Você também pode gostar
- 7 Steps To Making A Killing Trading FX EbookDocumento10 páginas7 Steps To Making A Killing Trading FX Ebookkrishnan112Ainda não há avaliações
- Basics of Process SimulationDocumento36 páginasBasics of Process SimulationArjun GujarAinda não há avaliações
- ON Overview of Ongc C2-C3 Plant, Dahej, Gujarat: Winter Training ProgramDocumento46 páginasON Overview of Ongc C2-C3 Plant, Dahej, Gujarat: Winter Training ProgramU19CH076 ZEELKUMAR PATEL SVNITAinda não há avaliações
- An Evaluation of General "Rules of Thumb" in Amine Sweetening UnitDocumento18 páginasAn Evaluation of General "Rules of Thumb" in Amine Sweetening Unitrohl55Ainda não há avaliações
- Perspectives On Project Management PDFDocumento180 páginasPerspectives On Project Management PDFehsan_baheriAinda não há avaliações
- Introduction To Project Management: Malcolm KearDocumento56 páginasIntroduction To Project Management: Malcolm KearRaj ShravanthiAinda não há avaliações
- Week 11 Fires and Explosions in Chemical and Petrochemical IndustriesDocumento37 páginasWeek 11 Fires and Explosions in Chemical and Petrochemical Industriessamuel100% (1)
- Health and Safety Procedure - Hazard Identification Risk Assessment and ControlDocumento6 páginasHealth and Safety Procedure - Hazard Identification Risk Assessment and ControlMohamad Zakwan Zach ZakariaAinda não há avaliações
- Liquefaction of Natural Gas Using Single Stage Mixed Refrigerant PRICO ProcessDocumento8 páginasLiquefaction of Natural Gas Using Single Stage Mixed Refrigerant PRICO ProcessHaru MasaAinda não há avaliações
- COSO Fraud Risk Management Guide Executive SummaryDocumento13 páginasCOSO Fraud Risk Management Guide Executive SummaryJosimar Gonzales TrigoAinda não há avaliações
- BMC Control M Workload AutomationDocumento4 páginasBMC Control M Workload AutomationSriram BalasubramanianAinda não há avaliações
- Tail Gas Treatment Unit Facility Inspection ReportDocumento7 páginasTail Gas Treatment Unit Facility Inspection Reportabdelkader benabdallahAinda não há avaliações
- Engineering Encyclopedia: Mass and Energy BalancesDocumento39 páginasEngineering Encyclopedia: Mass and Energy BalancesLogeswaran AppaduraiAinda não há avaliações
- Statistics for Process Control Engineers: A Practical ApproachNo EverandStatistics for Process Control Engineers: A Practical ApproachAinda não há avaliações
- Oims Framework BrochureDocumento20 páginasOims Framework BrochureJorge Rodríguez100% (1)
- 2500-15-00-80-001 - R1 (Unit 15 Operating Manual)Documento185 páginas2500-15-00-80-001 - R1 (Unit 15 Operating Manual)Clash with HBAinda não há avaliações
- PA Site Process Safety ConceptDocumento49 páginasPA Site Process Safety Conceptmehul10941100% (1)
- Good Practice in Pygas Hydrogenation Operations Through Advanced Process Control-English PDFDocumento7 páginasGood Practice in Pygas Hydrogenation Operations Through Advanced Process Control-English PDFsalvatore raffa100% (1)
- Anaerobic Digestion Fundamentals IIDocumento45 páginasAnaerobic Digestion Fundamentals IIscm996Ainda não há avaliações
- Corrosion Management in Gas Treating Pla PDFDocumento8 páginasCorrosion Management in Gas Treating Pla PDFTaghreed ZewailAinda não há avaliações
- Vertical KO Drum Sizing (Ver 1.0.0) : 1.0 DescriptionDocumento21 páginasVertical KO Drum Sizing (Ver 1.0.0) : 1.0 Descriptionrameshkarthik810Ainda não há avaliações
- Dixell XR06CXDocumento3 páginasDixell XR06CXscm996100% (3)
- Aminas - Iran IDocumento4 páginasAminas - Iran IJesus BcAinda não há avaliações
- Packed Amine Absorber Simulation Tracks Plant PerformanceDocumento14 páginasPacked Amine Absorber Simulation Tracks Plant Performancematrix69Ainda não há avaliações
- User Guide For Models and Physical Properties - Multiflash 4.3Documento74 páginasUser Guide For Models and Physical Properties - Multiflash 4.3GalileosaysAinda não há avaliações
- Amine ReportDocumento14 páginasAmine ReportM qasimAinda não há avaliações
- Improve Flow Measurement Accuracy With Proper Meter CorrectionsDocumento23 páginasImprove Flow Measurement Accuracy With Proper Meter CorrectionsHuu NguyenAinda não há avaliações
- Control of Vapor Recovery Units (VRU)Documento8 páginasControl of Vapor Recovery Units (VRU)Yasmine ياسمينAinda não há avaliações
- Methyldiethanolamine As A Solvent For Gas DesulfurizationDocumento66 páginasMethyldiethanolamine As A Solvent For Gas DesulfurizationAnime MtAinda não há avaliações
- Control of Foaming in Amine Systems - Brimstone 07 Rev A-2-2 PDFDocumento13 páginasControl of Foaming in Amine Systems - Brimstone 07 Rev A-2-2 PDFscm996100% (1)
- 8 Risk Management in Contemporary Pharmacy PracticeDocumento36 páginas8 Risk Management in Contemporary Pharmacy PracticeLollyAinda não há avaliações
- AGR OptimizationDocumento43 páginasAGR Optimizationinara amatullahAinda não há avaliações
- Amine Best Practices GuideDocumento63 páginasAmine Best Practices GuideJerold100% (2)
- Design of Distillation Column PDFDocumento25 páginasDesign of Distillation Column PDFRobert DsouzaAinda não há avaliações
- SWEETENING (Chemical Absorption) PresentationDocumento54 páginasSWEETENING (Chemical Absorption) Presentationarsalan amirpour75% (4)
- Biogas UpgradingDocumento67 páginasBiogas Upgradingscm996100% (1)
- Petroleum Refining and Natural Gas ProcesingDocumento27 páginasPetroleum Refining and Natural Gas ProcesingNaud Avendaño RodríguezAinda não há avaliações
- 13 Heat Integration in A Crude Distillation Unit Using Pinch Analysis ConceptsDocumento29 páginas13 Heat Integration in A Crude Distillation Unit Using Pinch Analysis ConceptsxinghustAinda não há avaliações
- Hydrocracker SafeguardingDocumento14 páginasHydrocracker SafeguardingyusinovskyAinda não há avaliações
- Design of A 90 MTPD Methanol Production Plant FinalDocumento147 páginasDesign of A 90 MTPD Methanol Production Plant FinalFardin Faruk KhanAinda não há avaliações
- CHN CHP 7Documento5 páginasCHN CHP 7Charmaine Rose Inandan Triviño100% (3)
- Nebosh Igc2 QuestionsDocumento7 páginasNebosh Igc2 QuestionsMuhammad Younas100% (1)
- PP Aaa PP1 102Documento29 páginasPP Aaa PP1 102Rabah AmidiAinda não há avaliações
- Third Party Risk Management Solution - WebDocumento16 páginasThird Party Risk Management Solution - Webpreenk8Ainda não há avaliações
- Distillation PDFDocumento6 páginasDistillation PDFAmit SawantAinda não há avaliações
- Risk Assessment of A Post-Combustion and Amine-BasDocumento7 páginasRisk Assessment of A Post-Combustion and Amine-BasYusdianAinda não há avaliações
- Aspect of Degradation of Monoethanolamine PDFDocumento379 páginasAspect of Degradation of Monoethanolamine PDFFaisal MoeAinda não há avaliações
- Portugieser EN lCpzOAp PDFDocumento44 páginasPortugieser EN lCpzOAp PDFscm996Ainda não há avaliações
- 2019jan - IECM Amine-Based CO2 Capture PDFDocumento63 páginas2019jan - IECM Amine-Based CO2 Capture PDFFunky labsAinda não há avaliações
- Chapter 3. Acid Gas RemovalDocumento88 páginasChapter 3. Acid Gas RemovalTu Dang TrongAinda não há avaliações
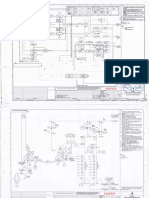
- Attachment 05 - BFD, ELD and P&I Diagrams-PearlDocumento77 páginasAttachment 05 - BFD, ELD and P&I Diagrams-Pearlum er100% (1)
- Optimization of Biogas Generation From Press Mud in Batch ReactorDocumento6 páginasOptimization of Biogas Generation From Press Mud in Batch Reactorscm996Ainda não há avaliações
- Operator Training Simulator BrochureDocumento5 páginasOperator Training Simulator Brochuremaximusala83Ainda não há avaliações
- Biogas Upgrading PDFDocumento31 páginasBiogas Upgrading PDFscm996Ainda não há avaliações
- Biogas Upgrading PDFDocumento31 páginasBiogas Upgrading PDFscm996Ainda não há avaliações
- Self-Optimizing Control of A Gas Oil HydrodesulfurizationDocumento167 páginasSelf-Optimizing Control of A Gas Oil Hydrodesulfurizationvu anh ducAinda não há avaliações
- ProMax 3 BrochureDocumento20 páginasProMax 3 BrochureNila Gama100% (2)
- Solvent ImportanceDocumento6 páginasSolvent ImportanceAbhiAinda não há avaliações
- TK01 - Report - FinalDocumento264 páginasTK01 - Report - FinalHafiz HakimAinda não há avaliações
- AdapT ProTreat GuidelinesDocumento7 páginasAdapT ProTreat GuidelinesAlek KrótkiAinda não há avaliações
- Thesis On CatalystDocumento36 páginasThesis On CatalystMahfuzur Rahman SiddikyAinda não há avaliações
- Operating ManualDocumento102 páginasOperating ManualLulu ChaniagoAinda não há avaliações
- Pipephase 9.1: User's GuideDocumento104 páginasPipephase 9.1: User's GuideGabi AraujoAinda não há avaliações
- SOP-013-Testing of Acid Gas Loading in MDEADocumento9 páginasSOP-013-Testing of Acid Gas Loading in MDEAAmnaKamranAinda não há avaliações
- Foaming in A Mine SystemsDocumento16 páginasFoaming in A Mine SystemsAhmad FarooqAinda não há avaliações
- Chemical Engineering Thermal and Catalytic Processes in Petroleum Refining S. RaseevDocumento920 páginasChemical Engineering Thermal and Catalytic Processes in Petroleum Refining S. RaseevJay LawsonAinda não há avaliações
- En Analysis of Thermal Efficiency Limit of Steam Methane Reforming ProcessDocumento8 páginasEn Analysis of Thermal Efficiency Limit of Steam Methane Reforming ProcessAgam HanasichulaAinda não há avaliações
- Amine Sweetening With DEADocumento14 páginasAmine Sweetening With DEARoza SavitriAinda não há avaliações
- Inprocess-BP Lingen Project ArticleDocumento3 páginasInprocess-BP Lingen Project Articlejrz85Ainda não há avaliações
- SulfolaneAppendices A EDocumento158 páginasSulfolaneAppendices A Erkhandelwal9604Ainda não há avaliações
- ENGINEERING DESIGN GUIDELINES Boiler Systems Rev1.3web PDFDocumento29 páginasENGINEERING DESIGN GUIDELINES Boiler Systems Rev1.3web PDFMohsen KadivarAinda não há avaliações
- GAS TREATING PLANTS: IMPROVE EFFICIENCY BY OPTIMIZING CONDITIONSDocumento4 páginasGAS TREATING PLANTS: IMPROVE EFFICIENCY BY OPTIMIZING CONDITIONSRobert MontoyaAinda não há avaliações
- PETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacityDocumento22 páginasPETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacitysara25dec689288Ainda não há avaliações
- Flare System Data SheetDocumento5 páginasFlare System Data SheetrutujaAinda não há avaliações
- Cricondentherm & Cricondenbar PressuresDocumento7 páginasCricondentherm & Cricondenbar PressuresdesertflowAinda não há avaliações
- 4 Girish ChitnisDocumento22 páginas4 Girish ChitnisridanormaAinda não há avaliações
- CPE666 - Chapter 4 PDFDocumento71 páginasCPE666 - Chapter 4 PDFbruce bartonAinda não há avaliações
- Sulfinol D Evaluation.Documento24 páginasSulfinol D Evaluation.Clibert RodríguezAinda não há avaliações
- Starting Up Hydrotreating Units With Cracked FeedsDocumento5 páginasStarting Up Hydrotreating Units With Cracked FeedsAle SanzAinda não há avaliações
- Hyfit Engineers: Series Iso A (Wp:350 Bar)Documento19 páginasHyfit Engineers: Series Iso A (Wp:350 Bar)scm996Ainda não há avaliações
- Dissertation - Biogas From Forage and Sugar BeetDocumento170 páginasDissertation - Biogas From Forage and Sugar Beetscm996Ainda não há avaliações
- Controlling Foam in Anaerobic DigestersDocumento4 páginasControlling Foam in Anaerobic Digestersscm996Ainda não há avaliações
- A Novel and Cost-Effective H2S Removal Technology Using Tire Derived Rubber ParticlesDocumento93 páginasA Novel and Cost-Effective H2S Removal Technology Using Tire Derived Rubber Particlesscm996Ainda não há avaliações
- Scaw Chain Products BrochureDocumento7 páginasScaw Chain Products Brochurescm996Ainda não há avaliações
- Trickling FilterDocumento20 páginasTrickling FilterMuhammadUsmanAinda não há avaliações
- Activated Carbon3 PDFDocumento4 páginasActivated Carbon3 PDFscm996Ainda não há avaliações
- Quimica Organica IIDocumento18 páginasQuimica Organica IIvskywokervsAinda não há avaliações
- SP Multitech - Dry FermentationDocumento2 páginasSP Multitech - Dry Fermentationscm996Ainda não há avaliações
- Electrodialysis-Effective Amine Reclamation With Minimal Operational ImpactDocumento15 páginasElectrodialysis-Effective Amine Reclamation With Minimal Operational Impactscm996Ainda não há avaliações
- Basic Heat Transfer Concepts for Polymer ProcessingDocumento26 páginasBasic Heat Transfer Concepts for Polymer Processingpriyanka236Ainda não há avaliações
- Motor Current RM TechnicalDocumento1 páginaMotor Current RM TechnicalPhani VarmaAinda não há avaliações
- Canada - Gas Utilization From Sewage Waste - Page 3 Oxygen or Air Dosing in Digester For Removing H2SDocumento13 páginasCanada - Gas Utilization From Sewage Waste - Page 3 Oxygen or Air Dosing in Digester For Removing H2Sscm996Ainda não há avaliações
- WA State - Compost Facility Resource Handbook PDFDocumento141 páginasWA State - Compost Facility Resource Handbook PDFscm996Ainda não há avaliações
- Biogas CleanupDocumento7 páginasBiogas CleanupNaren CAinda não há avaliações
- Developing A Slow-Release Nitrogen Fertilizer From Organic SourcesDocumento5 páginasDeveloping A Slow-Release Nitrogen Fertilizer From Organic Sourcesscm996Ainda não há avaliações
- Treating Holistically 3 Part Series HEDocumento12 páginasTreating Holistically 3 Part Series HEscm996Ainda não há avaliações
- Thermal Degradation of Amines For CO2 CaptureDocumento8 páginasThermal Degradation of Amines For CO2 Capturescm996Ainda não há avaliações
- Removal of h2s & Co2 - From - Biogas - by Amine - AbsorptionDocumento19 páginasRemoval of h2s & Co2 - From - Biogas - by Amine - Absorptionzubair19550% (2)
- Module Study Guide: Academic Year 2021 - 2022Documento18 páginasModule Study Guide: Academic Year 2021 - 2022yehasha0% (1)
- NORSOK S-WA-006 02 (En) ApprovalDocumento78 páginasNORSOK S-WA-006 02 (En) ApprovalCL LeidyAinda não há avaliações
- What Google Learned From Its Quest to Build the Perfect TeamDocumento15 páginasWhat Google Learned From Its Quest to Build the Perfect TeamcepolAinda não há avaliações
- Man Sci Case Study FINALDocumento19 páginasMan Sci Case Study FINALMai Mai VarelaAinda não há avaliações
- An Introduction To The Concept of Environmental Audit: Indian ContextDocumento8 páginasAn Introduction To The Concept of Environmental Audit: Indian ContextAbhi VishwakarmaAinda não há avaliações
- CHAPTER 1 N 2Documento16 páginasCHAPTER 1 N 2Maria Erika GarcesAinda não há avaliações
- CCGL Asm1 WANG XINRUI 3036128298 2023Documento4 páginasCCGL Asm1 WANG XINRUI 3036128298 2023XINRUI WANGAinda não há avaliações
- APIA PE Code of Practice guides CSG industry pipeline constructionDocumento182 páginasAPIA PE Code of Practice guides CSG industry pipeline constructionroostercockburnAinda não há avaliações
- 639544869Documento589 páginas639544869Anonymous Co8uNuzAinda não há avaliações
- Chapter 4 On Bank AdequacyDocumento9 páginasChapter 4 On Bank AdequacyAcademic portAinda não há avaliações
- Risk Assessment of Cascading Outages: Methodologies and ChallengesDocumento12 páginasRisk Assessment of Cascading Outages: Methodologies and ChallengesBala MAinda não há avaliações
- Pi Is 0955395907001430Documento6 páginasPi Is 0955395907001430Sebastian DelafuenteAinda não há avaliações
- Guidelines on processing personal data in whistleblowingDocumento16 páginasGuidelines on processing personal data in whistleblowingMario Gomez100% (1)
- Full Paper 347Documento8 páginasFull Paper 347zamriAinda não há avaliações
- Managing The Insider Threat To Your Business: A Personnel Security HandbookDocumento28 páginasManaging The Insider Threat To Your Business: A Personnel Security HandbookRakesh Ricki RadharamanAinda não há avaliações
- Research Project AssignmentDocumento27 páginasResearch Project AssignmentSam CleonAinda não há avaliações
- Ohsas180012007 Hsms ManualDocumento36 páginasOhsas180012007 Hsms ManualPrem Shanker RawatAinda não há avaliações
- Contractors All Risk Vs Professional Indemnity InsuranceDocumento11 páginasContractors All Risk Vs Professional Indemnity InsurancehieutlbkreportAinda não há avaliações
- Internal Audit in BanksDocumento19 páginasInternal Audit in BanksSayali DhuriAinda não há avaliações
- TR-Mechatronics Servicing NC II 11-16-2018Documento86 páginasTR-Mechatronics Servicing NC II 11-16-2018Mark Orly IñosaAinda não há avaliações