Você também pode gostar
- Southern Marine Engineering Desk Reference: Second Edition Volume IiNo EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiAinda não há avaliações
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesNo EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesNota: 5 de 5 estrelas5/5 (1)
- Valve Refacing and Valve Seat Grinding and Checking of Leakage of Valves.Documento5 páginasValve Refacing and Valve Seat Grinding and Checking of Leakage of Valves.Karanbir Singh0% (1)
- Lab Manual: Department of Mechanical EngineeringDocumento46 páginasLab Manual: Department of Mechanical EngineeringsrknotesAinda não há avaliações
- Identifying Engine Systems andDocumento67 páginasIdentifying Engine Systems andBasil BautistaAinda não há avaliações
- Manual Transmission 5 SpeedDocumento12 páginasManual Transmission 5 Speedav1135100% (1)
- Power Electronics and Electric Drives for Traction ApplicationsNo EverandPower Electronics and Electric Drives for Traction ApplicationsAinda não há avaliações
- CVT C Transmission TransaxleDocumento240 páginasCVT C Transmission TransaxleFX WamalaAinda não há avaliações
- The Role of Engine Oil Viscosity in Low Temperature Cranking and Starting: Prepared Under the Auspices of the SAE Fuels and Lubricants ActivityNo EverandThe Role of Engine Oil Viscosity in Low Temperature Cranking and Starting: Prepared Under the Auspices of the SAE Fuels and Lubricants ActivityAinda não há avaliações
- Common Rail Fuel Injection Technology in Diesel EnginesNo EverandCommon Rail Fuel Injection Technology in Diesel EnginesAinda não há avaliações
- Charging SystemDocumento24 páginasCharging SystemAnup M Upadhyaya100% (1)
- Electrical Systems: Charging CircuitDocumento11 páginasElectrical Systems: Charging CircuitBinoy BennyAinda não há avaliações
- How Differential WorksDocumento23 páginasHow Differential Worksjohnplaya1234100% (1)
- Electronic Ignition SystemsDocumento16 páginasElectronic Ignition Systemslone_anarchist100% (1)
- 199R7948 5rev5 PDFDocumento16 páginas199R7948 5rev5 PDFbatman2054Ainda não há avaliações
- Distributor Less Ignition SystemsDocumento4 páginasDistributor Less Ignition SystemsxLibelle100% (5)
- Part-Iv: Drive ShaftDocumento32 páginasPart-Iv: Drive Shaftgebremariam birkieAinda não há avaliações
- Solex Adj ProcedureDocumento6 páginasSolex Adj Procedureprivate 2Ainda não há avaliações
- Xt250gk (Eec)Documento48 páginasXt250gk (Eec)Paulo FerreiraAinda não há avaliações
- Four Wheel Drive (4WD) Controls - TaggedDocumento40 páginasFour Wheel Drive (4WD) Controls - TaggedNatty NuggetAinda não há avaliações
- Torque ConverterDocumento6 páginasTorque ConverterPaachu GAinda não há avaliações
- Engine Alternator Replacement GuideDocumento52 páginasEngine Alternator Replacement GuidePhilip Solberg100% (1)
- Torque Converter NotesDocumento5 páginasTorque Converter NotesGhostrider1Ainda não há avaliações
- 250GK (Double-Seat) : Ownr's ManualDocumento48 páginas250GK (Double-Seat) : Ownr's ManualRamon López SaldañaAinda não há avaliações
- 02 - Power BalancingDocumento8 páginas02 - Power Balancingveer sainAinda não há avaliações
- Steering MechanismDocumento25 páginasSteering MechanismHemeshPatilAinda não há avaliações
- Subaru Mod. 501 Brake Systems PDFDocumento56 páginasSubaru Mod. 501 Brake Systems PDFDavid VelazquezAinda não há avaliações
- Tech Tip: Crankshaft TechnologyDocumento4 páginasTech Tip: Crankshaft TechnologyStuart RaphelloAinda não há avaliações
- Project Report: - Suspension SystemDocumento33 páginasProject Report: - Suspension SystemAnil KumarAinda não há avaliações
- LV06 - Engines - Issue 1Documento72 páginasLV06 - Engines - Issue 1Valentin Silvan Valentin SilvanAinda não há avaliações
- Start: Ault Finding Flow Chart For Motorcycle Charging SystemsDocumento4 páginasStart: Ault Finding Flow Chart For Motorcycle Charging SystemsJay ScizzoAinda não há avaliações
- Cylinder HeadDocumento35 páginasCylinder Headritesh singh100% (1)
- PDFDocumento105 páginasPDFhakeem khanAinda não há avaliações
- 57 Automotive Steering System Service RevisedDocumento57 páginas57 Automotive Steering System Service Reviseddmc constructionAinda não há avaliações
- DifferentialsDocumento9 páginasDifferentialsMuthiah MeiyappanAinda não há avaliações
- Gearbox Components and Parts Everything You Need To KnowDocumento9 páginasGearbox Components and Parts Everything You Need To KnowSulafa yoga AimanaAinda não há avaliações
- VOLTAGE DROP Testing Overview and Lab SheetDocumento6 páginasVOLTAGE DROP Testing Overview and Lab SheetSabastian Edwards100% (1)
- Camshaft and Valvetrain BasicsDocumento10 páginasCamshaft and Valvetrain BasicsRamesh RamasamyAinda não há avaliações
- DifferentialDocumento12 páginasDifferentialRaghul PrasaathAinda não há avaliações
- How To Test The Fuel Injectors1Documento7 páginasHow To Test The Fuel Injectors1ElliAbatziAinda não há avaliações
- EFI Two StrokeDocumento6 páginasEFI Two StrokegkarthikeyanAinda não há avaliações
- Ignition System: From Wikipedia, The Free EncyclopediaDocumento64 páginasIgnition System: From Wikipedia, The Free Encyclopediachiku16octAinda não há avaliações
- Injector RebuildDocumento14 páginasInjector Rebuildgazz_487289382Ainda não há avaliações
- CH 08 - Four-Wheel-Drive SystemsDocumento36 páginasCH 08 - Four-Wheel-Drive SystemsRevanth BhattaramAinda não há avaliações
- Teaching Aids Torque Converter - ModuleDocumento16 páginasTeaching Aids Torque Converter - ModuleMohd HaikalAinda não há avaliações
- Altenator PDFDocumento26 páginasAltenator PDFluisAinda não há avaliações
- Combined Ignition and Fuel Control System, Petrol EnginesDocumento16 páginasCombined Ignition and Fuel Control System, Petrol EnginesNandakumar BasavarajAinda não há avaliações
- Atlas Transfer Case Application GuideDocumento47 páginasAtlas Transfer Case Application GuideRobertAinda não há avaliações
- ZD30 Engine Fault ListDocumento61 páginasZD30 Engine Fault Listlocario1Ainda não há avaliações
- Hydro-Boost: GM Full Size Vans 1987-1997 Repair GuideDocumento7 páginasHydro-Boost: GM Full Size Vans 1987-1997 Repair GuideEndry Enrique Rincón VargasAinda não há avaliações
- Motor Test InstructionsDocumento2 páginasMotor Test Instructionssender2000Ainda não há avaliações
- Tundra Transmission Fluid Check and Flush InstructionsDocumento7 páginasTundra Transmission Fluid Check and Flush InstructionsJason Lancaster100% (4)
- Fuel Injection SystemDocumento24 páginasFuel Injection SystemDevendra Pratap SinghAinda não há avaliações
- Crazy Horse Carb SchoolDocumento61 páginasCrazy Horse Carb SchoolFaqih GoetiaAinda não há avaliações
- Lecture 5 - Transmission SystemDocumento41 páginasLecture 5 - Transmission SystemengineeringdesignAinda não há avaliações
- Aprilia 3-Phase Recharging System DiagnosisDocumento15 páginasAprilia 3-Phase Recharging System DiagnosisManuallesAinda não há avaliações
- Refacing Valves and Valve StemsDocumento4 páginasRefacing Valves and Valve StemsHaftay100% (1)
- Combined Ignition and Fuel Control System, Petrol EnginesDocumento16 páginasCombined Ignition and Fuel Control System, Petrol EnginesNandakumar BasavarajAinda não há avaliações
- Chassis Control Systems Question and AnswerDocumento14 páginasChassis Control Systems Question and AnswerNandakumar BasavarajAinda não há avaliações
- Diesel Engines Class NotesDocumento15 páginasDiesel Engines Class NotesNandakumar BasavarajAinda não há avaliações
- Power Plant Engineering VTU Question PaperDocumento1 páginaPower Plant Engineering VTU Question PaperNandakumar BasavarajAinda não há avaliações
- Automotive Electrical and Electronic Systems VTUDocumento18 páginasAutomotive Electrical and Electronic Systems VTUNandakumar BasavarajAinda não há avaliações
- Hybrid Electric VehicleDocumento13 páginasHybrid Electric VehicleNandakumar BasavarajAinda não há avaliações
- Auroplaces To See in PondicherryDocumento19 páginasAuroplaces To See in PondicherryNandakumar Basavaraj100% (1)
- Solved Worksheet-Cell and Specialized Cells 3Documento3 páginasSolved Worksheet-Cell and Specialized Cells 3Everything Everything100% (1)
- Petrom OMV Norm DEF 2001 Rom Eng Rev.2 2009-06-01Documento61 páginasPetrom OMV Norm DEF 2001 Rom Eng Rev.2 2009-06-01luciandu100% (1)
- Assigment Comouter Science BSCDocumento3 páginasAssigment Comouter Science BSCutkarsh9978100% (1)
- GTP For 1CX300sqmmDocumento4 páginasGTP For 1CX300sqmmpriyanka236Ainda não há avaliações
- Switching Circuits & Logic Design: Registers and CountersDocumento37 páginasSwitching Circuits & Logic Design: Registers and Counters555-193614Ainda não há avaliações
- RWC 123 Manoj Prabhakar KaiwartDocumento13 páginasRWC 123 Manoj Prabhakar KaiwartManoj Prabhakar KaiwartAinda não há avaliações
- Failure Mode and Effects Analysis of A Process of Reflow Lead-Free SolderingDocumento5 páginasFailure Mode and Effects Analysis of A Process of Reflow Lead-Free SolderingSRIDHAREEE61Ainda não há avaliações
- Ant CabDocumento93 páginasAnt CabZubair MinhasAinda não há avaliações
- ASUS U47A Repair GuideDocumento5 páginasASUS U47A Repair GuideCarlos ZarateAinda não há avaliações
- 1982 International Rectifier Hexfet Databook PDFDocumento472 páginas1982 International Rectifier Hexfet Databook PDFetmatsudaAinda não há avaliações
- ImmunologyDocumento8 páginasImmunologyማላያላም ማላያላም89% (9)
- FP - ES - 28 - Rindu Grahabhakti Intani - PERMEABLE ENTRY CHARACTERIZATION AT DARAJAT FIELD, WEST JAVA PDFDocumento4 páginasFP - ES - 28 - Rindu Grahabhakti Intani - PERMEABLE ENTRY CHARACTERIZATION AT DARAJAT FIELD, WEST JAVA PDFrindu_intaniAinda não há avaliações
- 106L Course ReaderDocumento408 páginas106L Course ReadercurufinorAinda não há avaliações
- Introducing Small Basic-1 PDFDocumento69 páginasIntroducing Small Basic-1 PDFnilaAinda não há avaliações
- List of Knapsack Problems: 2 Multiple ConstraintsDocumento3 páginasList of Knapsack Problems: 2 Multiple ConstraintssaiAinda não há avaliações
- ECE ExperimentDocumento13 páginasECE Experimentasm98090% (1)
- Measures of Central Tendency: Mean Median ModeDocumento20 páginasMeasures of Central Tendency: Mean Median ModeRia BarisoAinda não há avaliações
- C.KESAVAN - Diploma EEE: Phone No Mail IdDocumento3 páginasC.KESAVAN - Diploma EEE: Phone No Mail IdKesavan ChinaswmiAinda não há avaliações
- Nozzle Loads - Part 2 - Piping-EngineeringDocumento3 páginasNozzle Loads - Part 2 - Piping-EngineeringShaikh AftabAinda não há avaliações
- App NandDocumento30 páginasApp NandRajesh MedampudiAinda não há avaliações
- Acceleration InquiryDocumento4 páginasAcceleration Inquiryapi-240343522Ainda não há avaliações
- UNIT 14 - On-Screen DigitizingDocumento6 páginasUNIT 14 - On-Screen DigitizingResti KharismaAinda não há avaliações
- 8.2.2.2.1.1 Batch Operation ManagementDocumento10 páginas8.2.2.2.1.1 Batch Operation ManagementbernardAinda não há avaliações
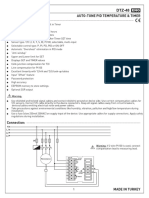
- Auto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3Documento4 páginasAuto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3sharawany 20Ainda não há avaliações
- Yang Learning Face Age CVPR 2018 PaperDocumento9 páginasYang Learning Face Age CVPR 2018 Paperandr234ibateraAinda não há avaliações
- Evaluating of Rutting in Highways & Providing Its Solution in Terms of Stone Matrix Asphalt.Documento7 páginasEvaluating of Rutting in Highways & Providing Its Solution in Terms of Stone Matrix Asphalt.IJRASETPublications100% (1)
- High Pressure Jet Grouting in TunnelsDocumento8 páginasHigh Pressure Jet Grouting in TunnelsSandeep AggarwalAinda não há avaliações
- Physics Sample Question PaperDocumento9 páginasPhysics Sample Question PaperVarsha SharmaAinda não há avaliações
- PET524 Saturation 1Documento12 páginasPET524 Saturation 1Ronald NgueleAinda não há avaliações