Você também pode gostar
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- He Didnt Die in Vain - Take No GloryDocumento2 páginasHe Didnt Die in Vain - Take No GloryDagaerag Law OfficeAinda não há avaliações
- Waterfront Development Goals and ObjectivesDocumento2 páginasWaterfront Development Goals and ObjectivesShruthi Thakkar100% (1)
- NHÓM ĐỘNG TỪ BẤT QUY TẮCDocumento4 páginasNHÓM ĐỘNG TỪ BẤT QUY TẮCNhựt HàoAinda não há avaliações
- Examination of Conscience Ten Commandments PDFDocumento2 páginasExamination of Conscience Ten Commandments PDFAntonioAinda não há avaliações
- Reaction PaperDocumento4 páginasReaction PaperCeñidoza Ian AlbertAinda não há avaliações
- Heart Rate Variability - Wikipedia PDFDocumento30 páginasHeart Rate Variability - Wikipedia PDFLevon HovhannisyanAinda não há avaliações
- Functions of Communication Oral Communication PDFDocumento12 páginasFunctions of Communication Oral Communication PDFKrystle Francess Barrios0% (1)
- The Psychomotor Profile of Pupils in Early Childhood EducationDocumento11 páginasThe Psychomotor Profile of Pupils in Early Childhood EducationLEINHARTAinda não há avaliações
- Operations Management and Operations PerformanceDocumento59 páginasOperations Management and Operations PerformancePauline LagtoAinda não há avaliações
- A Neural Network Based System For Intrusion Detection and Classification of AttacksDocumento6 páginasA Neural Network Based System For Intrusion Detection and Classification of AttacksbharadwajrohanAinda não há avaliações
- English Literature in The 20th CenturyDocumento2 páginasEnglish Literature in The 20th CenturyNguyễn Trung ViệtAinda não há avaliações
- Travel Smart: Assignment 1: Project ProposalDocumento14 páginasTravel Smart: Assignment 1: Project ProposalcattytomeAinda não há avaliações
- Chris Baeza: ObjectiveDocumento2 páginasChris Baeza: Objectiveapi-283893712Ainda não há avaliações
- CBSE Class11 Maths Notes 13 Limits and DerivativesDocumento7 páginasCBSE Class11 Maths Notes 13 Limits and DerivativesRoy0% (1)
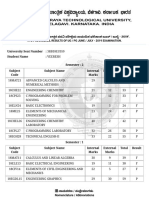
- VTU Result PDFDocumento2 páginasVTU Result PDFVaibhavAinda não há avaliações
- Servicenow Rest Cheat SheetDocumento3 páginasServicenow Rest Cheat SheetHugh SmithAinda não há avaliações
- Doloran Auxilliary PrayersDocumento4 páginasDoloran Auxilliary PrayersJosh A.Ainda não há avaliações
- Teaching Philosophy StatementDocumento25 páginasTeaching Philosophy Statementtchrdale27Ainda não há avaliações
- Individual Assignment: Prepared By: Tigist WoldesenbetDocumento12 páginasIndividual Assignment: Prepared By: Tigist WoldesenbetRobel YacobAinda não há avaliações
- Blue Mountain Coffee Case (ADBUDG)Documento16 páginasBlue Mountain Coffee Case (ADBUDG)Nuria Sánchez Celemín100% (1)
- Gamify Your Classroom - A Field Guide To Game-Based Learning, Revised EditionDocumento372 páginasGamify Your Classroom - A Field Guide To Game-Based Learning, Revised EditionCuong Tran VietAinda não há avaliações
- Density Determination by PycnometerDocumento5 páginasDensity Determination by PycnometerAlexandre Argondizo100% (1)
- Voucher-Zona Wifi-@@2000 - 3jam-Up-764-04.24.24Documento10 páginasVoucher-Zona Wifi-@@2000 - 3jam-Up-764-04.24.24AminudinAinda não há avaliações
- Ramin Shamshiri Risk Analysis Exam2 PDFDocumento8 páginasRamin Shamshiri Risk Analysis Exam2 PDFRedmond R. ShamshiriAinda não há avaliações
- Reading8 PilkingtonDocumento8 páginasReading8 Pilkingtonab_amyAinda não há avaliações
- A Complete List of Greek Underworld GodsDocumento3 páginasA Complete List of Greek Underworld GodsTimothy James M. Madrid100% (1)
- Sample Opposition To Motion To Alter or Amend Judgment in United States District CourtDocumento3 páginasSample Opposition To Motion To Alter or Amend Judgment in United States District CourtStan BurmanAinda não há avaliações
- Letter Writing - Task1Documento5 páginasLetter Writing - Task1gutha babuAinda não há avaliações
- The EagleDocumento4 páginasThe EagleJunkoAinda não há avaliações
- Lesson 4 Present Simple and Present Continuous Part 2Documento2 páginasLesson 4 Present Simple and Present Continuous Part 2DeniseVuoto100% (1)