IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
Anexo 2
Manual de Experincias
Neste manual apresentada a descrio das experincias que podero ser
realizadas no laboratrio de controle automtico usando o kit C-N 01 (PLC
Mitsubishi). So apresentados inclusive exerccios propostos serem
solucionados pelos estudantes.
O manual acompanhado por um CD contendo todas as experincias
desenvolvidas no software GX Developer.
Para a realizao das experincias apresentadas neste manual, ser
necessrio os seguintes materiais:
Kit do PLC C-N 01;
2 (duas) fontes de alimentao PS 442;
Kit de Aplicaes MIC960;
Um computador com a sada DB 9, com o software DX Developer;
CD com programas desenvolvidos em GX Developer;
Cabo DB9 para conexo do PLC ao computador;
Cabos de conexo de 4 mm.
ndice das experincias
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
Seco 1.
Familiarizao com o kit
1.1. O microcontrolador PLC (programable logic controller)
1.1.1. Constituio Interna do PLC
1.1.2. Constituio externa do PLC
1.1.3. Especificao do PLC
1.1.4. Leds de status
1.2. A Linguagem Ladder
Seco 2. Usando o sistema
Tarefa 2.1. Conexes e Alimentao / Contactos, Rels e Bobinas
Tarefa 2.2. Exerccios propostos
Seco 3. Temporizadores e contadores
3.1. Temporizadores
3.2. Contadores
3.3. Sequncias usando temporizadores
3.4. Sequncia de 3 estados usando temporizadores
3.5. Outros exemplos usando sequncias de estados a partir de
temporizadores
Seco 4. Flip-flops
4.2.
Processos usando Flip-flops
Seco 5. Processos Industrias
Seco 1.
Familiarizao com o kit
2
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
1.1. O microcontrolador PLC (programable logic controller)
PLC um controlador baseado em microprocessador com vrias entradas e
sadas. O PLC usa a memria programvel para armazenar instrues e
executar funes para o controle de mquinas e processos.
1.1.1. Constituio Interna do PLC
Os principais blocos que compem um PLC so:
CPU (Unidade Central de Processamento): o microprocessador que
coordena as actividades do sistema. Executa o programa, processa os sinais
de entrada e sada e comunica com os dispositivos externos.
Memria: a rea que armazena o sistema operativo e a memria de usurio.
A memria subdividida em: memria do sistema de operao e de aplicao.
Memria do Sistema de operao, que constitui o programa desenvolvido
pelo fabricante do PLC, o qual determina como o sistema deve operar,
incluindo a execuo do programa de aplicao.
Memria de Aplicao ou memria do usurio, onde armazenado o
programa desenvolvido pelo usurio para execuo do controle desejado.
Trata-se normalmente de memria EPROM, ou ainda RAM com bateria de
segurana.
Os Interfaces de Entrada e de Sada, intermedeiam a comunicao entre a
CPU e os dispositivos de entrada e sada.
1.1.2. Constituio externa do PLC
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
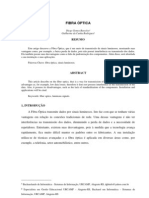
Figura I.1. - Partes constituintes do PLC FXos 20MR-DS
As partes relevantes para a realizao das experincias so:
3 - Cobertura do porto de programao;
4 - Indicadores de Status (Power, Run, Prog. E, CPU. E);
7 - LEDs indicadores dos estados das entradas;
8 - LEDs indicadores dos estados das sadas;
5 Terminais de entrada;
9 - Terminais de sada;
13 - Porto de programao;
14 - Interruptor RUN / STOP.
1.1.3. Especificao do PLC
O PLC a ser usado nas experincias apresenta seguinte referncia FXos
20MR-DS, que ser explicada por partes:
FXos Srie.
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
20- Nmero total dos terminais de I/O.
M- MPU unidade principal de processamento
DS- Sadas rel.
1.1.4. Leds de status
O PLC apresenta 4 leds que indicam o estado, que so:
Power: Indica que o PLC est alimentado.
RUN: indica que o PLC est no estado de execuo do programa armazenado.
Prog. E: Indica a existncia de um erro no programa. Em caso de ocorrncia,
verificar o programa e corrigir.
CPU. E: Indica a ocorrncia de um erro no processador. Em caso de
ocorrncia, primeiro permutar o PLC para STOP, desligar a fonte e voltar
ligar, recolocar o PLC no modo RUN.
1.2. A Linguagem Ladder
uma linguagem grfica baseada em smbolos semelhantes aos encontrados
nos esquemas elctricos, contactos e bobinas.
Smbolos usados
5
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
Figura I.2. - Smbolos usados na linguagem Ladder
a) Contacto normalmente aberto
b) Contacto normalmente fechado
c) Bobina
Instrues bsicas
Instruo AND
Y0 = X2 x X3
Figura I.3. - Lgica AND
Instruo OR
Y2 = X4 + X5
Seco 2. Usando o sistema
Figura I.4. - Lgica OR
Tarefa 2.1. Conexes e Alimentao / Contactos, Rels e Bobinas
2.1.1. Material necessrio
Kit do PLC C-N 01;
2 (duas) fontes de alimentao PS 442;
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
A primeira fonte serve para providenciar os 24 V para Alimentao do
PLC e a segunda fonte providencia os 5 V para alimentao dos leds
usados na sada;
Um computador com a sada DB 9, com o software DX Developer
instalado;
CD com programas desenvolvidos em GX Developer;
Cabo DB9 para conexo do PLC ao computador;
Cabos de conexo de 4 mm.
2.1.2. Procedimentos
a. Certifique-se que o interruptor geral do kit est na posio zero
(desligado);
b. Comuta-se o interruptor Run/Stop para a posio STOP;
Ateno: a no comutao para o STOP impede a transferncia do
programa do computador para o PLC.
c. Calibra-se a fonte 1 para 24 V e 300 mA;
d. Calibra-se a fonte 2 para 5 V e 300 mA;
e. Conecta-se os conectores positivos das fontes aos pinos de alimentao
do kit, de acordo com a figura II.5.
Ateno: Tendo o cuidado de no trocar as posies de ligao, o positivo
da fonte de 5 V no terminal marcado 5 V (Vermelho); e o positivo da fonte
de 24 V no terminal marcado 24 V (Verde).
f. Conecta-se os dois pontos comuns das fontes ao pino marcado comum
no kit;
g. Liga-se o interruptor geral do kit;
O PLC responder com o led power aceso.
h. Conecta-se o PLC ao computador usando o cabo DB9.
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
Figura II.5. esquema de alimentao do kit
Os prximos pontos exigem o uso do software GX Developer.
Nota:
importante consultar o manual do software GX Developer para mais detalhes
sobre a transferncia do programa para o PLC.
Conecta-se as entradas X0 e X1 a dois interruptores;
Conecta-se a sada Y0 a um led e conecta-se o pino C0 ao pino de 5 V, de
acordo com a figura II.5.
i. Transfere-se o programa 01 - AND do CD programas em GX
Developer para o PLC.
Fig. II.6. Lgica AND
j. Terminando-se o processo de transferncia, comuta-se o interruptor
Run/Stop para RUN. O PLC responder acendendo o led do modo RUN.
k. Comuta-se os interruptores e verificar-se- que o led s estar aceso
quando X0 e X1 ambos estiverem activos.
l. Comuta-se o interruptor RUN/STOP para STOP.
m. Transfere-se o programa 02- OR para o PLC.
8
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
Fig. II.7. Lgica OR
n. Comuta-se o interruptor RUN/STOP para RUN.
o. Comuta-se os dois interruptores e verificar-se- que o led estar aceso
se pelo menos uma das entradas estiver activada.
p. Comuta-se o interruptor RUN/STOP para STOP.
q. Transfere-se o programa 03 XOR para o PLC.
Fig. II.8. Lgica XOR
r. Comuta-se o interruptor RUN/STOP para RUN.
s. Comuta-se os interruptores e verificar-se- que o led estar aceso se os
dois interruptores forem mutuamente exclusivos.
t. Comuta-se o interruptor RUN/STOP para STOP.
u. Transfere-se o programa 04 Latch ON-OFF para o PLC.
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
Fig. II.9. Lgica Latch
v. Comuta-se o interruptor RUN/STOP para RUN.
w. Comuta-se o interruptor ligado X0 para 1. Verifique que o led acende.
x. Em seguida comuta-se o mesmo interruptor ligado X0 para 0. Verificarse- que o led continua aceso, uma vez que contacto normalmente
fechado Y0 ligado sada do mesmo nome cria um latch.
y. Para desligar o led comuta-se o interruptor ligado X1 para 1. Uma vez
que o contacto X1 normalmente activo, ao ser activado, abre o circuito
energizando a bobina Y0.
Tarefa 2.2. Exerccios propostos
I.
Desenhe um programa em linguagem Ladder que faz com que um led
ligado sada Y4 acenda somente quando a entrada X1 estiver activa e
a entrada X5 estiver inactiva ou se as entradas X5, X6 e X7 estiverem
activas em simultneo.
II.
Desenhe um programa em linguagem Ladder para uma sada em latch
ligada Y5, que activada pela activao simultnea de X2 e X3, e
desactivada pela activao simultnea de X5 e X7.
10
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
Seco 3. Temporizadores e contadores
3.0.1. Material necessrio
Kit do PLC C-N 01;
2 (duas) fontes de alimentao PS 442;
A primeira fonte serve para providenciar os 24 V para Alimentao do
PLC e a segunda fonte providencia os 5 V para alimentao dos leds
usados na sada;
Um computador com a sada DB 9, com o software DX Developer;
CD com programas desenvolvidos em GX Developer;
Cabo DB9 para conexo do PLC ao computador;
Cabos de conexo de 4 mm.
3.0.2. Procedimentos
a. Certifique-se de que o interruptor geral do kit est na posio zero
(desligado).
b. Comuta-se o interruptor Run/Stop para a posio STOP.
Ateno: a no comutao para o STOP impede a transferncia do
programa do computador para o PLC;
c. Calibra-se a fonte 1 para 24 V e 300 mA.
d. Calibra-se a fonte 2 para 5 V e 300 mA.
e. Conecta-se os conectores positivos das fontes aos pinos de alimentao
do kit, de acordo com a figura II.5.
Ateno: Tendo o cuidado de no trocar as posies de ligao, o
positivo da fonte de 5 V no terminal marcado 5 V (Vermelho); e o positivo
da fonte de 24 V no terminal marcado 24 V (Verde).
11
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
f. Conecta-se os dois pontos comuns das fontes ao pino marcado comum
no kit.
g. Liga-se o interruptor geral do kit.
O PLC responder com o led power aceso.
h. Conecta-se o PLC ao computador usando o cabo DB9.
3.1. Temporizadores
Conecta-se as entradas X0 e X1 a dois interruptores;
Conecta-se a sada Y0 a um led e conecta-se o pino C0 ao pino de 5 V, de
acordo com a figura II.5.
a. Comuta-se o interruptor RUN/STOP para STOP.
b. Transfere-se o programa 05 Temp para o PLC.
Fig. III.10. Lgica Temporizador
c. Comuta-se o interruptor RUN/STOP para RUN.
d. Comuta-se o interruptor ligado X0 para 1. Verificar-se- que o led
ligado Y0 acende depois de 3 segundos em relao activao de X0.
X0 activa um temporizador que por sua vez est ligado sada Y0.
e. Passando a entrada X0 para 0, Y0 tambm passa para zero.
3.2. Contadores
Conecta-se as entradas X0 e X1 a dois interruptores;
12
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
Conecta-se a sada Y0 a um led e conecta-se o pino C0 ao pino de 5 V, de
acordo com a figura II.5.
a. Comuta-se o interruptor RUN/STOP para STOP.
b. Transfere-se o programa 06 Cont para o PLC.
Fig. III.11. Lgica Contador
c. Comuta-se o interruptor RUN/STOP para RUN.
d. Comuta-se o interruptor ligado X0 para 1 e para 0 alternadamente.
Verificar-se- que o led ligado Y0 acende na terceira vez que o X0
assume o valor 1 e permanece aceso. Neste caso o contador conta at
3.
e. A maneira de desactivar ou apagar o led atravs do Interruptor ligado
X1 que faz o restart do Contador. Activando-se o X1 e verificar-se- que
o led apagado.
3.3. Sequncias usando temporizadores
A partir de uma cadeia de temporizadores possvel obter uma sequncia de
estados determinados pelos tempos usados em cada temporizador.
3.3.1. Oscilador
13
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
Esta experincia apresenta um oscilador obtido a partir de 2 temporizadores.
Ela no usa entradas, apenas uma sada que ligada a um led.
Conecta-se a sada Y0 a um led e conecta-se o pino C0 ao pino de 5 V, de
acordo com a figura II.5.
a. Comuta-se o interruptor RUN/STOP para STOP.
b. Transfere-se o programa 07 Osc para o PLC.
Fig. III.12. Lgica Oscilador
c. Comuta-se o interruptor RUN/STOP para RUN.
d. Verificar-se- que o led oscila uma frequncia de 0.5 Hz.
3.4. Sequncia de 3 estados usando temporizadores
a. Comuta-se o interruptor RUN/STOP para STOP.
b. Transfere-se o programa 08 Seq 3 para o PLC.
14
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
Fig. III.13. Lgica 3 estados
c. Comuta-se o interruptor RUN/STOP para RUN.
d. Verifica-se que os trs leds ligados s sadas Y4, Y5 e Y6 acendem em
uma sequncia infinita. Cada sada est ligada a um temporizador e o
temporizador final T2 serve para reiniciar todos os temporizadores.
Uma sequncia de maior nmero de estados pode ser obtida pelo
aumento do nmero dos temporizadores.
3.5. Outros exemplos usando sequncias de estados a partir de
temporizadores
Os exemplos apresentados a seguir no incluem ilustraes dos programas
neste manual devido extenso dos mesmos, mas esto disponveis no CD
programas em GX Developer.
15
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
3.5.1. Pirilampos
O programa 09 PIR representa uma sequncia de 10 estados pelos
quais a combinao do leds passa, como mostra a figura III.14.
Fig. III.14. Sequncia dos leds
Procedimentos
a. Conectam-se entre si os pontos comuns C3 e C4 e conecta-se ao
pino de 5 V, de acordo com a figura III.15.
b. Conecta-se as sadas Y3 Y7 aos leds de acordo com a figura III.15
abaixo.
Y7 para L8 e L0;
16
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
Y6 para L7 e L1;
Y5 para L6 e L2;
Y4 para L5 e L3;
Y3 para L4.
Fig. III.15. Conexes para pirilampos
c.
Comuta-se o interruptor RUN/STOP para STOP.
d. Transfere-se o programa 9 PIR para o PLC.
e. Comuta-se o interruptor RUN/STOP para RUN.
A passagem de um estado para outro acontece uma frequncia de 2 Hz. Esta
frequncia pode ser alterada pela mudana do tempo de durao de cada
temporizador.
17
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
3.5.2. Controle do motor de passos
O motor de passos pode ser controlado atravs de sinais digitais. Isto faz com
que ele seja ideal para sistemas de controle baseados em microprocessador.
O motor de passos possui 4 enrolamentos que podem ser polarizados de
acordo com os nveis de tenso aplicados nos pontos acessveis A, B, C e D.
De acordo com a sequncia enviada das combinaes de ABCD possvel
determinar o sentido de rotao pretendido de acordo com as seguintes
tabelas:
Sentido Horrio
DCBA
1010
Sentido Anti-Horrio
DCBA
1001
0110
0101
0101
0110
1001
1010
Repetir
Repetir
Para mais detalhes sobre o motor de passos pode-se consultar o seguinte
manual Bradley, John Introduction to Microprocessors Micamaster 980 &
960, Feedback, England no Laboratrio de Digital.
A misso criar uma sequncia de 4 estados que se repetem infinitamente de
acordo com o sentido de rotao pretendido.
Procedimentos
a. Conecta-se o ponto comum C4 ao pino de 5 V;
b. Conecta-se as sadas Y4 Y7 aos pontos acessveis do motor da
seguinte forma:
Y7 para D;
Y6 para C;
Y5 para B;
Y4 para A.
c.
Comuta-se o interruptor RUN/STOP para STOP.
d. Transfere-se o programa 10 M P para o PLC.
e. Comuta-se o interruptor RUN/STOP para RUN.
18
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
O motor de passos gira frequncia determinada pelos temporizadores no
sentido horrio.
3.5.3. Semforo
O programa 11 SEM permite que dois conjuntos de 3 leds acendam de
acordo com sequncia de um semforo.
Procedimentos
a. Conecta-se entre si os pontos comuns de C2,C3 e C4 e conecta-se
ao pino de 5 V.
b. Conecta-se as sadas Y2 Y7 aos leds da seguinte forma:
Y7 para L8;
Y6 para L7;
Y5 para L6;
Y4 para L2;
Y3 para L1;
Y2 para L0.
c.
Comuta-se o interruptor RUN/STOP para STOP.
d. Transfere-se o programa 11 SEM para o PLC
e. Comuta-se o interruptor RUN/STOP para RUN.
Os leds acendem de acordo com a sequncia do semforo.
Seco 4. Flip-flops
Nesta seco so apresentadas duas lgicas ladder correspondentes aos flipflops JK e T que podem ser usados no projecto de sistemas mais complexos.
A correspondncia entre os smbolos em ladder e os smbolos para flip-flops
a seguinte:
Ladder
X000
X001
X002
Flip-Flop
Clock (Ck)
J ou T
K
19
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
Y000
Flip-flop JK
Fig. IV.16. Lgica FF JK
Flip-flop T
Fig. IV.17. Lgica FF T
O contacto Edge-Trigger
Fig. IV.18. Contacto Edge-trigger
20
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
Uma vez que o PLC disponvel no Laboratrio no oferece a facilidade de ser
activo no flanco desenvolveu-se esta lgica que pode ser acoplada s duas
lgicas apresentadas para os flip-flops JK e T para obter os JK ET bem como T
ET, como mostram as figuras IV.19 e IV.20.
Fig. IV.19. Lgica FF JK ET
Fig. IV.20. Lgica FF T ET
21
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
4.2.
Processos usando Flip-flops
Tarefa 4.2.1. ON/OFF a partir do mesmo boto
Muitas vezes pretende-se iniciar e parar um processo a partir do mesmo boto.
Tal feito pode ser conseguido a partir de um flip-flop T com a entrada T sempre
em 1 e o boto de controle representando o clock do sistema.
Fig. IV.21. Lgica ON/OFF
Uma forma de colocar a entrada T sempre em 1 retir-la da lgica, para que
haja sempre passagem de corrente por aquele trecho.
Procedimentos
a. Conecta-se o comum C0 ao pino de 5 V;
22
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
b.
c.
d.
e.
f.
g.
Conecta-se o interruptor P0 entrada X0;
Conecta-se a sada Y0 ao led 2;
Comuta-se o interruptor RUN/STOP para STOP;
Transfere-se o programa 16 On-OFF para o PLC;
Comuta-se o interruptor RUN/STOP para RUN;
Comuta-se alternadamente o interruptor P0 e verifica-se que o led
alterna uma frequncia duas vezes menor que a do interruptor.
Seco 5. Processos Industrias
Tarefa 5.1. Controlo de embalagem de produtos
O processo apresentado na figura V.22 representa um sistema de controle de
embalagem de produtos com as seguintes especificaes tcnicas:
O sistema possui dois tapetes controlados pelas sadas Y0 e Y2;
O tapete Y2 s entra em funcionamento quando o sensor X3 detectar
uma caixa no tapete Y0;
Pelo tapete Y2 passam produtos que entram na caixa do tapete Y0,
sabendo-se que o sensor X5 faz a contagem dos produtos que entram
na caixa;
Quando a contagem atinge o nmero pr-determinado, o tapete Y2 pra
de funcionar e o tapete Y0 entra em funcionamento;
O tapete Y0 pra de funcionar quando a caixa detectada pelo sensor
X1, ou seja, quando a caixa chega ao seu destino;
O processo s reinicia quando coloca-se uma nova caixa no tapete Y0.
Fig. V.22. Linha de embalagem
23
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
Procedimentos:
a. Conecta-se entre si os pontos comuns C0 e C2 e conecta-se ao pino
de 5 V.
b. Conecta-se os interruptores s entradas e as sadas aos leds do
seguinte modo:
P0 entrada X5
P2 entrada X3
P3 entrada X1
Y2 L0
Y0 Y2
c. Comuta-se o interruptor RUN/STOP para STOP.
d. Transfere-se o programa 17 On-OFF para o PLC.
e. Comuta-se o interruptor RUN/STOP para RUN.
f. Comuta-se alternadamente os interruptores para simular o processo
tendo o cuidado de alternar o interruptor X5 para a contagem e
entendendo que aps a activao do tapete Y0 o interruptor X3 deve
ser desactivado.
24
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
Tarefa 5.2. Controle de Nvel e Temperatura de um lquido em um
tanque
No sistema apresentado na figura V.23, pretende-se esvaziar o tanque
atravs da vlvula de sada S, quando o lquido atingir o nvel N2; e
encher-se o tanque atravs da vlvula de entrada E, quando o lquido
atingir o nvel N1.
A temperatura do lquido deve ser mantida entre os nveis mnimo Tn e
mximo Tx, indicados pelo termmetro ligado ao sistema. Para o
aquecimento do lquido usa-se o aquecedor AQ. Quando atinge-se a
temperatura mxima, o sistema deve desligar o aquecedor e reactiv-lo
quando atingir-se a temperatura mnima.
O processo inicia com a entrada do lquido activa e o aquecedor AQ
desligado. Quando o lquido atingir o nvel N1, pela primeira vez, deve
iniciar o aquecedor.
Fig. IV.23. Controle de Nvel e Temperatura
25
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
Soluo:
Para simplificao do problema subdividiu-se o problema em:
1: Controle do aquecedor (AQ), com 3 estados (2 FFs);
2: Controle da entrada e sada do lquido, com 2 estados (1 FF).
1.1.
Especificao do sistema
Todas as variveis so activadas com o valor lgico.
1.1.1. Variveis de entrada
Sensor de nvel baixo do lquido: N1
Sensor de nvel mximo do lquido: N2
Sensor de temperatura mnima: Tn
Sensor de temperatura mxima: TX
1.1.2. Variveis de sada
Vlvula de entrada do lquido: E
Vlvula de sada do lquido: S
Aquecedor do lquido: AQ
26
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
1.2.
Diagramas de estados, Mapas de transio e equaes de J e
K
1.2.1. Para o aquecedor
27
IMPLEMENTAO DE UM KIT DE EXPERINCIAS COM VRIAS APLICAES USANDO O PLC
1.2.2. Para as vlvulas de entrada e sada
Finalmente desenhou-se o programa em Ladder 18 Temp-Nvl.
Procedimentos:
a. Conecta-se entre si os comuns C0 e C2 e conecta-se ao pino de 5 V.
b. Conecta-se os interruptores s entradas e as sadas aos leds do
seguinte modo:
P0 entrada X0
P1 entrada X1
P2 entrada X3
P3 entrada X4
Y0 L0
Y1 L1
Y3 L3
c. Comuta-se o interruptor RUN/STOP para STOP.
d. Transfere-se o programa 18 Temp-Nvl para o PLC.
e. Comuta-se o interruptor RUN/STOP para RUN.
f. Comuta-se alternadamente os interruptores para simular o processo,
sabendo que para o nvel mximo N2 do lquido significa que o N1
tambm est activo; enquanto os sensores de temperatura no
podem ser activados em simultneo.
28
Você também pode gostar
- Apostila PascalDocumento63 páginasApostila Pascalronan177Ainda não há avaliações
- Acum Cont Pascal PDFDocumento9 páginasAcum Cont Pascal PDFAurélio Adolfo NhancaleAinda não há avaliações
- Acum Cont Pascal PDFDocumento9 páginasAcum Cont Pascal PDFAurélio Adolfo NhancaleAinda não há avaliações
- Fibra ApticaDocumento5 páginasFibra ApticaualassefernandoAinda não há avaliações
- Cabos MT Dados TécnicosDocumento16 páginasCabos MT Dados TécnicosAurélio Adolfo NhancaleAinda não há avaliações
- Rede de telecomunicações: estrutura e serviçosDocumento230 páginasRede de telecomunicações: estrutura e serviçosAurélio Adolfo Nhancale100% (2)
- Nota 11Documento20 páginasNota 11AdilsonHood AdilsonAinda não há avaliações
- Fiber Optic 5 (POR)Documento52 páginasFiber Optic 5 (POR)mukuaAinda não há avaliações
- Circuitos e Soluções Volume 1Documento103 páginasCircuitos e Soluções Volume 1varzeanoAinda não há avaliações
- Eletricidade Básica - PETROBRASDocumento49 páginasEletricidade Básica - PETROBRASviniciusromero83% (6)
- Fiber PDFDocumento4 páginasFiber PDFAurélio Adolfo NhancaleAinda não há avaliações
- Apostila Telecomunicacoes UfrjDocumento167 páginasApostila Telecomunicacoes Ufrjnerito2009Ainda não há avaliações
- Circuitos & Soluções Volume 2 PDFDocumento104 páginasCircuitos & Soluções Volume 2 PDFGistiro CastrAinda não há avaliações
- Fiber PDFDocumento4 páginasFiber PDFAurélio Adolfo NhancaleAinda não há avaliações
- Am PL Ific AdoresDocumento21 páginasAm PL Ific AdoresAdriano BorelAinda não há avaliações
- DWDM Redes MetroDocumento23 páginasDWDM Redes Metrogbvale26582Ainda não há avaliações
- Sistemas digitais e memóriasDocumento46 páginasSistemas digitais e memóriasAurélio Adolfo Nhancale100% (1)
- Amp OpDocumento31 páginasAmp OpNelson AlmeidaAinda não há avaliações
- 1550b - Umpor0100 Fluke MegômetroDocumento30 páginas1550b - Umpor0100 Fluke MegômetroRenan ViniciusAinda não há avaliações
- ElectronicaDocumento13 páginasElectronicaAurélio Adolfo NhancaleAinda não há avaliações
- FTI CR Moz (Feb2010x) PortDocumento135 páginasFTI CR Moz (Feb2010x) PortAurélio Adolfo NhancaleAinda não há avaliações
- Sintonizador e Fi de RadioDocumento7 páginasSintonizador e Fi de RadioMilton RaimundoAinda não há avaliações
- Handbook 715 LTSRDocumento176 páginasHandbook 715 LTSRJeferson JanuarioAinda não há avaliações
- Manual de Utilização - Trabalho Prático 2Documento11 páginasManual de Utilização - Trabalho Prático 2Joel Correia RicardoAinda não há avaliações
- Passo a Passo config EQ UBNT 5.8Documento8 páginasPasso a Passo config EQ UBNT 5.8rm241087Ainda não há avaliações
- ComputadorDocumento38 páginasComputadoranaAinda não há avaliações
- MP FWFormView 010714 1639 188Documento78 páginasMP FWFormView 010714 1639 188Guilherme SampaioAinda não há avaliações
- Dominar o Power BI em 4 aulasDocumento13 páginasDominar o Power BI em 4 aulasVictor Jorge SilvaAinda não há avaliações
- Algoritmos em PseudocódigoDocumento58 páginasAlgoritmos em PseudocódigoRenan SouzaAinda não há avaliações
- Genexus Trial Tutorial PTDocumento43 páginasGenexus Trial Tutorial PTEllen AndreAinda não há avaliações
- Clube-Delphi 144 HxjugpheDocumento52 páginasClube-Delphi 144 HxjugpheEduardo BrasilAinda não há avaliações
- JSF - Controle de Sessões e Controle de Acesso PDFDocumento24 páginasJSF - Controle de Sessões e Controle de Acesso PDFAnderson KerllyAinda não há avaliações
- Carregar Dados Excel - Batch InputDocumento22 páginasCarregar Dados Excel - Batch InputDemis NascimentoAinda não há avaliações
- Hardening de equipamentos e atividades em honeypotsDocumento29 páginasHardening de equipamentos e atividades em honeypotsWanderson Thallys Terceiro AlmeidaAinda não há avaliações
- Atualização TASYDocumento11 páginasAtualização TASYGilberto GonçalvesAinda não há avaliações
- Criando sites com FrontPageDocumento15 páginasCriando sites com FrontPageRobson FigueiroaAinda não há avaliações
- Linux user managementDocumento2 páginasLinux user managementTainã NunesAinda não há avaliações
- HTML 5Documento36 páginasHTML 5Hebraico Maringá100% (2)
- Manual de Serviços - Positivo Master D360 - D570 PDFDocumento47 páginasManual de Serviços - Positivo Master D360 - D570 PDFbetachip100% (1)
- Análise Valor LimiteDocumento24 páginasAnálise Valor LimiteFelipe QuécoleAinda não há avaliações
- Orientação a Objetos em JavaDocumento243 páginasOrientação a Objetos em JavaItalo Pereira GuimaraesAinda não há avaliações
- Um Relatório Sobre A Linguagem de Programação CDocumento2 páginasUm Relatório Sobre A Linguagem de Programação Cjhonathan LimAinda não há avaliações
- Dez Truques e Funções Escondidas Do Google DocsDocumento12 páginasDez Truques e Funções Escondidas Do Google DocsNs PróteseAinda não há avaliações
- Criar Fazer Um Indice RemissivoDocumento9 páginasCriar Fazer Um Indice RemissivoMarcos AmorimAinda não há avaliações
- Como Apagar Paginas de Um Arquivo PDFDocumento2 páginasComo Apagar Paginas de Um Arquivo PDFKariAinda não há avaliações
- GUIADEACESSO PortalExternoDocumento14 páginasGUIADEACESSO PortalExternomisilaAinda não há avaliações
- Instalação e Resolução de Problemas Pervasive e ArtSOFTDocumento19 páginasInstalação e Resolução de Problemas Pervasive e ArtSOFTPedro NdamoAinda não há avaliações
- Módulo 5 - Procedimentos Administrativos em ReceçãoDocumento43 páginasMódulo 5 - Procedimentos Administrativos em ReceçãoBruno TeixeiraAinda não há avaliações
- Firewall - Ataques & DicasDocumento19 páginasFirewall - Ataques & DicasMarcelo AraújoAinda não há avaliações
- Curriculo Daniel DuarteDocumento3 páginasCurriculo Daniel DuarteDaniel MirraiAinda não há avaliações
- G120 - Comunicação Com Starter (VIDEO TUTORIAL)Documento4 páginasG120 - Comunicação Com Starter (VIDEO TUTORIAL)AgnaldoAinda não há avaliações
- Email: Jorge RuasDocumento280 páginasEmail: Jorge RuasRogerio SilvaAinda não há avaliações