Você também pode gostar
- Identificación Del Torno ZubalDocumento1 páginaIdentificación Del Torno ZubalIvan CastroAinda não há avaliações
- Maquinas RectificadorasDocumento17 páginasMaquinas RectificadorasDiego ChanaluisaAinda não há avaliações
- Es Pinacho2Documento8 páginasEs Pinacho2unaitxoAinda não há avaliações
- Torno RevolverDocumento10 páginasTorno RevolverJJJonathanAinda não há avaliações
- Procedimiento y Dop MecanizadoDocumento5 páginasProcedimiento y Dop Mecanizadopercy marcosAinda não há avaliações
- Rectificacion de CigueñalesDocumento5 páginasRectificacion de CigueñalesFrank Vini SimbañaAinda não há avaliações
- Tipos de RectificadoDocumento4 páginasTipos de RectificadoDarien Martinez Borbon100% (5)
- Fresadora UniversalDocumento9 páginasFresadora UniversalruedacesarAinda não há avaliações
- Corte y Angulos BurilDocumento9 páginasCorte y Angulos BurilIsaac Herrera MolinaAinda não há avaliações
- Mandrinado: operaciones y máquinasDocumento23 páginasMandrinado: operaciones y máquinasfer100% (1)
- Alesadoras DASDADDADADocumento59 páginasAlesadoras DASDADDADAGus PaniaguaAinda não há avaliações
- Sierra de Cinta PILOUS Semiautomatica - SAFDocumento43 páginasSierra de Cinta PILOUS Semiautomatica - SAFlindafioAinda não há avaliações
- Defender Td5 MY02 - Manual Del ConductorDocumento176 páginasDefender Td5 MY02 - Manual Del ConductorEsteban Del Río GonçalvesAinda não há avaliações
- Rectificadora de CiguealesDocumento23 páginasRectificadora de CiguealesHazel PalaciosAinda não há avaliações
- Guia de FresadoraDocumento23 páginasGuia de FresadoraAdrian Barrera100% (1)
- Torno ParaleloDocumento19 páginasTorno ParaleloAlexander AbregoAinda não há avaliações
- Copia de Amef de Fresadora Kondia Fv-1Documento43 páginasCopia de Amef de Fresadora Kondia Fv-1Fredy GalindoAinda não há avaliações
- Clasificación de Los Acoplamientos Forma de Texto PDFDocumento17 páginasClasificación de Los Acoplamientos Forma de Texto PDFLuis Jose Duarte BohorquezAinda não há avaliações
- Rectificado del cigüeñalDocumento4 páginasRectificado del cigüeñalboricoa100% (1)
- Proyecto Adjuntado (Autoguardado)Documento96 páginasProyecto Adjuntado (Autoguardado)Krlos Cely100% (2)
- Curso de fresado en el Instituto de la Máquina HerramientaDocumento21 páginasCurso de fresado en el Instituto de la Máquina HerramientaMartin CastroAinda não há avaliações
- Limadora Pinondo Tm-28Documento11 páginasLimadora Pinondo Tm-28diegoAinda não há avaliações
- TORNO 2.pptx MecanicosDocumento41 páginasTORNO 2.pptx MecanicosSección de Procesos de Manufactura100% (3)
- Chaveta y AcoplesDocumento10 páginasChaveta y Acoplessara villonAinda não há avaliações
- Operaciones de TorneadoDocumento3 páginasOperaciones de TorneadoTaller Metal-Mecanica LeoAinda não há avaliações
- Piedras EsmerilDocumento20 páginasPiedras Esmerilfredy ortizAinda não há avaliações
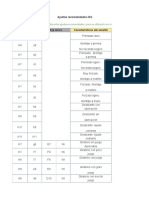
- Ajustes ISO para mecánicaDocumento4 páginasAjustes ISO para mecánicaEdortaMorenoAranburuAinda não há avaliações
- Revisión culata y válvulas motorDocumento2 páginasRevisión culata y válvulas motorosito1214Ainda não há avaliações
- Medidores y herramientas de precisión paraDocumento3 páginasMedidores y herramientas de precisión paraOscar Fernandez AlconAinda não há avaliações
- Manual de Operación Máquina RectificadoraDocumento33 páginasManual de Operación Máquina RectificadoraAnonymous 4lIAJ1Lk2Ainda não há avaliações
- Designación de Las RoscasDocumento4 páginasDesignación de Las RoscasGHF7Ainda não há avaliações
- Maquinaria de excavación: componentes y funcionesDocumento4 páginasMaquinaria de excavación: componentes y funcionesjaime anibal navarrete aburtoAinda não há avaliações
- Cabezal HúreDocumento6 páginasCabezal HúreCARLOS HERNAN MALDONADO QUITO0% (1)
- PlaquitasDocumento63 páginasPlaquitasAngel NajarroAinda não há avaliações
- 1 Forja PDFDocumento34 páginas1 Forja PDFAnonymous Cd3r7JGjwbAinda não há avaliações
- Hoja de Procesos RoscaDocumento5 páginasHoja de Procesos RoscaVyco Crow CrawAinda não há avaliações
- Parametros de MecanizadoDocumento7 páginasParametros de MecanizadoJavith DeJesús Pertuz Ricardo0% (1)
- Maquinas de Corte Por CizalladoDocumento15 páginasMaquinas de Corte Por CizalladoLeonardoAlomiaAinda não há avaliações
- Bancadas, Todo Lo Que Necesitas SaberDocumento5 páginasBancadas, Todo Lo Que Necesitas SaberJosue TovarAinda não há avaliações
- Torno Mecánico Basic Plus - Torneado, Roscado y Más por €5,200Documento2 páginasTorno Mecánico Basic Plus - Torneado, Roscado y Más por €5,200Gonzalo SilvaAinda não há avaliações
- Powerteam ExtractorDocumento37 páginasPowerteam ExtractorJhonmar MarchánAinda não há avaliações
- Torno ParaleloDocumento22 páginasTorno ParaleloMiriam Jimènez100% (1)
- Alemites PDFDocumento1 páginaAlemites PDFkarmencitaconk4035100% (1)
- Ficha TecnicaDocumento3 páginasFicha TecnicaAngelEspinozaCortez100% (1)
- Aplicación de Rod en BombasDocumento32 páginasAplicación de Rod en Bombaslubricacion100% (1)
- Ajuste de Las Bielas en El MotorDocumento1 páginaAjuste de Las Bielas en El MotorAbel OviedoAinda não há avaliações
- 9-Introduccion A La CepilladoraDocumento12 páginas9-Introduccion A La CepilladoraJosue AvilaAinda não há avaliações
- Calculo de EngranajesDocumento27 páginasCalculo de EngranajesManuelMYMMidoriAinda não há avaliações
- Manual de Partes, Servicio, Operación (Español 2017) - 830Documento24 páginasManual de Partes, Servicio, Operación (Español 2017) - 830Yira Lizeth Hernandez Gonzalez100% (1)
- MANTENIMIENTO TRABAJO OCTAVO CICLO TORNO ModeloDocumento31 páginasMANTENIMIENTO TRABAJO OCTAVO CICLO TORNO ModeloFranco Urcia EspinozaAinda não há avaliações
- Sistema de Lubricacion Del Torno ColchesterDocumento4 páginasSistema de Lubricacion Del Torno ColchesterDiego AlfonzoAinda não há avaliações
- Embragues y frenos de tambor: clasificación y componentesDocumento22 páginasEmbragues y frenos de tambor: clasificación y componentesJezuz LeOnAinda não há avaliações
- CHAVETASDocumento12 páginasCHAVETASSteeven Tutivén MoránAinda não há avaliações
- Guia FresadoraDocumento15 páginasGuia FresadoraEros IdarragaAinda não há avaliações
- Plato Autocentrador de Tres GarrasDocumento12 páginasPlato Autocentrador de Tres GarrasHugo MorenoAinda não há avaliações
- Taladro StancoDocumento29 páginasTaladro StancoqcomoAinda não há avaliações
- TPM TornoDocumento23 páginasTPM TornoSara LarragoitiaAinda não há avaliações
- UBA - Taladros y SierrasDocumento145 páginasUBA - Taladros y SierrasnazpitarteAinda não há avaliações
- Informefresado y Torneado ExcentricoDocumento20 páginasInformefresado y Torneado ExcentricoSimón RíosAinda não há avaliações
- El Proceso de TaladradoDocumento11 páginasEl Proceso de TaladradoIto GuevaraAinda não há avaliações
- Montaje de conjuntos y estructuras fijas o desmontables. FMEE0108No EverandMontaje de conjuntos y estructuras fijas o desmontables. FMEE0108Ainda não há avaliações
- 3 ManufacturaDocumento54 páginas3 Manufacturadiana martinezAinda não há avaliações
- Laminas Entramado de Madera PDFDocumento5 páginasLaminas Entramado de Madera PDFJonnathan Taipe OlsonAinda não há avaliações
- Catálogo Helfer 2015Documento96 páginasCatálogo Helfer 2015sergioluisdiaz8449Ainda não há avaliações
- Rectificado y AfiladoDocumento11 páginasRectificado y Afiladojuan serranoAinda não há avaliações
- Catálogo Tornilleria Completo (Rosmil)Documento180 páginasCatálogo Tornilleria Completo (Rosmil)Ariel InsaurraldeAinda não há avaliações
- Programa Principal de Torno CNCDocumento61 páginasPrograma Principal de Torno CNCNayely Rojas ParionaAinda não há avaliações
- Centro de Mecanizado CNCDocumento4 páginasCentro de Mecanizado CNCYasmin De Moraes RamírezAinda não há avaliações
- EVALUACIÓN DIAGNÓSTICA UNIDAD 1 Maq Herrm IVDocumento29 páginasEVALUACIÓN DIAGNÓSTICA UNIDAD 1 Maq Herrm IVNassim asenAinda não há avaliações
- Angulo de AtaqueDocumento23 páginasAngulo de AtaqueHumberto AnguloAinda não há avaliações
- Hoja de Análisis OperacionalDocumento16 páginasHoja de Análisis OperacionalDarliz CastilloAinda não há avaliações
- Proyecto PM 1ra EvaluaciónDocumento15 páginasProyecto PM 1ra Evaluaciónkvfhywfnz6Ainda não há avaliações
- Velocidad de Corte y Avance Lab 5Documento19 páginasVelocidad de Corte y Avance Lab 5Alejandr Villagran RiffoAinda não há avaliações
- Ajuste - Rectificado 14Documento37 páginasAjuste - Rectificado 14Sección de Procesos de ManufacturaAinda não há avaliações
- Hidrostal Manejo de RrssDocumento3 páginasHidrostal Manejo de RrssANDRES PECHOAinda não há avaliações
- Posicionamiento Alta VelocidadDocumento168 páginasPosicionamiento Alta VelocidadGustavo Adelio Riveiro GonzalezAinda não há avaliações
- Proyecto de Tsu - Mantto.mecánicoDocumento63 páginasProyecto de Tsu - Mantto.mecánicoMaria Antonietta GuevaraAinda não há avaliações
- Silabo de Maquinas Convencionales 2Documento4 páginasSilabo de Maquinas Convencionales 2mizaelAinda não há avaliações
- Torno de Control Numérico ComputarizadoDocumento11 páginasTorno de Control Numérico ComputarizadoJose ChuyesAinda não há avaliações
- Acabados Superficiales 13.1 AsperezaDocumento25 páginasAcabados Superficiales 13.1 AsperezaLibro AzulAinda não há avaliações
- Bison Mandriles PDFDocumento115 páginasBison Mandriles PDFJeyson Chacon CastilloAinda não há avaliações
- Maquinado ElectroquímicoDocumento17 páginasMaquinado ElectroquímicoIsaac MoncadaAinda não há avaliações
- Apuntes 1 Mecanizado Por Arranque de VirutaDocumento23 páginasApuntes 1 Mecanizado Por Arranque de VirutaOscar MenaAinda não há avaliações
- Taller de Registro de SalidaDocumento6 páginasTaller de Registro de SalidaYuritza BurkeAinda não há avaliações
- La Casa Del Tornillo S.A.: Documento No.: Cliente: Direccion: Fax Email.: Contacto: Fecha: TiendaDocumento3 páginasLa Casa Del Tornillo S.A.: Documento No.: Cliente: Direccion: Fax Email.: Contacto: Fecha: TiendaDany HernandezAinda não há avaliações
- Informe de ConosDocumento28 páginasInforme de Conoskeyverr jimenezAinda não há avaliações
- Hoja de RutaDocumento13 páginasHoja de RutaDoniz Alcántara Rubén 1SV1Ainda não há avaliações
- Afilado Buriles 10 PDFDocumento21 páginasAfilado Buriles 10 PDFcriscol22667% (3)
- Rompedor MB 1200Documento20 páginasRompedor MB 1200DOUGLASAinda não há avaliações
- Planeamiento Estratégico - IPSYCOM (FINAL)Documento62 páginasPlaneamiento Estratégico - IPSYCOM (FINAL)Martin MalcaAinda não há avaliações