Você também pode gostar
- Sersa Ec Portafolio 1Documento11 páginasSersa Ec Portafolio 1José Luis ErazoAinda não há avaliações
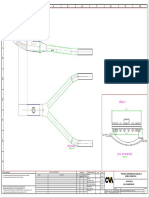
- Bifurcador Ensamble15!04!2021Documento1 páginaBifurcador Ensamble15!04!2021José Luis ErazoAinda não há avaliações
- Vigas - 2020BDocumento40 páginasVigas - 2020BJosé Luis ErazoAinda não há avaliações
- Vigas - 2020BDocumento40 páginasVigas - 2020BJosé Luis ErazoAinda não há avaliações
- Elasticidad 2D - 2020BDocumento57 páginasElasticidad 2D - 2020BJosé Luis ErazoAinda não há avaliações
- Tesis 1revDocumento93 páginasTesis 1revJosé Luis ErazoAinda não há avaliações
- MemoriaDocumento3 páginasMemoriaJosé Luis ErazoAinda não há avaliações
- Proyecto Final Grupo1Documento11 páginasProyecto Final Grupo1José Luis ErazoAinda não há avaliações
- Carta TécnicoDocenteDocumento1 páginaCarta TécnicoDocenteJosé Luis ErazoAinda não há avaliações
- Anexo 2 - Formulario para Salidas Al ExteriorDocumento3 páginasAnexo 2 - Formulario para Salidas Al ExteriorJosé Luis ErazoAinda não há avaliações
- Tensores I.4 Estudio TecnicoDocumento30 páginasTensores I.4 Estudio TecnicoJosé Luis ErazoAinda não há avaliações
- PRUEBADocumento1 páginaPRUEBAJosé Luis ErazoAinda não há avaliações
- Formatos de MantenimeintoDocumento18 páginasFormatos de MantenimeintoJosé Luis ErazoAinda não há avaliações
- Presentación PaezDocumento27 páginasPresentación PaezJosé Luis ErazoAinda não há avaliações
- Dinamica de SistemasDocumento2 páginasDinamica de SistemasJosé Luis ErazoAinda não há avaliações
- Carta de RecomendacionDocumento1 páginaCarta de RecomendacionJosé Luis Erazo100% (1)
- Metalurgia de Polvos PDFDocumento55 páginasMetalurgia de Polvos PDFJosé Luis ErazoAinda não há avaliações
- Robot Paralelo para La Rehabilitación de Una RodillaDocumento1 páginaRobot Paralelo para La Rehabilitación de Una RodillaJosé Luis ErazoAinda não há avaliações
- Especificaciones Alta6Documento3 páginasEspecificaciones Alta6José Luis ErazoAinda não há avaliações
- Diseño de Un Equipo de Desinfección Por Luz Ultravioleta para El Tratamiento de Aguas Residuales Con Fines de ReutilizaciónDocumento2 páginasDiseño de Un Equipo de Desinfección Por Luz Ultravioleta para El Tratamiento de Aguas Residuales Con Fines de ReutilizaciónJosé Luis ErazoAinda não há avaliações
- LibroDocumento1 páginaLibroJosé Luis ErazoAinda não há avaliações
- Ciudad Generosa, Ciudad Del FuturoDocumento1 páginaCiudad Generosa, Ciudad Del FuturoJosé Luis ErazoAinda não há avaliações
- Proyectos ConjuntosDocumento1 páginaProyectos ConjuntosJosé Luis ErazoAinda não há avaliações
- Tabla ABSDocumento1 páginaTabla ABSCarlos LealAinda não há avaliações
- Obsolescencia ProgrmadaDocumento1 páginaObsolescencia ProgrmadaJosé Luis ErazoAinda não há avaliações
- CorrosionDocumento95 páginasCorrosionLuis HMAinda não há avaliações
- Deber Ejer CengelDocumento7 páginasDeber Ejer CengelJosé Luis ErazoAinda não há avaliações
- Fresa DoraDocumento4 páginasFresa DoraJosé Luis ErazoAinda não há avaliações
- Ciudad Generosa, Ciudad Del FuturoDocumento1 páginaCiudad Generosa, Ciudad Del FuturoJosé Luis ErazoAinda não há avaliações
- Orbitales AtomicosDocumento6 páginasOrbitales AtomicosDavid BustamanteAinda não há avaliações
- Análisis Granulométrico Por Tamizado Astm D-422Documento5 páginasAnálisis Granulométrico Por Tamizado Astm D-422Christian Yvan100% (1)
- Trabajo Escrito TransformadoresDocumento6 páginasTrabajo Escrito TransformadoresJuan Carlos Solano GaviriaAinda não há avaliações
- ESTRUCTURACIÓN, CRITERIOS - Blanco BlascoDocumento61 páginasESTRUCTURACIÓN, CRITERIOS - Blanco BlascoMarco ArocutipaAinda não há avaliações
- Problemas 2 Biblia DianaDocumento48 páginasProblemas 2 Biblia DianaDiana MartinezAinda não há avaliações
- 1 La Fisica La Ciencia BasicaDocumento18 páginas1 La Fisica La Ciencia BasicaLeonardo Daniel Figueroa BotelloAinda não há avaliações
- 10) Quimica I Unc CienciasDocumento9 páginas10) Quimica I Unc CienciasGerson Arturo Larios GilesAinda não há avaliações
- Informe 14 Arr Upcv Oscro AsDocumento12 páginasInforme 14 Arr Upcv Oscro AsRodrigo Quiroz Brantes0% (1)
- Dilucion y ValoracionDocumento16 páginasDilucion y ValoracionSandra HgAinda não há avaliações
- Calculos EvaporadoresDocumento17 páginasCalculos EvaporadoresOliver Henry CamonesAinda não há avaliações
- Diseño de PresaDocumento6 páginasDiseño de PresaAntony Jair VeraAinda não há avaliações
- Test Rueda de La Vida InteractivaDocumento3 páginasTest Rueda de La Vida InteractivaruthtamayoAinda não há avaliações
- Hipotesis Lineas de Transmision PDFDocumento14 páginasHipotesis Lineas de Transmision PDFCR BraulioAinda não há avaliações
- Algebra Lineal ROSARIO URIBE MARQUEZDocumento9 páginasAlgebra Lineal ROSARIO URIBE MARQUEZPierina NorabuenaAinda não há avaliações
- Guia Como Utilizar La Orgonita Correctamente PDFDocumento37 páginasGuia Como Utilizar La Orgonita Correctamente PDFManu BodhiPrem100% (1)
- Control de Calidad SubrasantesDocumento21 páginasControl de Calidad SubrasantesCa SoPre100% (1)
- Guia Fs-12 (Imprenta) OndasDocumento12 páginasGuia Fs-12 (Imprenta) OndasAvend SlainerAinda não há avaliações
- Taller Circuito ELECTRONICODocumento71 páginasTaller Circuito ELECTRONICOrobertcm1991Ainda não há avaliações
- Intercambiadores de Calor 1Documento35 páginasIntercambiadores de Calor 1VanessaVG100% (1)
- Primer Dia 6to y 5to - 085446Documento3 páginasPrimer Dia 6to y 5to - 085446vmambrin1Ainda não há avaliações
- Lab 1 Fisica ModernaDocumento3 páginasLab 1 Fisica ModernafernandaAinda não há avaliações
- 3 - Literatura - 1roDocumento13 páginas3 - Literatura - 1roLuisAinda não há avaliações
- 7 Leyes Hermes TrimegistoDocumento12 páginas7 Leyes Hermes TrimegistodiegoAinda não há avaliações
- Practica 02 Inercia Rotacional de Una Esfera SolidaDocumento5 páginasPractica 02 Inercia Rotacional de Una Esfera Solidadavidsantana96Ainda não há avaliações
- 03 CLASE Fluidos en Movimiento BERNOULLIDocumento22 páginas03 CLASE Fluidos en Movimiento BERNOULLIMae Nofrit Rojas LinaresAinda não há avaliações
- FaewsdxDocumento23 páginasFaewsdxqqAinda não há avaliações
- Contracción Plástica Por SecadoDocumento34 páginasContracción Plástica Por SecadoJaime ALvites BarraganAinda não há avaliações
- Tuberia Enterrada 40inDocumento1 páginaTuberia Enterrada 40inJosé Ignacio RamírezAinda não há avaliações
- Tricalc Práctica 7 Definición de Losas de Cimentación y Vigas FlotantesDocumento7 páginasTricalc Práctica 7 Definición de Losas de Cimentación y Vigas FlotantesAntonio Herrera PérezAinda não há avaliações
- Informe Mallas 2Documento26 páginasInforme Mallas 2Ricardo Ernesto Zapata CaroAinda não há avaliações