Você também pode gostar
- Air-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&ANo EverandAir-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&ANota: 5 de 5 estrelas5/5 (1)
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Ainda não há avaliações
- Flash Steam SystemDocumento4 páginasFlash Steam SystemAnonymous CX51waIAinda não há avaliações
- StallDocumento16 páginasStallbhalchandrak1867100% (1)
- SCHROEDAHL Automatic Recirculation ValveDocumento12 páginasSCHROEDAHL Automatic Recirculation ValveJaebeom YiAinda não há avaliações
- HPAC - Evaluating Deaerator OperationDocumento5 páginasHPAC - Evaluating Deaerator Operationghostamir100% (1)
- Introduction To BoilersDocumento22 páginasIntroduction To BoilersaravindsnistAinda não há avaliações
- De Super HeaterDocumento2 páginasDe Super HeatergateauxboyAinda não há avaliações
- Install An Automatic Blowdown Control System: BackgroundDocumento5 páginasInstall An Automatic Blowdown Control System: BackgroundNaAinda não há avaliações
- Heller System PPT 3 Cooling SystemsDocumento34 páginasHeller System PPT 3 Cooling SystemsShrey DattaAinda não há avaliações
- DuctDocumento3 páginasDuctRamalingam PrabhakaranAinda não há avaliações
- Commissioning Manual DH-6155: Descon Engineering LTDDocumento102 páginasCommissioning Manual DH-6155: Descon Engineering LTDHammad AhmedAinda não há avaliações
- Heat Rate of Thermal Power PlantDocumento15 páginasHeat Rate of Thermal Power Plantsameer betal100% (1)
- Cooling TowerDocumento10 páginasCooling TowerKeshav Rao100% (1)
- TN 010-Drip Traps Rev ADocumento6 páginasTN 010-Drip Traps Rev AMariusCapraAinda não há avaliações
- 7.steam Headers and OfftakesDocumento6 páginas7.steam Headers and Offtakessandeep kumarAinda não há avaliações
- Steam Plant FundamentalsDocumento228 páginasSteam Plant FundamentalsMark Allen San Antonio100% (1)
- Maintain STEAM-MATIC FT boiler generatorDocumento3 páginasMaintain STEAM-MATIC FT boiler generatorAppleuk SudarAinda não há avaliações
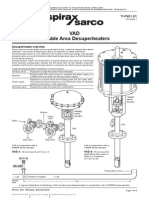
- VAD Variable Area Desuperheaters: Desuperheater OverviewDocumento6 páginasVAD Variable Area Desuperheaters: Desuperheater OverviewLucasZanaAinda não há avaliações
- Helical Oil SeparatorsDocumento6 páginasHelical Oil SeparatorsGauravAinda não há avaliações
- Design of Air IDocumento5 páginasDesign of Air IInvedeAinda não há avaliações
- BoilerpptDocumento11 páginasBoilerpptFarhan SiddiquiAinda não há avaliações
- Condensate Recovery Pump SystemsDocumento8 páginasCondensate Recovery Pump SystemsSandi AslanAinda não há avaliações
- Exp 1 Refrigeration CycleDocumento23 páginasExp 1 Refrigeration CycleAnonymous T7vjZG4otAinda não há avaliações
- Prof Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit Faculty of Mechanical Engineering, UtmDocumento21 páginasProf Ir Dr. Ab Saman B. Abd Kader, Peng, Miem, Mcit Faculty of Mechanical Engineering, UtmakusuperAinda não há avaliações
- Boiler Tube Failure PDFDocumento8 páginasBoiler Tube Failure PDFmhd_bashiriAinda não há avaliações
- 57-62 1m809 - Eng72dpiDocumento6 páginas57-62 1m809 - Eng72dpiAbhinav TewariAinda não há avaliações
- Boiler Safety Program Boiler ProgramDocumento8 páginasBoiler Safety Program Boiler Programsalman akbarAinda não há avaliações
- From Wikipedia, The Free Encyclopedia: Process Duct WorkDocumento17 páginasFrom Wikipedia, The Free Encyclopedia: Process Duct WorkB DASAinda não há avaliações
- Fabrication and Optimization of Cooling Tower: Abhishek KumarDocumento15 páginasFabrication and Optimization of Cooling Tower: Abhishek Kumarabhishek kumarAinda não há avaliações
- WH Vacuum in Steam TurbineDocumento2 páginasWH Vacuum in Steam Turbinemiths_0087Ainda não há avaliações
- Spirax Sarco PDFDocumento4 páginasSpirax Sarco PDFandresaroAinda não há avaliações
- Manufacture of Acetylene by Paraffin Hydrocarbons : Wulff ProcessDocumento8 páginasManufacture of Acetylene by Paraffin Hydrocarbons : Wulff ProcessTones&Feels100% (1)
- Lecture 10 - Steam Condensers - Direct TypeDocumento4 páginasLecture 10 - Steam Condensers - Direct TypeHussain AbbasAinda não há avaliações
- Condensate Manual - Gestra PDFDocumento176 páginasCondensate Manual - Gestra PDFtrpac100% (1)
- Direct-Fired Absorption Chiller ManualDocumento79 páginasDirect-Fired Absorption Chiller ManualUmar Majeed100% (2)
- Jet Pump Technical Data for Pumping GasesDocumento11 páginasJet Pump Technical Data for Pumping GasesIdelia Cutipa Yauri100% (1)
- Cooling Tower SeminarDocumento67 páginasCooling Tower SeminarRupesh Desai100% (1)
- Distillation Operation DifficultiesDocumento7 páginasDistillation Operation DifficultiesSekar ChadarwatiAinda não há avaliações
- How Steam Trap WorkDocumento40 páginasHow Steam Trap Workdeny prasyamtyo100% (1)
- ECO-Seal Liquid-Ring Vacuum Pump Needs No Cooling WaterDocumento1 páginaECO-Seal Liquid-Ring Vacuum Pump Needs No Cooling Watersaa6383Ainda não há avaliações
- (English (Auto-Generated) ) How Color Blind People See The World (DownSub - Com)Documento6 páginas(English (Auto-Generated) ) How Color Blind People See The World (DownSub - Com)Trung LêAinda não há avaliações
- VA Steam Distribution Review ChecklistDocumento6 páginasVA Steam Distribution Review Checklistmohsen2000mAinda não há avaliações
- Applications of Different Types of Steam Traps - TLV - A Steam Specialist Company (United Arab Emirates) PDFDocumento5 páginasApplications of Different Types of Steam Traps - TLV - A Steam Specialist Company (United Arab Emirates) PDFDũng LêAinda não há avaliações
- Cooling TowerDocumento18 páginasCooling TowerSalehAfadlehAinda não há avaliações
- 3 Element Drum Level ControlDocumento3 páginas3 Element Drum Level ControlSriteja JosyulaAinda não há avaliações
- Steam TrapDocumento10 páginasSteam TrapvictorvikramAinda não há avaliações
- Ozone Treatment of Cooling Tower WaterDocumento26 páginasOzone Treatment of Cooling Tower WaterLh KooAinda não há avaliações
- The Implementation of A Steam Transformer PDFDocumento9 páginasThe Implementation of A Steam Transformer PDFASHIL PRABHAKARAinda não há avaliações
- DesuperHeating PDFDocumento8 páginasDesuperHeating PDFJason LeeAinda não há avaliações
- Vacuum Breaker ValveDocumento2 páginasVacuum Breaker ValveRaghunath YeturiAinda não há avaliações
- Introduction to Condensate Recovery Module 14.1Documento80 páginasIntroduction to Condensate Recovery Module 14.1Gabriel BarbosaAinda não há avaliações
- Boilers Basic Components (Att. VIII)Documento28 páginasBoilers Basic Components (Att. VIII)Vijay RajAinda não há avaliações
- Presentation On Steam TrapsDocumento18 páginasPresentation On Steam Trapskailash100% (1)
- Dead Weight Safety Valve and Fusible Plug Function in BoilersDocumento4 páginasDead Weight Safety Valve and Fusible Plug Function in BoilersAsif Saleem0% (1)
- Spirax Sarco-The Steam and Condensate Loop - Pressure Relief Valve Sizing - Hot Water LineDocumento6 páginasSpirax Sarco-The Steam and Condensate Loop - Pressure Relief Valve Sizing - Hot Water Linedongpc1100% (1)
- Boiler Mounting and AccessoriesDocumento20 páginasBoiler Mounting and AccessoriesAshok Joshi92% (12)
- Refrigeration SystemDocumento38 páginasRefrigeration SystemAdrian Derek IvashkoveAinda não há avaliações
- Boiler Soot-Blowing in Power Plants - Compressed Air Best PracticesDocumento8 páginasBoiler Soot-Blowing in Power Plants - Compressed Air Best PracticesRoland NicolasAinda não há avaliações
- 1995 Case Study CP&L Air In-Leakage Resolution Impact On ESP Costs & DowntimeDocumento2 páginas1995 Case Study CP&L Air In-Leakage Resolution Impact On ESP Costs & DowntimeMohandas paiAinda não há avaliações
- 4Documento1 página4sj_scribdAinda não há avaliações
- Write Plant Manual GuideDocumento3 páginasWrite Plant Manual Guidesj_scribd100% (1)
- 50-Article Text-81-3-10-20171207Documento12 páginas50-Article Text-81-3-10-20171207sj_scribdAinda não há avaliações
- Treatment of Distillery Spent Wash-880Documento5 páginasTreatment of Distillery Spent Wash-880sj_scribdAinda não há avaliações
- ElementDocumento1 páginaElementsj_scribdAinda não há avaliações
- Tanques PVSVDocumento13 páginasTanques PVSVwfjerrAinda não há avaliações
- The Selected Sprinkler Is Tree Type System and Is Usually Designed To Cover The Whole Tank Including The RoofDocumento1 páginaThe Selected Sprinkler Is Tree Type System and Is Usually Designed To Cover The Whole Tank Including The Roofsj_scribdAinda não há avaliações
- 2Documento1 página2sj_scribdAinda não há avaliações
- 2Documento1 página2sj_scribdAinda não há avaliações
- Status Vendor RegistrationDocumento19 páginasStatus Vendor Registrationsj_scribdAinda não há avaliações
- Codeware COMPRESS engineering software for pressure vessel and heat exchanger designDocumento14 páginasCodeware COMPRESS engineering software for pressure vessel and heat exchanger designAnonymous gfR3btyU0% (1)
- Nozzle ProDocumento1 páginaNozzle Prosj_scribdAinda não há avaliações
- Column QueriesDocumento1 páginaColumn Queriessj_scribdAinda não há avaliações
- IEI AM Application FormDocumento9 páginasIEI AM Application Formjpr220022Ainda não há avaliações
- 'Line SizeDocumento2 páginas'Line Sizesj_scribdAinda não há avaliações
- Knife Gate Valve - For Reference OnlyDocumento16 páginasKnife Gate Valve - For Reference Onlysj_scribdAinda não há avaliações
- Fouling Resistances For Typical Proceass ApplicationsDocumento1 páginaFouling Resistances For Typical Proceass Applicationssj_scribdAinda não há avaliações
- Leakage ReductionDocumento1 páginaLeakage Reductionsj_scribdAinda não há avaliações
- Insulation Material: Table 6-3: Thermal Conductivity of Hot InsulationDocumento1 páginaInsulation Material: Table 6-3: Thermal Conductivity of Hot Insulationsj_scribdAinda não há avaliações
- Allocation of Streams in A Shell and Tube ExchangerDocumento1 páginaAllocation of Streams in A Shell and Tube Exchangersj_scribdAinda não há avaliações
- Agitator SizingDocumento2 páginasAgitator Sizingsj_scribdAinda não há avaliações
- Reducing Steam Header PressureDocumento1 páginaReducing Steam Header Pressuresj_scribdAinda não há avaliações
- Line SizeDocumento1 páginaLine Sizesj_scribdAinda não há avaliações
- Location of Nozzle at U-BendDocumento1 páginaLocation of Nozzle at U-Bendsj_scribdAinda não há avaliações
- Thermal ConductivityDocumento1 páginaThermal Conductivitysj_scribdAinda não há avaliações
- Tube MaterialDocumento1 páginaTube Materialsj_scribdAinda não há avaliações
- Block Bypass Streams in Heat Exchanger SimulationsDocumento1 páginaBlock Bypass Streams in Heat Exchanger Simulationssj_scribdAinda não há avaliações
- Separation of Benzene and Toluene by DistillationDocumento1 páginaSeparation of Benzene and Toluene by Distillationsj_scribdAinda não há avaliações
- Lecture 9Documento1 páginaLecture 9sj_scribdAinda não há avaliações
- Employee Central Payroll PDFDocumento4 páginasEmployee Central Payroll PDFMohamed ShanabAinda não há avaliações
- Legal Techniques (2nd Set)Documento152 páginasLegal Techniques (2nd Set)Karl Marxcuz ReyesAinda não há avaliações
- Fujitsu Spoljni Multi Inverter Aoyg45lbt8 Za 8 Unutrasnjih Jedinica KatalogDocumento4 páginasFujitsu Spoljni Multi Inverter Aoyg45lbt8 Za 8 Unutrasnjih Jedinica KatalogSasa021gAinda não há avaliações
- Magnetism 02Documento10 páginasMagnetism 02Niharika DeAinda não há avaliações
- Customer Satisfaction and Brand Loyalty in Big BasketDocumento73 páginasCustomer Satisfaction and Brand Loyalty in Big BasketUpadhayayAnkurAinda não há avaliações
- CompactLogix 5480 Controller Sales GuideDocumento2 páginasCompactLogix 5480 Controller Sales GuideMora ArthaAinda não há avaliações
- Siemens Documentation - Modeling ComponentsDocumento1 páginaSiemens Documentation - Modeling ComponentsanupAinda não há avaliações
- Model S-20 High Performance Pressure Transmitter For General Industrial ApplicationsDocumento15 páginasModel S-20 High Performance Pressure Transmitter For General Industrial ApplicationsIndra PutraAinda não há avaliações
- Alfa Laval Complete Fittings CatalogDocumento224 páginasAlfa Laval Complete Fittings CatalogGraciele SoaresAinda não há avaliações
- Metamorphic Rocks ImagesDocumento7 páginasMetamorphic Rocks Imagesapi-289985616100% (1)
- Benzon CaseDocumento3 páginasBenzon Casejulieanne07100% (1)
- AnkitDocumento24 páginasAnkitAnkit MalhotraAinda não há avaliações
- NAC Case Study AnalysisDocumento25 páginasNAC Case Study AnalysisSushma chhetriAinda não há avaliações
- Module 5Documento10 páginasModule 5kero keropiAinda não há avaliações
- Chaman Lal Setia Exports Ltd fundamentals remain intactDocumento18 páginasChaman Lal Setia Exports Ltd fundamentals remain intactbharat005Ainda não há avaliações
- API MidtermDocumento4 páginasAPI MidtermsimranAinda não há avaliações
- Yi-Lai Berhad - COMPANY PROFILE - ProjectDocumento4 páginasYi-Lai Berhad - COMPANY PROFILE - ProjectTerry ChongAinda não há avaliações
- Novirost Sample TeaserDocumento2 páginasNovirost Sample TeaserVlatko KotevskiAinda não há avaliações
- Bancassurance Black Book Rahul 777-2Documento62 páginasBancassurance Black Book Rahul 777-2Shubham ShahAinda não há avaliações
- PNB - Recruitment For The Post of Chief Security OfficerDocumento3 páginasPNB - Recruitment For The Post of Chief Security OfficerCareerNotifications.comAinda não há avaliações
- Ju Complete Face Recovery GAN Unsupervised Joint Face Rotation and De-Occlusion WACV 2022 PaperDocumento11 páginasJu Complete Face Recovery GAN Unsupervised Joint Face Rotation and De-Occlusion WACV 2022 PaperBiponjot KaurAinda não há avaliações
- Guidelines On Accreditation of CSOs (LSB Representation) - DILG MC 2019-72Documento18 páginasGuidelines On Accreditation of CSOs (LSB Representation) - DILG MC 2019-72Cedric Dequito100% (1)
- Nature of ConversionDocumento18 páginasNature of ConversionKiranAinda não há avaliações
- Circular 09/2014 (ISM) : SubjectDocumento7 páginasCircular 09/2014 (ISM) : SubjectDenise AhrendAinda não há avaliações
- Battery Impedance Test Equipment: Biddle Bite 2PDocumento4 páginasBattery Impedance Test Equipment: Biddle Bite 2PJorge PinzonAinda não há avaliações
- Short Term Training Curriculum Handbook: General Duty AssistantDocumento49 páginasShort Term Training Curriculum Handbook: General Duty AssistantASHISH BARAWALAinda não há avaliações
- Bill of ConveyanceDocumento3 páginasBill of Conveyance:Lawiy-Zodok:Shamu:-El80% (5)
- Sta A4187876 21425Documento2 páginasSta A4187876 21425doud98Ainda não há avaliações
- 1 Estafa - Arriola Vs PeopleDocumento11 páginas1 Estafa - Arriola Vs PeopleAtty Richard TenorioAinda não há avaliações
- Indian Institute of Management KozhikodeDocumento5 páginasIndian Institute of Management KozhikodepranaliAinda não há avaliações