Você também pode gostar
- Solution Manual of Thermodynamics of Materials by David V RagoneDocumento10 páginasSolution Manual of Thermodynamics of Materials by David V RagoneariefAinda não há avaliações
- A Project Report On Landfill 12Documento59 páginasA Project Report On Landfill 12Neeraj Gupta83% (6)
- Sakhalin CommissioningDocumento11 páginasSakhalin Commissioningasdfadsfadfsads100% (1)
- PP Aaa PP1 162Documento40 páginasPP Aaa PP1 162Rabah AmidiAinda não há avaliações
- 00251034BFPT85210 Cdfe00 11 PDFDocumento11 páginas00251034BFPT85210 Cdfe00 11 PDFcrAinda não há avaliações
- Keppel Merlimau Cogen Pte LTD - Sea Water Intake Guide CleaningDocumento31 páginasKeppel Merlimau Cogen Pte LTD - Sea Water Intake Guide CleaningNivedanSahayAinda não há avaliações
- GM479-R0731-000-PR-RP-0003 - 2-Esd PhilosophyDocumento19 páginasGM479-R0731-000-PR-RP-0003 - 2-Esd PhilosophySuper 7Ainda não há avaliações
- SNBP-EPC-00-INS-DBS-001 Rev.B - Instrument Telecomunication Design BasisDocumento19 páginasSNBP-EPC-00-INS-DBS-001 Rev.B - Instrument Telecomunication Design Basissugeng wahyudiAinda não há avaliações
- Training Project 2012Documento115 páginasTraining Project 2012Mohit MangalAinda não há avaliações
- LTJ Ins 002 - (Ifb)Documento11 páginasLTJ Ins 002 - (Ifb)sswahyudiAinda não há avaliações
- Integrated Control and Safety System (ICSS) ICSS Bill of MaterialDocumento15 páginasIntegrated Control and Safety System (ICSS) ICSS Bill of MaterialFatholla SalehiAinda não há avaliações
- Zohr Onshore - Phase 01Documento96 páginasZohr Onshore - Phase 01mohamed ghorab100% (2)
- 9686-6120-Pr-Po0031-0004 - 01 CommentedDocumento14 páginas9686-6120-Pr-Po0031-0004 - 01 CommentedSachin PatilAinda não há avaliações
- B-6326-PR-00-0046-002 Rev 6Documento15 páginasB-6326-PR-00-0046-002 Rev 6sushilAinda não há avaliações
- Amec SpecDocumento32 páginasAmec Specshinojbaby4148Ainda não há avaliações
- Integrated Control and Safety System (ICSS) Functional Design Specification For DCS/ESD/FGS HardwareDocumento22 páginasIntegrated Control and Safety System (ICSS) Functional Design Specification For DCS/ESD/FGS HardwareFatholla SalehiAinda não há avaliações
- DSISPP TS - MS - 004 Tendon Stressing Without JSEA& RD 20.04.21Documento56 páginasDSISPP TS - MS - 004 Tendon Stressing Without JSEA& RD 20.04.21Panha PorAinda não há avaliações
- Electrical Specification For Package Units: Prelude Feed Floating LNG PROJECTDocumento28 páginasElectrical Specification For Package Units: Prelude Feed Floating LNG PROJECTStefano FavaroAinda não há avaliações
- Adani House, NR Mithakhali Circle, Navrangpura, Ahmedabad 380 009, Gujarat, IndiaDocumento34 páginasAdani House, NR Mithakhali Circle, Navrangpura, Ahmedabad 380 009, Gujarat, IndiaphanikrishnabAinda não há avaliações
- NG-018-XX-PNL-430808 - Rev04 ITP Cable Tray UnsignedDocumento16 páginasNG-018-XX-PNL-430808 - Rev04 ITP Cable Tray UnsignedFolarin AyodejiAinda não há avaliações
- BAP-00-60-GS-0001-R - 1 Engineering Spec For InsulationDocumento56 páginasBAP-00-60-GS-0001-R - 1 Engineering Spec For InsulationTeguh Hari BowoAinda não há avaliações
- GF-WMOD-X-RE-0002 Hazop Close Out Report PAGE 1 / 12: Prepared BY Checked BY Reviewed BY Approved BY Pcihbv CommentDocumento11 páginasGF-WMOD-X-RE-0002 Hazop Close Out Report PAGE 1 / 12: Prepared BY Checked BY Reviewed BY Approved BY Pcihbv CommentXiang JintaoAinda não há avaliações
- WHP02-SMO1-ASYYY-16-392001-0001-A0-Hvac &elect Comments PG 17, 4,12,13,...Documento30 páginasWHP02-SMO1-ASYYY-16-392001-0001-A0-Hvac &elect Comments PG 17, 4,12,13,...Hibri HalimAinda não há avaliações
- KG98 2 ONT OMF in 7861 DS 150 R3 Level Transmitter Code 1Documento31 páginasKG98 2 ONT OMF in 7861 DS 150 R3 Level Transmitter Code 1Madheswaran DharmapuriAinda não há avaliações
- Ralf Bruyninckx Case 1 Fire Water NetworkDocumento16 páginasRalf Bruyninckx Case 1 Fire Water NetworkBaba JohnehAinda não há avaliações
- LFI Tool - PD-HX-REP-003 Rev.01Documento26 páginasLFI Tool - PD-HX-REP-003 Rev.01Qayyum KhanAinda não há avaliações
- 12 00 Me SPC 00019Documento7 páginas12 00 Me SPC 00019Erdal CanAinda não há avaliações
- Rovuma LNG Project English PresentationDocumento45 páginasRovuma LNG Project English Presentationrahul nagareAinda não há avaliações
- 05-1 - EPC-GE-AEI-P-XR-00001 Process Emergency Shutdown Logic Diagram, Hierachy - Rev D4 PDFDocumento2 páginas05-1 - EPC-GE-AEI-P-XR-00001 Process Emergency Shutdown Logic Diagram, Hierachy - Rev D4 PDFCường Đặng ViếtAinda não há avaliações
- 26565e PDFDocumento528 páginas26565e PDFJeEJyZaAinda não há avaliações
- 6.27 Preliminary Offshore and Pipeline Control System SpecificationDocumento17 páginas6.27 Preliminary Offshore and Pipeline Control System SpecificationadenlanAinda não há avaliações
- Final PresentationDocumento39 páginasFinal PresentationReinaldo Ongky Billy AnandoAinda não há avaliações
- SPCC T CV Cal 0001 R1Documento10 páginasSPCC T CV Cal 0001 R1Panha PorAinda não há avaliações
- Operation Control and Shutdown PhilosophyDocumento12 páginasOperation Control and Shutdown Philosophykemas100% (2)
- PP Aaa PP1 109Documento18 páginasPP Aaa PP1 109Rabah AmidiAinda não há avaliações
- 12-MGDP-I-1025-0 (Spec For Sales Gas MeteringDocumento23 páginas12-MGDP-I-1025-0 (Spec For Sales Gas Meteringwesslin100% (1)
- PP Aaa PP1 148Documento14 páginasPP Aaa PP1 148Rabah AmidiAinda não há avaliações
- Tugas Report Segregation Fase 1Documento11 páginasTugas Report Segregation Fase 1faustinapmAinda não há avaliações
- 3296-RLCSF3-3-17-0014 - Ram Study Report Rev 2Documento156 páginas3296-RLCSF3-3-17-0014 - Ram Study Report Rev 2anub0025100% (1)
- ES.D.10 Issue 6 Feb 2008Documento27 páginasES.D.10 Issue 6 Feb 2008Hamid KhanAinda não há avaliações
- MKP-05-En-IC-SPC-005 Specification For Fire & Gas DetectorDocumento12 páginasMKP-05-En-IC-SPC-005 Specification For Fire & Gas Detectorsugeng wahyudiAinda não há avaliações
- 200 20 Mo SPC 0003 - D1Documento23 páginas200 20 Mo SPC 0003 - D1Nishant GuptaAinda não há avaliações
- Kik-kop-40-Pe-ge-0016-0 - Linear Actuator Override Tool Operation & Maintenance ManualDocumento27 páginasKik-kop-40-Pe-ge-0016-0 - Linear Actuator Override Tool Operation & Maintenance ManualKhalid AliAinda não há avaliações
- Att#20 - 7077T-000-PP-0000-108 - 00 List of Codes and StandardsDocumento62 páginasAtt#20 - 7077T-000-PP-0000-108 - 00 List of Codes and Standardsabdelmalek boudjemaaAinda não há avaliações
- Process Design Basis: Doc. No.: DB-SP2021ON-PR-103-P312-0201Documento19 páginasProcess Design Basis: Doc. No.: DB-SP2021ON-PR-103-P312-0201mohsen ranjbarAinda não há avaliações
- Mechanical Data Sheet For 73-T105C/D Light Naphtha Storage TankDocumento9 páginasMechanical Data Sheet For 73-T105C/D Light Naphtha Storage TankGorkem DoraAinda não há avaliações
- Johanes AgusDocumento41 páginasJohanes AgusGerry Dwi PutraAinda não há avaliações
- Pipeline Transient StudyDocumento98 páginasPipeline Transient StudyNAMITA MODAK100% (1)
- 05-1 - EPC-GE-AEI-P-XR-00001 Process Emergency Shutdown Logic Diagram, Hierachy - Rev D4 PDFDocumento2 páginas05-1 - EPC-GE-AEI-P-XR-00001 Process Emergency Shutdown Logic Diagram, Hierachy - Rev D4 PDFCường Đặng ViếtAinda não há avaliações
- Appendix 13P.2-Firewater EquipmentDocumento22 páginasAppendix 13P.2-Firewater EquipmentdidoniphicAinda não há avaliações
- MGD M022 ICS PHL 0000 00701 00 Spec For Control and Safety Philosophy Rev E01Documento14 páginasMGD M022 ICS PHL 0000 00701 00 Spec For Control and Safety Philosophy Rev E01Hakeem QuadriAinda não há avaliações
- 12 00 Pi SPC 00020Documento6 páginas12 00 Pi SPC 00020Erdal CanAinda não há avaliações
- 11544E01 - Cryogenic Test Procedure PDFDocumento13 páginas11544E01 - Cryogenic Test Procedure PDFMaffone Numerouno0% (1)
- Instrumentation Part1omkarDocumento173 páginasInstrumentation Part1omkaromkarvadlooriAinda não há avaliações
- L1-R-1132-1003 - Att 1 - LNG Unloading Arms Technical Specification - 0Documento66 páginasL1-R-1132-1003 - Att 1 - LNG Unloading Arms Technical Specification - 0sushil100% (1)
- Offshore LNG Regasification Design Memorandum: ProjectDocumento8 páginasOffshore LNG Regasification Design Memorandum: Projectsyamsudin2006Ainda não há avaliações
- LNG Pipeline SystemDocumento46 páginasLNG Pipeline SystemfanhadAinda não há avaliações
- Desalination Plant Design BasisDocumento35 páginasDesalination Plant Design Basiswahyu hidayatAinda não há avaliações
- BCD5 815-00-195 CCTV 001 BD 02 Rev 0 - Diagram Block CCTV SystemDocumento4 páginasBCD5 815-00-195 CCTV 001 BD 02 Rev 0 - Diagram Block CCTV SystemHendri BudihartoAinda não há avaliações
- Fabrizio ViscoDocumento35 páginasFabrizio ViscoKelvin XuAinda não há avaliações
- Engineering DocumentDocumento56 páginasEngineering DocumentVishal100% (1)
- Reactions in Aqueous SolutionDocumento43 páginasReactions in Aqueous SolutionBRAYAN VELASQUEZ SOTELOAinda não há avaliações
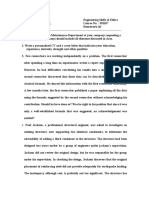
- Economy HW 5 OldDocumento3 páginasEconomy HW 5 OldAmroKashtAinda não há avaliações
- A. Chap1. IntroductionDocumento58 páginasA. Chap1. IntroductionAmroKashtAinda não há avaliações
- CH 1 Lec 1Documento19 páginasCH 1 Lec 1AmroKashtAinda não há avaliações
- Pipe Friction + Fitting (Type 1)Documento2 páginasPipe Friction + Fitting (Type 1)AmroKashtAinda não há avaliações
- Economy - HW1Documento1 páginaEconomy - HW1AmroKashtAinda não há avaliações
- Kirchhoff's Voltage and CurrentDocumento8 páginasKirchhoff's Voltage and CurrentAmroKashtAinda não há avaliações
- HW #2 Is Due On Monday March. 14. Problems: Ch.2: 2.32, 2.36, 2.42, 2.58Documento1 páginaHW #2 Is Due On Monday March. 14. Problems: Ch.2: 2.32, 2.36, 2.42, 2.58AmroKashtAinda não há avaliações
- Lab - 6 Handout-ELEC 201Documento2 páginasLab - 6 Handout-ELEC 201AmroKashtAinda não há avaliações
- Lab - 7 Handout-ELEC 201Documento6 páginasLab - 7 Handout-ELEC 201AmroKashtAinda não há avaliações
- Electric Circuits: Dr. Mohamad Al-NaemiDocumento8 páginasElectric Circuits: Dr. Mohamad Al-NaemiAmroKashtAinda não há avaliações
- Electric Circuits: Dr. Mohamad Al-NaemiDocumento10 páginasElectric Circuits: Dr. Mohamad Al-NaemiAmroKashtAinda não há avaliações
- Lab - 4 Handout-ELEC 201Documento3 páginasLab - 4 Handout-ELEC 201AmroKashtAinda não há avaliações
- Pipe Friction + Fitting (Type 2)Documento3 páginasPipe Friction + Fitting (Type 2)AmroKashtAinda não há avaliações
- Pipe Friction + Fitting (Type 1)Documento2 páginasPipe Friction + Fitting (Type 1)AmroKashtAinda não há avaliações
- Slang Language: Amro Ismail Kasht 200802124Documento3 páginasSlang Language: Amro Ismail Kasht 200802124AmroKashtAinda não há avaliações
- Log Portrait Letter 5x5Documento2 páginasLog Portrait Letter 5x5AmroKashtAinda não há avaliações
- Log Portrait Letter 1x0 PDFDocumento1 páginaLog Portrait Letter 1x0 PDFAmroKashtAinda não há avaliações
- Dollahite, N. Hancy, J. (2006) Source Work: Academic Writing From Sources. Boston: Thomson HeinleDocumento2 páginasDollahite, N. Hancy, J. (2006) Source Work: Academic Writing From Sources. Boston: Thomson HeinleAmroKashtAinda não há avaliações
- Log Portrait Letter 1x0Documento1 páginaLog Portrait Letter 1x0AmroKashtAinda não há avaliações
- Log Portrait Letter 5x5 PDFDocumento1 páginaLog Portrait Letter 5x5 PDFAmroKashtAinda não há avaliações
- Log Portrait Letter 5x5Documento1 páginaLog Portrait Letter 5x5AmroKashtAinda não há avaliações
- Sheet 1Documento3 páginasSheet 1AmroKashtAinda não há avaliações
- SupernovaeDocumento10 páginasSupernovaeAmroKashtAinda não há avaliações
- Note Taking Unit 6: Amro Ismail Kasht - 200802124Documento3 páginasNote Taking Unit 6: Amro Ismail Kasht - 200802124AmroKashtAinda não há avaliações
- Death PenaltiesDocumento3 páginasDeath PenaltiesAmroKashtAinda não há avaliações
- Kirchhoff's Voltage and CurrentDocumento8 páginasKirchhoff's Voltage and CurrentAmroKashtAinda não há avaliações
- Mesh & Nodal AnalysisDocumento9 páginasMesh & Nodal AnalysisAmroKashtAinda não há avaliações
- Figure 1: Two Loops Electric Circuit With Six Elements (One Voltage Source, One Current Source and Four Resistors With Different Resistance)Documento3 páginasFigure 1: Two Loops Electric Circuit With Six Elements (One Voltage Source, One Current Source and Four Resistors With Different Resistance)AmroKashtAinda não há avaliações
- Lab - 7 Handout-ELEC 201Documento6 páginasLab - 7 Handout-ELEC 201AmroKashtAinda não há avaliações
- Organic NotesDocumento8 páginasOrganic NotesChrisAinda não há avaliações
- Web Solved Problems: Web Example SP-8.1 Hydrodealkylation of Mesitylene in A PFRDocumento4 páginasWeb Solved Problems: Web Example SP-8.1 Hydrodealkylation of Mesitylene in A PFRKJTEJAinda não há avaliações
- EEMPA Process 1Documento9 páginasEEMPA Process 1Maythee SaisriyootAinda não há avaliações
- Soal UAS ATK 1 2022 - 2023 D3 TKDocumento2 páginasSoal UAS ATK 1 2022 - 2023 D3 TKKhalimatus SadiyahAinda não há avaliações
- Fpso Jasmine Venture Mv7 - Modec Fpso - Fso ProjectDocumento2 páginasFpso Jasmine Venture Mv7 - Modec Fpso - Fso ProjectjeffreymacaseroAinda não há avaliações
- SSGP Line PipeDocumento1 páginaSSGP Line PipeankeshkatochAinda não há avaliações
- GC PDFDocumento28 páginasGC PDFccsllAinda não há avaliações
- Equilibrium Chemistry Exam Questions - Exam Questions Q1. A Company Manufactures Ethanol (C 2 H 5 - StudocuDocumento1 páginaEquilibrium Chemistry Exam Questions - Exam Questions Q1. A Company Manufactures Ethanol (C 2 H 5 - Studocuaminazabier2007Ainda não há avaliações
- Gpsa Gasiers Association Engineering 12th Ed ExcelDocumento19 páginasGpsa Gasiers Association Engineering 12th Ed ExcelDanny BoysieAinda não há avaliações
- Removal of Hydrogen Sulfide From Biogas Using Dry Desulfurization SystemsDocumento4 páginasRemoval of Hydrogen Sulfide From Biogas Using Dry Desulfurization Systemsandy131078Ainda não há avaliações
- Journal of Geographical Research - Vol.6, Iss.3 July 2023Documento85 páginasJournal of Geographical Research - Vol.6, Iss.3 July 2023Bilingual PublishingAinda não há avaliações
- Topic 5 Paper 2Documento8 páginasTopic 5 Paper 2Random GuyAinda não há avaliações
- Chehade 2019Documento37 páginasChehade 2019Vince SantosAinda não há avaliações
- LNG Terminal FacilitiesDocumento25 páginasLNG Terminal Facilitieselfantasma100% (6)
- CHM1 OrganicDocumento72 páginasCHM1 OrganicHakim AbbasAinda não há avaliações
- Minutes of Meeting SMPV GCR Review With AnnexDocumento22 páginasMinutes of Meeting SMPV GCR Review With AnnexNishant ThakurAinda não há avaliações
- Sensor Specifications and Cross-SensitivitiesDocumento35 páginasSensor Specifications and Cross-SensitivitiesAndrew MillerAinda não há avaliações
- SCIENCE Test and KeyDocumento15 páginasSCIENCE Test and KeyAlexander StellyAinda não há avaliações
- ECE TRANS WP15 95 Inf25e PDFDocumento74 páginasECE TRANS WP15 95 Inf25e PDFdordano zuvelaAinda não há avaliações
- Coupled Reservoir and Geomechanical Simulation of Underground Coal GasificationDocumento44 páginasCoupled Reservoir and Geomechanical Simulation of Underground Coal GasificationFoundation CMGAinda não há avaliações
- Optimization of LNG RegasificationDocumento30 páginasOptimization of LNG RegasificationShashwat OmarAinda não há avaliações
- Methane Capture: Options For Greenhouse Gas Emission ReductionDocumento24 páginasMethane Capture: Options For Greenhouse Gas Emission ReductionMhackSahuAinda não há avaliações
- Chapter - 02 States of Matter (MCQ'S)Documento4 páginasChapter - 02 States of Matter (MCQ'S)Mominul HaqueAinda não há avaliações
- Methanation of SyngasDocumento7 páginasMethanation of SyngasGabriela Campos DávilaAinda não há avaliações
- Economics of Methanol Production From Natural GasDocumento56 páginasEconomics of Methanol Production From Natural GasIntratec Solutions58% (12)
- 2020 CHEE2001 Week 6 Tutorial SlidesDocumento24 páginas2020 CHEE2001 Week 6 Tutorial SlidesMuntaha ManzoorAinda não há avaliações
- Topic 2 - ThermochemistryDocumento25 páginasTopic 2 - Thermochemistrydeela decemberAinda não há avaliações
- Gas Detection and Mapping Using An Autonomous Mobile Robot: September 2015Documento7 páginasGas Detection and Mapping Using An Autonomous Mobile Robot: September 2015Jake StorageAinda não há avaliações