Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Devry CatalogDocumento182 páginasDevry Cataloglove457744Ainda não há avaliações
- Eco LabelDocumento14 páginasEco LabelTrusha HaribhaktiAinda não há avaliações
- Proportional Relationships Quiz PDFDocumento14 páginasProportional Relationships Quiz PDFSimi JindalAinda não há avaliações
- Ford Motor Company by RaghavendraDocumento22 páginasFord Motor Company by RaghavendraRaghavendra yadav KMAinda não há avaliações
- 85th SLC MinutesDocumento201 páginas85th SLC MinutesSHANMUKHA INDUSTRIESAinda não há avaliações
- HA3021 - Lecture 8 - Version 1 - Vid 2Documento55 páginasHA3021 - Lecture 8 - Version 1 - Vid 2Sheshan Induwara MallawaarachchiAinda não há avaliações
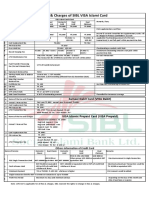
- Fees and Charges of SIBL Islami CardDocumento1 páginaFees and Charges of SIBL Islami CardMd YusufAinda não há avaliações
- Market Reserch FinalDocumento3 páginasMarket Reserch Finalahmed assemAinda não há avaliações
- The Rise of Affluent IndiaDocumento46 páginasThe Rise of Affluent IndiaSegaran RG100% (2)
- Bachelor ManagementDocumento23 páginasBachelor ManagementYara ChehadeAinda não há avaliações
- GPC GIS Corporate BrochureDocumento2 páginasGPC GIS Corporate BrochurethegpcgroupAinda não há avaliações
- RES Paper 1 BookDocumento195 páginasRES Paper 1 BookAdmin SalesAinda não há avaliações
- Production Part Approval Process - Submission ProcessDocumento8 páginasProduction Part Approval Process - Submission ProcessAmirtharaaj VijayanAinda não há avaliações
- Production ManagementDocumento4 páginasProduction ManagementJoanna Phaye VilbarAinda não há avaliações
- Audit Case StudyDocumento3 páginasAudit Case StudyTaha AhmedAinda não há avaliações
- PHD Thesis Mechanical EngineeringDocumento4 páginasPHD Thesis Mechanical EngineeringBestCustomPapersWashington100% (1)
- Adidas-Reebok M & A Case StudyDocumento4 páginasAdidas-Reebok M & A Case StudyBryn GavaAinda não há avaliações
- "Financial Markets - Yale" Plus 3 More CoursesDocumento4 páginas"Financial Markets - Yale" Plus 3 More Coursessamudragupta06Ainda não há avaliações
- IJRPR6250Documento3 páginasIJRPR6250dienanurbasyithahAinda não há avaliações
- INdustrial Management CA2Documento6 páginasINdustrial Management CA2Qasim RiazAinda não há avaliações
- Entrepreneur Chapter 15Documento8 páginasEntrepreneur Chapter 15CaladhielAinda não há avaliações
- Strategic Management Assignment.Documento10 páginasStrategic Management Assignment.vanessa mkwateAinda não há avaliações
- Erp Case Study With Solution PDFDocumento2 páginasErp Case Study With Solution PDFJazmine40% (5)
- Research Methodology: Dr. Eisha KhanDocumento12 páginasResearch Methodology: Dr. Eisha KhanTushar KambojAinda não há avaliações
- Forex Risk and Lot-Size Calculator Base Currency USD v1.2Documento7 páginasForex Risk and Lot-Size Calculator Base Currency USD v1.2Khairul AbidinAinda não há avaliações
- Index: GD251222-en 2 1 14Documento14 páginasIndex: GD251222-en 2 1 14'PeRsona NoUn GraTa'Ainda não há avaliações
- HVC Curriculum Presentation 6Documento18 páginasHVC Curriculum Presentation 6Sulaiman AlqarawnehAinda não há avaliações
- Business FinanceDocumento221 páginasBusiness FinanceMatthew GonzalesAinda não há avaliações
- Joint Drug Investigation Leads To Arrest of Three Women in MckenzieDocumento1 páginaJoint Drug Investigation Leads To Arrest of Three Women in MckenzieSabrina BatesAinda não há avaliações
- Edited ListeningSpeaking Lesson Plan With TechnologyDocumento3 páginasEdited ListeningSpeaking Lesson Plan With TechnologyKevin Sebastian Patarroyo GalindoAinda não há avaliações