Você também pode gostar
- Análisis y diseño de piezas con Catia V5No EverandAnálisis y diseño de piezas con Catia V5Nota: 5 de 5 estrelas5/5 (1)
- Códigos CNC tornosDocumento2 páginasCódigos CNC tornosJesus Franco TorresAinda não há avaliações
- Códigos GeneralesDocumento2 páginasCódigos GeneralesViviana ArambulaAinda não há avaliações
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208No EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Nota: 4 de 5 estrelas4/5 (1)
- CNC Con Códigos Generales y MiscelaneosDocumento1 páginaCNC Con Códigos Generales y MiscelaneoshernanribeAinda não há avaliações
- Cálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109No EverandCálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109Ainda não há avaliações
- Comandos G&MDocumento2 páginasComandos G&M200060460Ainda não há avaliações
- Códigos para TorneadoDocumento4 páginasCódigos para TorneadoCris ASAinda não há avaliações
- Minidiccionario de G&M para Tornos CNCDocumento6 páginasMinidiccionario de G&M para Tornos CNCCarlosAinda não há avaliações
- Clase Códigoscncg&m UPIITA CNCDocumento2 páginasClase Códigoscncg&m UPIITA CNCRodrigo ReyesAinda não há avaliações
- Codigos GymDocumento3 páginasCodigos GymRyunosuke Souta Tsubasa0% (1)
- Codigos GyMDocumento4 páginasCodigos GyMMario LópezAinda não há avaliações
- Codigos G y MDocumento4 páginasCodigos G y Mleo garzaAinda não há avaliações
- Minidiccionario de GDocumento4 páginasMinidiccionario de GJonathan GonzalezAinda não há avaliações
- Códigos G y M para CNCDocumento5 páginasCódigos G y M para CNCEroLs JheskAinda não há avaliações
- Actividad Sumativa 4Documento3 páginasActividad Sumativa 4Azul GonzálezAinda não há avaliações
- Codigos G Torno CNCDocumento1 páginaCodigos G Torno CNCLuis Armando Valero AlcalaAinda não há avaliações
- Programación de Máquinas de CNC Con Códigos G y MDocumento3 páginasProgramación de Máquinas de CNC Con Códigos G y MgasbyAinda não há avaliações
- Documento PDFDocumento3 páginasDocumento PDFSantiago PeralesAinda não há avaliações
- Codigos G, M en Control NumericoDocumento6 páginasCodigos G, M en Control NumericoDiego RodriguezAinda não há avaliações
- Codigos CNCDocumento2 páginasCodigos CNCrobertAinda não há avaliações
- Cofigos Fresadora CNCDocumento2 páginasCofigos Fresadora CNCDeivy Mona PerezAinda não há avaliações
- Código GDocumento9 páginasCódigo GSofia Chacon ChamorroAinda não há avaliações
- Códigos de FresadoraDocumento12 páginasCódigos de FresadoraJESUS MANUEL SERRANO JAMAICAAinda não há avaliações
- Practica Programacion CNCDocumento9 páginasPractica Programacion CNCFelix SantanaAinda não há avaliações
- Codigos CNC FresadoDocumento1 páginaCodigos CNC FresadoAndres Cardona Mercado100% (1)
- Minidiccionario de GDocumento3 páginasMinidiccionario de GChristian OrtizAinda não há avaliações
- Códigos G Y MDocumento9 páginasCódigos G Y MChaariitoo FlooreesAinda não há avaliações
- Códigos de Torno CNCDocumento15 páginasCódigos de Torno CNCAlfredo Aguilar0% (1)
- CODIGOS G y MDocumento10 páginasCODIGOS G y MEvelyn ZempoaltecaAinda não há avaliações
- Código G & MDocumento3 páginasCódigo G & MGael Montaño ReynaAinda não há avaliações
- Codigos para FresaDocumento2 páginasCodigos para FresaDavid OwensAinda não há avaliações
- Códigos CNC para FresadoraDocumento2 páginasCódigos CNC para FresadoraAlan OrlandoAinda não há avaliações
- Programación CNC códigos G MDocumento3 páginasProgramación CNC códigos G MgasbyAinda não há avaliações
- Codigos GYMDocumento5 páginasCodigos GYMJose Bazan ValleAinda não há avaliações
- Laboratorio 3 Alex ReyesDocumento3 páginasLaboratorio 3 Alex ReyesVICTOR DANIEL XIQUIN ZACARIASAinda não há avaliações
- Codigos de Maquinas CNCDocumento4 páginasCodigos de Maquinas CNCOSCAR GABRIEL NAVARRO ARAIZAAinda não há avaliações
- Códigos Generales: G&M para Tornos CNCDocumento2 páginasCódigos Generales: G&M para Tornos CNCYeidher Aldair Arias ReyesAinda não há avaliações
- Códigos de Programación G y MDocumento5 páginasCódigos de Programación G y MULISES SEGUNDO MENDOZAAinda não há avaliações
- Fresadoras CNC Codigos G y MDocumento2 páginasFresadoras CNC Codigos G y Mgasby100% (1)
- Códigos G, M y AuxiliaresDocumento13 páginasCódigos G, M y AuxiliaresJorge Emilio Rendon ArvizuAinda não há avaliações
- Códigos G&M CNCDocumento5 páginasCódigos G&M CNCantialgoritmoAinda não há avaliações
- Códigos G, M y AuxiliaresDocumento14 páginasCódigos G, M y AuxiliaresJorge Emilio Rendon ArvizuAinda não há avaliações
- Codigo G y MDocumento7 páginasCodigo G y MFabián B. LópezAinda não há avaliações
- Listado de Codigos para Centro de Maquinado CNCDocumento1 páginaListado de Codigos para Centro de Maquinado CNCDIEGO ARMANDO VANEGAS DUQUE75% (4)
- Códigos G y M para programación de máquinas CNCDocumento4 páginasCódigos G y M para programación de máquinas CNCAbraham RodriguezAinda não há avaliações
- Codigos G&MDocumento7 páginasCodigos G&MTorreon RomanAinda não há avaliações
- Codigos G y MDocumento7 páginasCodigos G y MEdison Aceldo67% (3)
- Programación CNCDocumento45 páginasProgramación CNCoscar herrera camachoAinda não há avaliações
- Códigos G-M-1Documento3 páginasCódigos G-M-1de la Cruz Rodríguez Andrew BensadaiAinda não há avaliações
- Códigos de Torno CNCDocumento7 páginasCódigos de Torno CNCAlfredo Aguilar50% (2)
- Código G y MDocumento3 páginasCódigo G y MExiliusGallantAinda não há avaliações
- Codigos G y MDocumento1 páginaCodigos G y MErik HernandezAinda não há avaliações
- Codigos GDocumento12 páginasCodigos GAna Montaño VizcaínoAinda não há avaliações
- Códigos G y M para control numérico de fresadoDocumento10 páginasCódigos G y M para control numérico de fresadoIgnacio Martín López CataniAinda não há avaliações
- Lista de comandos G y M para torno CNCDocumento4 páginasLista de comandos G y M para torno CNCJorge Luis MoraAinda não há avaliações
- Códigos Generales Torno CNCDocumento2 páginasCódigos Generales Torno CNCalexisAinda não há avaliações
- Códigos G y M para CNC y tornoDocumento2 páginasCódigos G y M para CNC y tornoRodolfo Miguel Vargas FilomenoAinda não há avaliações
- Códigos NC fresadora tornoDocumento13 páginasCódigos NC fresadora tornorguzmanabundisAinda não há avaliações
- G516 DPDocumento86 páginasG516 DPCarlosOtinianoAinda não há avaliações
- IEC230900 Instrumentacion VirtualDocumento8 páginasIEC230900 Instrumentacion VirtualCarlosOtinianoAinda não há avaliações
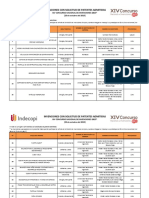
- Lista de Solicitudes Admitidas 23 Oct Cni2015Documento14 páginasLista de Solicitudes Admitidas 23 Oct Cni2015CarlosOtinianoAinda não há avaliações
- Gestion de Un Intervalo de Tareas CiclicasDocumento36 páginasGestion de Un Intervalo de Tareas CiclicasCarlosOtinianoAinda não há avaliações
- 01calculo ConsumoDocumento28 páginas01calculo Consumoeufes100% (1)
- Manual de Usuario Atv12Documento117 páginasManual de Usuario Atv12norlan36100% (1)
- Programacion de Seminarios Festo Peru 2015Documento19 páginasProgramacion de Seminarios Festo Peru 2015CarlosOtinianoAinda não há avaliações
- SoMachine 4.1 Activation GuideDocumento7 páginasSoMachine 4.1 Activation GuideCarlosOtinianoAinda não há avaliações
- Controladores Logicos FESTO - Ejercicio 17 SoluciónDocumento4 páginasControladores Logicos FESTO - Ejercicio 17 SoluciónCarlosOtinianoAinda não há avaliações
- Activacià N FULL de MasterCam X7Documento17 páginasActivacià N FULL de MasterCam X7CarlosOtinianoAinda não há avaliações
- Sesion de Aprendizaje 5 GradoDocumento5 páginasSesion de Aprendizaje 5 GradoCarlosOtinianoAinda não há avaliações
- Guia de Funcionamiento de Somachine Basic PDFDocumento238 páginasGuia de Funcionamiento de Somachine Basic PDFAlvaro S. CáceresAinda não há avaliações
- Sesion de Aprendizaje 3 GradoDocumento6 páginasSesion de Aprendizaje 3 GradoCarlosOtinianoAinda não há avaliações
- Sesion de Aprendizaje 4 SecundariaDocumento5 páginasSesion de Aprendizaje 4 SecundariaCarlosOtinianoAinda não há avaliações
- Sesion de Aprendizaje 2 SecundariaDocumento5 páginasSesion de Aprendizaje 2 SecundariaCarlosOtinianoAinda não há avaliações
- Sesion de Aprendizaje 1 GradoDocumento6 páginasSesion de Aprendizaje 1 GradoCarlosOtiniano100% (1)
- Sesion de Aprendizaje 1 GradoDocumento6 páginasSesion de Aprendizaje 1 GradoCarlosOtiniano100% (1)
- Sesion de Aprendizaje 5 GradoDocumento5 páginasSesion de Aprendizaje 5 GradoCarlosOtinianoAinda não há avaliações
- Nomina EstudiantesDocumento15 páginasNomina EstudiantesCarlosOtinianoAinda não há avaliações
- Registro Auxiliar de EvaluaciónDocumento13 páginasRegistro Auxiliar de EvaluaciónCarlosOtinianoAinda não há avaliações
- InstruccionesDocumento1 páginaInstruccionesdantorresrulesAinda não há avaliações
- Plantilla Registro AuxiliarDocumento21 páginasPlantilla Registro AuxiliarCarlosOtinianoAinda não há avaliações
- SelectionDocumento12 páginasSelectionCarlosOtinianoAinda não há avaliações
- ErroresDocumento6 páginasErroresEvelyn Nictte Marquez QuiinteroAinda não há avaliações
- Plantilla de Caratula UNIDADDocumento3 páginasPlantilla de Caratula UNIDADCarlosOtinianoAinda não há avaliações
- CNC Aplicaciones códigos maquinadoDocumento54 páginasCNC Aplicaciones códigos maquinadoMax Pérez100% (2)
- ControlDocumento10 páginasControlCarlosOtinianoAinda não há avaliações
- Cargas de grúa Terex RT 230 de 27.2 toneladasDocumento30 páginasCargas de grúa Terex RT 230 de 27.2 toneladasPizarro Andres0% (1)
- Conclusiones Lab 6. Mecanismo de Frenos PDFDocumento6 páginasConclusiones Lab 6. Mecanismo de Frenos PDFJamil PortillaAinda não há avaliações
- Catalogo KT REV1 V1-2022Documento34 páginasCatalogo KT REV1 V1-2022Hector AlvaradoAinda não há avaliações
- 13 de CurvilineaDocumento20 páginas13 de CurvilineaF02059FAinda não há avaliações
- Flexion OblicuaDocumento6 páginasFlexion OblicuaVigo GenesisAinda não há avaliações
- Solucionario (S16)Documento3 páginasSolucionario (S16)Carlos100% (1)
- Estructuras - Ejercicios - TaggedDocumento64 páginasEstructuras - Ejercicios - TaggedErik GuerreroAinda não há avaliações
- (2-2016) - 17.0-Operacion Plantas Ciclos Combinados-Hrsg-HrbDocumento78 páginas(2-2016) - 17.0-Operacion Plantas Ciclos Combinados-Hrsg-HrbJose Andres MerchanAinda não há avaliações
- Transporte Discontinuo Actualizado1 - 2018 PDFDocumento61 páginasTransporte Discontinuo Actualizado1 - 2018 PDFJoseWiltherMachacaAinda não há avaliações
- Manual de Partes Agility All New Act Ago 22Documento66 páginasManual de Partes Agility All New Act Ago 22jhojanAinda não há avaliações
- Generador Instalacion Telefonica Tipo EmpresarialDocumento39 páginasGenerador Instalacion Telefonica Tipo EmpresarialDiego OnofreAinda não há avaliações
- Asl Gx7-11 Ed Mai 2005Documento30 páginasAsl Gx7-11 Ed Mai 2005Leonardo Limberger100% (1)
- Ejemplo Memoria de CalculoDocumento9 páginasEjemplo Memoria de CalculoLuis Miguel Honorio VargasAinda não há avaliações
- Las Maquinas SimplesDocumento15 páginasLas Maquinas SimplesGema LuciaAinda não há avaliações
- Taller Inorganica - Vanessa VeiraDocumento4 páginasTaller Inorganica - Vanessa VeiravanessaAinda não há avaliações
- Problemas de materiales y ciencia de la ingenieríaDocumento2 páginasProblemas de materiales y ciencia de la ingenieríajochemaAinda não há avaliações
- Simulación Verificación Tornillos EmpalmeDocumento13 páginasSimulación Verificación Tornillos EmpalmeOctavioPetroneAinda não há avaliações
- Fisica I - FluidosDocumento56 páginasFisica I - FluidosIvan FonsecaAinda não há avaliações
- Nivelación y Refuerzo 8 FísicaDocumento8 páginasNivelación y Refuerzo 8 FísicaDayana InstAinda não há avaliações
- Transferencia de CalorDocumento3 páginasTransferencia de CalorCARLOS ROJASAinda não há avaliações
- Guía de ContactoresDocumento7 páginasGuía de ContactoresJessica StewartAinda não há avaliações
- Principal 9 1 0 e K W 1 1 3 7 K V A 60 HZ 1800 RPM 480 VoltiosDocumento6 páginasPrincipal 9 1 0 e K W 1 1 3 7 K V A 60 HZ 1800 RPM 480 VoltiosjuangAinda não há avaliações
- Esfuerzo EfectivoDocumento26 páginasEsfuerzo EfectivoAnneAinda não há avaliações
- Manual de Acústica Ruido y VibracionesDocumento407 páginasManual de Acústica Ruido y VibracionesEnriqueTiradoYepes93% (14)
- Fuerzas sobre perfil aerodinámicoDocumento32 páginasFuerzas sobre perfil aerodinámicoBernardo Olveda Mx100% (1)
- DocumentoDocumento7 páginasDocumentoMarili Monserrat Ruiz ZuritaAinda não há avaliações
- Practica 04. Parametros de Resistencia - Wilfredo Juan GonzalesDocumento6 páginasPractica 04. Parametros de Resistencia - Wilfredo Juan Gonzaleswilfredo juan gonzales vengoaAinda não há avaliações
- MECANICAAADocumento6 páginasMECANICAAAManuel ZambranoAinda não há avaliações
- Seleccion de VentiladorDocumento23 páginasSeleccion de Ventiladoryamir_gacoAinda não há avaliações
- Dobladora de Tubos BigotesDocumento6 páginasDobladora de Tubos BigotesRody Quiñones CamposAinda não há avaliações