Você também pode gostar
- Acoustic Properties of Miter Bends: John W. ColtmanDocumento4 páginasAcoustic Properties of Miter Bends: John W. Coltmandewqdqw2Ainda não há avaliações
- John Johnson P406 Project Report Sp12Documento10 páginasJohn Johnson P406 Project Report Sp12Darius HighAinda não há avaliações
- Wind Tunnel ApparatusDocumento6 páginasWind Tunnel ApparatusPrasetyaJayaputraAinda não há avaliações
- Resonators Reduce Noise from Centrifugal BlowersDocumento11 páginasResonators Reduce Noise from Centrifugal BlowersmaryaoannaAinda não há avaliações
- Flow Characteristics of a Pipe DiffuserDocumento13 páginasFlow Characteristics of a Pipe Diffusermunro_85Ainda não há avaliações
- Deformation Behavior of Thin-Walled Tube Bending With Internal PressureDocumento6 páginasDeformation Behavior of Thin-Walled Tube Bending With Internal PressureHizbar ArsjadAinda não há avaliações
- A Varactor Tuned RF FilterDocumento4 páginasA Varactor Tuned RF FilterA. Villa100% (1)
- Broadband CPW-Fed Square Slot Antennas With A Widened Tuning StubDocumento5 páginasBroadband CPW-Fed Square Slot Antennas With A Widened Tuning StubRam SidhAinda não há avaliações
- Design of A PipeRing Type of Sparger For A Bubble Column Reactor PDFDocumento8 páginasDesign of A PipeRing Type of Sparger For A Bubble Column Reactor PDFAshkanHosseini100% (1)
- GE Bolt Mike III Owner's Manual20160519666133Documento3 páginasGE Bolt Mike III Owner's Manual20160519666133Brenno GonçalvesAinda não há avaliações
- Sonometer AIM Apparatus: To Be Written in The Right Page of The RecordDocumento3 páginasSonometer AIM Apparatus: To Be Written in The Right Page of The RecordHemanth KAinda não há avaliações
- Pipe Bend RadiusDocumento8 páginasPipe Bend RadiusAdagharaAinda não há avaliações
- Achenbach Smooth - Rough CylinderDocumento15 páginasAchenbach Smooth - Rough CylinderVivek KantiAinda não há avaliações
- Gordon1989 PDFDocumento18 páginasGordon1989 PDFKhalil DeghoumAinda não há avaliações
- Broadband CPW-Fed Square Slot Antennas With A Widened Tuning StubDocumento5 páginasBroadband CPW-Fed Square Slot Antennas With A Widened Tuning StubSudesh AgrawalAinda não há avaliações
- Finite Element Method For Optimizing Pipe BendsDocumento3 páginasFinite Element Method For Optimizing Pipe BendsrodrigoAinda não há avaliações
- Geometric and Material Parameters On Tube Hydroforming: Finite Element Analysis of The Effect ofDocumento12 páginasGeometric and Material Parameters On Tube Hydroforming: Finite Element Analysis of The Effect ofdhrumitgajjarAinda não há avaliações
- Pressure Gauge Bourdon Tube Pressure GaugeDocumento7 páginasPressure Gauge Bourdon Tube Pressure GaugeVignesh RajanAinda não há avaliações
- Fabrication of Er3 - Doped Fluoride Fibres With Single-ModeDocumento6 páginasFabrication of Er3 - Doped Fluoride Fibres With Single-Modeqinetiq15Ainda não há avaliações
- Hydrodynamics of small tubular pumpsDocumento19 páginasHydrodynamics of small tubular pumpsmariomatoAinda não há avaliações
- Friction and Its EffectsDocumento39 páginasFriction and Its EffectsOmkar rodeAinda não há avaliações
- Flow MeasurementDocumento26 páginasFlow MeasurementOmkar rodeAinda não há avaliações
- Pressure MeterDocumento17 páginasPressure MeterRakesh7770Ainda não há avaliações
- A Coustic Attenuation Performance of Double Expansion Chamber Silencers With Inter Connecting TubeDocumento4 páginasA Coustic Attenuation Performance of Double Expansion Chamber Silencers With Inter Connecting Tube신동호Ainda não há avaliações
- Confined Photonic Modes in The Fabry-Pérot Based Photonic Crystal Nanobeam Cavity Structures With Mixed Tapered Air-Holes and Curved-Wall CavityDocumento6 páginasConfined Photonic Modes in The Fabry-Pérot Based Photonic Crystal Nanobeam Cavity Structures With Mixed Tapered Air-Holes and Curved-Wall CavityAJER JOURNALAinda não há avaliações
- Instrumentation IIDocumento8 páginasInstrumentation II544 vishwavijay PatilAinda não há avaliações
- End Correction at A Flue Pipe MouthDocumento5 páginasEnd Correction at A Flue Pipe Mouthfzr67Ainda não há avaliações
- Practical Cavity Filters For The Frequency Range 1GHz... 4GHzDocumento21 páginasPractical Cavity Filters For The Frequency Range 1GHz... 4GHzGianfranco100% (1)
- Calculations For Hot Stretch Reducing ProcessDocumento8 páginasCalculations For Hot Stretch Reducing ProcessKAAinda não há avaliações
- 90 Ijmperdoct201990Documento8 páginas90 Ijmperdoct201990TJPRC PublicationsAinda não há avaliações
- Bell e Mehta 1988Documento39 páginasBell e Mehta 1988Nelson LondoñoAinda não há avaliações
- Calculation of An Acoustic Phase InverterDocumento7 páginasCalculation of An Acoustic Phase InverterAnonymous DjWqKpZ1Ainda não há avaliações
- MTE 314 Mechanical Vibrations: Report Experiments 2Documento3 páginasMTE 314 Mechanical Vibrations: Report Experiments 2Yomna EmadAinda não há avaliações
- Pressure and Force MeasurementDocumento8 páginasPressure and Force Measurementpranjal priyeAinda não há avaliações
- Chapter 3 I & M Final PresentationDocumento43 páginasChapter 3 I & M Final PresentationAzizIkramAinda não há avaliações
- LRFD Tension Member Design GuideDocumento72 páginasLRFD Tension Member Design GuideYetty OktavianitaAinda não há avaliações
- Sucw-Single-feed Broadband CP Patch AntennaDocumento3 páginasSucw-Single-feed Broadband CP Patch Antenna蘇哲Ainda não há avaliações
- Strain Gauges NptelDocumento15 páginasStrain Gauges Nptelsushant271992Ainda não há avaliações
- Technical Whitepaper: Sonic V - Acoustic Pulse Reflectometry (APR) Inspection SystemDocumento11 páginasTechnical Whitepaper: Sonic V - Acoustic Pulse Reflectometry (APR) Inspection SystemassurendranAinda não há avaliações
- Electromagnetic pulse crimping axial joints optimizationDocumento14 páginasElectromagnetic pulse crimping axial joints optimizationmohamad zareAinda não há avaliações
- Bending Spring LoadingDocumento2 páginasBending Spring LoadingNisha NtaAinda não há avaliações
- Piezo ResistiveDocumento25 páginasPiezo ResistiveAbcd PqrsAinda não há avaliações
- Core FluxDocumento8 páginasCore Fluxbharat_22nandulaAinda não há avaliações
- NDT Technician: Circumferential Scanning in Ultrasonic InspectionDocumento12 páginasNDT Technician: Circumferential Scanning in Ultrasonic InspectionmaterialsAinda não há avaliações
- A Permeameter For Magnetic Testing at Magnetizing Forces Up To 300 OerstedsDocumento5 páginasA Permeameter For Magnetic Testing at Magnetizing Forces Up To 300 OerstedsEdisson Yesid Rodriguez NAinda não há avaliações
- Pressure and Tempreture MeasurementDocumento61 páginasPressure and Tempreture MeasurementVarad DateAinda não há avaliações
- Stripline-fed circular microstrip antennasDocumento4 páginasStripline-fed circular microstrip antennasJohn WilliamsAinda não há avaliações
- Lab Manual 2016Documento41 páginasLab Manual 2016Dr Ankita UpadhyaAinda não há avaliações
- USD T BeamDocumento10 páginasUSD T BeammanowarAinda não há avaliações
- An All Purpose High Gain Antenna For 2400 MHZDocumento8 páginasAn All Purpose High Gain Antenna For 2400 MHZMahendra SinghAinda não há avaliações
- T9 Loudspeakers: Chapter - 3Documento29 páginasT9 Loudspeakers: Chapter - 3lvsaru100% (1)
- Pressure MeasurementDocumento28 páginasPressure MeasurementbcramcAinda não há avaliações
- Ref 62Documento8 páginasRef 62Jim SkoranskiAinda não há avaliações
- 3.2. Contraction: Design Methodology For A Quick and Low-Cost Wind Tunnel 9Documento2 páginas3.2. Contraction: Design Methodology For A Quick and Low-Cost Wind Tunnel 9Dang Tien PhucAinda não há avaliações
- HDPE Pipe Thickness CalculationsDocumento5 páginasHDPE Pipe Thickness CalculationsBudi SantonyAinda não há avaliações
- Cylindrical Compression Helix Springs For Suspension SystemsNo EverandCylindrical Compression Helix Springs For Suspension SystemsAinda não há avaliações
- Spec Sheet VendingDocumento1 páginaSpec Sheet VendingsandbadbahriAinda não há avaliações
- Resume and Cover Letter Guide: Trends, Tips and TemplatesDocumento48 páginasResume and Cover Letter Guide: Trends, Tips and TemplatessandbadbahriAinda não há avaliações
- Buddhist Stories From The Dhammapada Commentary Part 4Documento33 páginasBuddhist Stories From The Dhammapada Commentary Part 4Buddhist Publication Society100% (1)
- Joint Model of PipesDocumento28 páginasJoint Model of PipessandbadbahriAinda não há avaliações
- HDT Vicat StandardDocumento2 páginasHDT Vicat StandardsandbadbahriAinda não há avaliações
- PIPING MATERIALS FOR GEOTHERMAL HEATING SYSTEMSDocumento6 páginasPIPING MATERIALS FOR GEOTHERMAL HEATING SYSTEMSsandbadbahriAinda não há avaliações
- VendDocumento13 páginasVendWilson LimAinda não há avaliações
- Middle East Product GuideDocumento20 páginasMiddle East Product GuidesandbadbahriAinda não há avaliações
- GRP SystemsDocumento18 páginasGRP SystemsVamasAinda não há avaliações
- Lole Kompos Va MasolateshDocumento8 páginasLole Kompos Va MasolateshsandbadbahriAinda não há avaliações
- Literature Coating - Epoxy Resin & Hardeners For Coating Selector GuideDocumento10 páginasLiterature Coating - Epoxy Resin & Hardeners For Coating Selector GuideSoutrik GuptaAinda não há avaliações
- Naghshe Haye LolexDocumento24 páginasNaghshe Haye LolexsandbadbahriAinda não há avaliações
- GRP SystemsDocumento18 páginasGRP SystemsVamasAinda não há avaliações
- JimboDocumento16 páginasJimbosandbadbahriAinda não há avaliações
- Literature Coating - Epoxy Resin & Hardeners For Coating Selector GuideDocumento10 páginasLiterature Coating - Epoxy Resin & Hardeners For Coating Selector GuideSoutrik GuptaAinda não há avaliações
- Hamechi Rajebe Gloss Va Nabshe CopeglasDocumento44 páginasHamechi Rajebe Gloss Va Nabshe CopeglassandbadbahriAinda não há avaliações
- Fibrelogic Flowtite Engineering Guidelines DES M-004Documento122 páginasFibrelogic Flowtite Engineering Guidelines DES M-004Wilfredo GuerreroAinda não há avaliações
- GRE Pipes Eng Okt2014 WebDocumento2 páginasGRE Pipes Eng Okt2014 WebsandbadbahriAinda não há avaliações
- Katalog Intek Bara PaltrosionDocumento32 páginasKatalog Intek Bara PaltrosionsandbadbahriAinda não há avaliações
- Material Design For GRP Fekr KonamDocumento2 páginasMaterial Design For GRP Fekr KonamsandbadbahriAinda não há avaliações
- F6000Documento90 páginasF6000sandbadbahriAinda não há avaliações
- The Conference of the BirdsDocumento6 páginasThe Conference of the BirdssandbadbahriAinda não há avaliações
- The Conference of the BirdsDocumento6 páginasThe Conference of the BirdssandbadbahriAinda não há avaliações
- Stencil SampleDocumento1 páginaStencil SamplesandbadbahriAinda não há avaliações
- Alaki Mage SherteDocumento3 páginasAlaki Mage ShertesandbadbahriAinda não há avaliações
- Technical SpecificationDocumento117 páginasTechnical Specificationsenioor2004Ainda não há avaliações
- Tia Eia 222 GDocumento7 páginasTia Eia 222 GAnil Kumar GudipudiAinda não há avaliações
- 1q09 Tia-222 Rev-G StandardsDocumento4 páginas1q09 Tia-222 Rev-G StandardssandbadbahriAinda não há avaliações
- DesignManual Specifications PRSC400Series 401WaterMainPressurePipelineConstructionDocumento53 páginasDesignManual Specifications PRSC400Series 401WaterMainPressurePipelineConstructionsandbadbahriAinda não há avaliações
- TN54E DatasheetDocumento2 páginasTN54E DatasheetGreggs ShopukAinda não há avaliações
- Forklift Daily Checklist ElectricDocumento2 páginasForklift Daily Checklist Electricmikel derrickAinda não há avaliações
- Module 5 DC MachinesDocumento94 páginasModule 5 DC MachinesABC XYZAinda não há avaliações
- Measuring Distance of Heavenly BodyDocumento28 páginasMeasuring Distance of Heavenly BodykhanAinda não há avaliações
- Determination of The Tensile Strength of An OCF Canister FoamDocumento3 páginasDetermination of The Tensile Strength of An OCF Canister Foamemre sönmezAinda não há avaliações
- ASME Technical Presentation 2013Documento152 páginasASME Technical Presentation 2013Siraj KhanAinda não há avaliações
- United States Patent (19) (11) Patent Number: 5,236,285: Prough (45) Date of Patent: Aug. 17, 1993Documento9 páginasUnited States Patent (19) (11) Patent Number: 5,236,285: Prough (45) Date of Patent: Aug. 17, 1993Herlan Setiawan SihombingAinda não há avaliações
- RMC ParameterDocumento4 páginasRMC Parameterkishor150688Ainda não há avaliações
- Manual Recambios 3.152.4 (CM51027) PDFDocumento149 páginasManual Recambios 3.152.4 (CM51027) PDFValoys MirandaAinda não há avaliações
- X Motion 125Documento219 páginasX Motion 125Vicente Torres LopezAinda não há avaliações
- DS PM0217 en Co 3755Documento2 páginasDS PM0217 en Co 3755prasad336Ainda não há avaliações
- Co Po MappingDocumento71 páginasCo Po MappingPoun KumarAinda não há avaliações
- PMS Series Hand Pumps PDFDocumento3 páginasPMS Series Hand Pumps PDFTran DucAinda não há avaliações
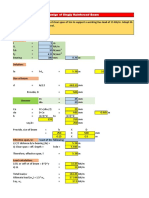
- Singly Reinforced Beam ExcelDocumento3 páginasSingly Reinforced Beam ExcelVEERKUMAR100% (3)
- Doors PDFDocumento34 páginasDoors PDFoz23Ainda não há avaliações
- Accra Technical University: Index NumberDocumento6 páginasAccra Technical University: Index NumberMoro Adams100% (1)
- Oil SeparatorDocumento2 páginasOil SeparatorOnofreAinda não há avaliações
- View thousands of Crane Specifications on FreeCraneSpecs.comDocumento64 páginasView thousands of Crane Specifications on FreeCraneSpecs.comD Rider Casanova100% (1)
- Lecture 4 - Particle Under A Net ForceDocumento15 páginasLecture 4 - Particle Under A Net ForceJ KimAinda não há avaliações
- Lecture VI - PID Controller in Pneumatic System (Use Case)Documento21 páginasLecture VI - PID Controller in Pneumatic System (Use Case)R.W. Saputra100% (1)
- Training System DS4Documento164 páginasTraining System DS4Henrry Roberto Amaya BazánAinda não há avaliações
- Naza Ria Rover KV6 Engine Cam Marking Manual PDFDocumento7 páginasNaza Ria Rover KV6 Engine Cam Marking Manual PDFAdrian PhillipsAinda não há avaliações
- Ies 1997 - II ScanDocumento21 páginasIes 1997 - II ScanK.v.SinghAinda não há avaliações
- Preliminary Heat Exchanger Sizing: These Calculations Are Provided For Educational Use Only - USE AT YOUR OWN RISKDocumento4 páginasPreliminary Heat Exchanger Sizing: These Calculations Are Provided For Educational Use Only - USE AT YOUR OWN RISKRaol VarshabenAinda não há avaliações
- Grundfos Catalogue Industry and Water UtilityDocumento542 páginasGrundfos Catalogue Industry and Water UtilityAdina Mariana Costache100% (7)
- Gmaw Fcaw PrinciplesDocumento136 páginasGmaw Fcaw PrinciplesReza SalimiAinda não há avaliações
- Alfa Laval BioPharm Fittings Catalog PDFDocumento102 páginasAlfa Laval BioPharm Fittings Catalog PDFcneo59Ainda não há avaliações
- Fluids and Buoyancy QuizDocumento2 páginasFluids and Buoyancy QuizWaleed El ShirbeenyAinda não há avaliações
- Protection, Monitoring and ControlDocumento22 páginasProtection, Monitoring and ControlSarah FrazierAinda não há avaliações
- Fire Test Report: ANSI/API Standard 607, 6th Edition, 2010 ISO 10497: 2010Documento16 páginasFire Test Report: ANSI/API Standard 607, 6th Edition, 2010 ISO 10497: 2010jamil voraAinda não há avaliações