbines Output Calculation On Site Conditionakulahtu78Ainda não há avaliações
- Hyd & N2 Calculations PDFDocumento8 páginasHyd & N2 Calculations PDFRicardo NapitupuluAinda não há avaliações
- Restriction OrificeDocumento8 páginasRestriction OrificekarthickAinda não há avaliações
- Sect 6 Priority Panel (K01-11-036) ManualDocumento68 páginasSect 6 Priority Panel (K01-11-036) ManualJose Luis Jimenez InfanteAinda não há avaliações
- Orifice PlateDocumento3 páginasOrifice PlateMuhammad MohtashimAinda não há avaliações
- Chapter 6 TutorialsDocumento5 páginasChapter 6 TutorialsHafizi Naim IsmailAinda não há avaliações
- Improved Steam Condenser Gas Removal SystemDocumento7 páginasImproved Steam Condenser Gas Removal Systemtfernandes.x18Ainda não há avaliações
- Basics of VacuumDocumento7 páginasBasics of Vacuumsanthosh_yash1Ainda não há avaliações
- SJV Selection EjectorsDocumento9 páginasSJV Selection Ejectorskumarvns111Ainda não há avaliações
- 6EDocumento7 páginas6EDalila AmmarAinda não há avaliações
- 1943 - Bechard - Survey of Pan BoilingDocumento5 páginas1943 - Bechard - Survey of Pan BoilingAhmed AlfatihAinda não há avaliações
- 2001 - Greenfield - Ten Process Innovations From One FactoryDocumento5 páginas2001 - Greenfield - Ten Process Innovations From One FactoryAhmed AlfatihAinda não há avaliações
- 1984 - Lionnet - Mud ConditioningDocumento3 páginas1984 - Lionnet - Mud ConditioningAhmed AlfatihAinda não há avaliações
- 1987 Wienese The Performance of Diffuser Bagasse DewateringDocumento4 páginas1987 Wienese The Performance of Diffuser Bagasse DewateringAhmed AlfatihAinda não há avaliações
- 1982 - Munsamy - Assessment of A Plate H EDocumento3 páginas1982 - Munsamy - Assessment of A Plate H EAhmed AlfatihAinda não há avaliações
- Permeability For Coarse Grained SoilsDocumento4 páginasPermeability For Coarse Grained SoilsHarris IzharAinda não há avaliações
- 00Documento40 páginas00ShōyōHinataAinda não há avaliações
- Dino Kraspedon - My Contact With Flying SaucersDocumento46 páginasDino Kraspedon - My Contact With Flying Saucersgolliwoghc0% (1)
- On-Grid Inverter with Energy Storage Solution GuideDocumento2 páginasOn-Grid Inverter with Energy Storage Solution GuideMohd NB MultiSolarAinda não há avaliações
- Bahasa Inggris Kelas XI IPA/ XI IPS: Name: Class: DateDocumento7 páginasBahasa Inggris Kelas XI IPA/ XI IPS: Name: Class: DateChristevanAinda não há avaliações
- UntitledDocumento253 páginasUntitledKathy LuoAinda não há avaliações
- 9202Documento80 páginas9202leninks_1979Ainda não há avaliações
- Environmental Law GuideDocumento5 páginasEnvironmental Law GuideStuti BaradiaAinda não há avaliações
- Research Complete 2Documento60 páginasResearch Complete 2Gallus GallusAinda não há avaliações
- Thermodynamics Exam Questions Focus on Cycles, Processes, and Efficiency CalculationsDocumento26 páginasThermodynamics Exam Questions Focus on Cycles, Processes, and Efficiency CalculationsSuhas G MAinda não há avaliações
- An Investigation On The Power System Stability of Photovoltaic Grid Integrated SystemDocumento4 páginasAn Investigation On The Power System Stability of Photovoltaic Grid Integrated SystemaeaAinda não há avaliações
- Recycling of Multilayer Plastic Packaging MaterialDocumento9 páginasRecycling of Multilayer Plastic Packaging MaterialDanielAinda não há avaliações
- Soil Stabilization Using Copper SlagDocumento51 páginasSoil Stabilization Using Copper SlagShruthiAinda não há avaliações
- The Origins of Life On EarthDocumento30 páginasThe Origins of Life On EarthEvan UmaliAinda não há avaliações
- Environmental Characteristics of Clays and Clay Mineral DepositsDocumento2 páginasEnvironmental Characteristics of Clays and Clay Mineral DepositsjohnAinda não há avaliações
- Electricity MarketDocumento27 páginasElectricity MarketcakesandfinancesAinda não há avaliações
- Module 4 - Environmental Protection 3Documento95 páginasModule 4 - Environmental Protection 3Matthew JordanAinda não há avaliações
- 07 Artificial Aquifer of Rainwater Deposit To Provide Clean Water For Dry Season in Karangmoncol, PurbalinggaDocumento8 páginas07 Artificial Aquifer of Rainwater Deposit To Provide Clean Water For Dry Season in Karangmoncol, PurbalinggaWeniarti DarmawansyahAinda não há avaliações
- Fundamentals of Electric Power GenerationDocumento9 páginasFundamentals of Electric Power GenerationsrilekhavAinda não há avaliações
- First Semester Examination Class: VII Geography Marks: 40 / Pgs. 3 Date: 06.10.2021 Time: 1 HRDocumento3 páginasFirst Semester Examination Class: VII Geography Marks: 40 / Pgs. 3 Date: 06.10.2021 Time: 1 HRश्रवण कुमारAinda não há avaliações
- Pan Dulce Tide Tables and Daylight Times - Surf Forecast and ReportDocumento5 páginasPan Dulce Tide Tables and Daylight Times - Surf Forecast and ReportzackAinda não há avaliações
- MCQ ClimateDocumento15 páginasMCQ ClimateMANISH ROYAinda não há avaliações
- Edexcel Chemistry Key Concepts in Chemistry KnowIT GCSE 1Documento159 páginasEdexcel Chemistry Key Concepts in Chemistry KnowIT GCSE 1Muhammad KhasimullahAinda não há avaliações
- Consumerism and Waste Products PDFDocumento4 páginasConsumerism and Waste Products PDFEDCELL sjce100% (4)
- Science 9 - Q2 - Week2 - Melc 5Documento10 páginasScience 9 - Q2 - Week2 - Melc 5Rhyan Zero-four BaluyutAinda não há avaliações
- Method A7 The Determination of The Maximum Dry Density and Optimum Moisture Content of Gravel, Sand & SoilDocumento11 páginasMethod A7 The Determination of The Maximum Dry Density and Optimum Moisture Content of Gravel, Sand & SoilJohn PavlakisAinda não há avaliações
- Delta T - Charts For Infrared HeatingDocumento4 páginasDelta T - Charts For Infrared HeatingArep HammettAinda não há avaliações
- Lecture10 Geology EnglishDocumento2 páginasLecture10 Geology Englishali5halilAinda não há avaliações