Você também pode gostar
- Method Statement ACP CladdingDocumento3 páginasMethod Statement ACP Claddingps bediAinda não há avaliações
- Method Statement For Roofing Siding 2Documento9 páginasMethod Statement For Roofing Siding 2mustafa100% (1)
- Aluminum Cladding Installation MethodDocumento6 páginasAluminum Cladding Installation MethodRaja NasirAinda não há avaliações
- Carpet Floorring-Method StatementDocumento6 páginasCarpet Floorring-Method StatementA19944100% (7)
- Demountable Partition Installation - Method StatementDocumento8 páginasDemountable Partition Installation - Method StatementÖmer Faruk TaşdemirAinda não há avaliações
- Method StatementDocumento13 páginasMethod StatementGrace tpplAinda não há avaliações
- Method Statement For False Ceiling WorksDocumento2 páginasMethod Statement For False Ceiling WorksTAHER AMMAR33% (3)
- WMS - Pipe Laying OutsideDocumento4 páginasWMS - Pipe Laying OutsideLasandu WanniarachchiAinda não há avaliações
- Method Statement for Painting Concrete SurfacesDocumento5 páginasMethod Statement for Painting Concrete Surfacesxxx100% (2)
- Method Statement For Curtain Wall & Glazing InstallationDocumento7 páginasMethod Statement For Curtain Wall & Glazing InstallationRaja NasirAinda não há avaliações
- Ms - Carpet InstallationDocumento9 páginasMs - Carpet Installationlinga2014Ainda não há avaliações
- Method Statement For Installation of Hvac SystemDocumento7 páginasMethod Statement For Installation of Hvac SystemAhsan ShoaibAinda não há avaliações
- Method Statement FOR Embedded Conduits, Boxes and Fittings InstallationDocumento6 páginasMethod Statement FOR Embedded Conduits, Boxes and Fittings InstallationWalidAinda não há avaliações
- Draft MOS For Cable LayingDocumento8 páginasDraft MOS For Cable LayingHtun SoeAinda não há avaliações
- Renovations Method StatementDocumento8 páginasRenovations Method StatementOfentse LedwabaAinda não há avaliações
- Method Statement FOR Acoustic Ceiling TilesDocumento12 páginasMethod Statement FOR Acoustic Ceiling Tilesraks07010% (1)
- Mos For Gypsum PartitionsDocumento8 páginasMos For Gypsum PartitionsCamlockAinda não há avaliações
- Installation of Plumbing and Sanitary System at Bunut SubstationDocumento4 páginasInstallation of Plumbing and Sanitary System at Bunut SubstationKAKAAinda não há avaliações
- Method Statement - SS Glass Handrail2Documento18 páginasMethod Statement - SS Glass Handrail2dennis resano0% (1)
- Method Statement FlooringDocumento11 páginasMethod Statement Flooringmanish100% (1)
- Method Statements InterLock WorksDocumento3 páginasMethod Statements InterLock WorksNino Celso AstilleroAinda não há avaliações
- Method Statement Aluminium and GlassDocumento20 páginasMethod Statement Aluminium and GlassHari Stars Aluminium100% (5)
- Method Statement - Embedded ConduitsDocumento3 páginasMethod Statement - Embedded ConduitsSimeon James Defeo Villacrusis100% (1)
- Football Field Construction GuideDocumento29 páginasFootball Field Construction GuideNicklaus TanAinda não há avaliações
- Method Statement For Fire TankDocumento2 páginasMethod Statement For Fire TankJoyanta DebAinda não há avaliações
- Surface GI Conduit Installation Method StatementDocumento4 páginasSurface GI Conduit Installation Method StatementJaneAinda não há avaliações
- Aluminum Door and Window Installation Method StatementDocumento10 páginasAluminum Door and Window Installation Method Statementirfan khan100% (1)
- ITC Green Center Plaster WorkDocumento3 páginasITC Green Center Plaster WorkSathish Gowda0% (1)
- Quality Systems Manual Method Statement: Tiling Work (Floors and Walls)Documento8 páginasQuality Systems Manual Method Statement: Tiling Work (Floors and Walls)Lloyd MariAinda não há avaliações
- Method Statement For Loose Furniture Fixing: Sandvik PVT LTD, Dapodi, PuneDocumento2 páginasMethod Statement For Loose Furniture Fixing: Sandvik PVT LTD, Dapodi, PuneParasAinda não há avaliações
- Method of Statement PlumbingDocumento13 páginasMethod of Statement PlumbingJesin Abdul Jaleel A100% (1)
- Fence Method StatementDocumento1 páginaFence Method StatementsercanAinda não há avaliações
- Method of Statement Column and Access With Water MarkDocumento11 páginasMethod of Statement Column and Access With Water MarkManu MohanAinda não há avaliações
- Cement Wall Plastering Method StatementDocumento10 páginasCement Wall Plastering Method Statementmd_rehan_2Ainda não há avaliações
- METHOD STATEMENT For Wooden Doors InstallationDocumento6 páginasMETHOD STATEMENT For Wooden Doors InstallationJoseph Allan Tolentino100% (1)
- Method Statement For Excavation & BackfillingDocumento5 páginasMethod Statement For Excavation & BackfillingPaul LadjarAinda não há avaliações
- Installation Of Ductile Iron Flange Type Joint MethodDocumento10 páginasInstallation Of Ductile Iron Flange Type Joint MethodshahidAinda não há avaliações
- Installation For Drainage PipingDocumento4 páginasInstallation For Drainage Pipingamg007Ainda não há avaliações
- Method Statement of Installing I-BeamDocumento1 páginaMethod Statement of Installing I-BeamfaizbukhariAinda não há avaliações
- Method Statement For Epoxy Risen Floor Coating SystemDocumento7 páginasMethod Statement For Epoxy Risen Floor Coating SystemAnjo MolinaAinda não há avaliações
- AIPL WMS Granite Flooring MethodDocumento3 páginasAIPL WMS Granite Flooring MethodDeepak PatilAinda não há avaliações
- MOS For Water Supply Pipe InstallationDocumento3 páginasMOS For Water Supply Pipe InstallationDon Roseller Dumaya100% (1)
- Method Statement For Rebar InstallationDocumento4 páginasMethod Statement For Rebar InstallationPaul Ladjar100% (2)
- Work Method Statement - GYPSUM FALSE CEILINGDocumento3 páginasWork Method Statement - GYPSUM FALSE CEILINGSathish GowdaAinda não há avaliações
- Method Statement WoodenDocumento7 páginasMethod Statement Woodenbeshnu garanaik0% (1)
- Plumbing MethodologyDocumento8 páginasPlumbing MethodologyAjay MedikondaAinda não há avaliações
- Method Statement of Tiling Works: ContentDocumento4 páginasMethod Statement of Tiling Works: ContentChezy629Ainda não há avaliações
- Work Method Statement - LACQUERED GLASS PANELINGDocumento2 páginasWork Method Statement - LACQUERED GLASS PANELINGSathish GowdaAinda não há avaliações
- QCS 2014 - 3.7 Roller Shutter FIre DoorsDocumento3 páginasQCS 2014 - 3.7 Roller Shutter FIre DoorsthomsonAinda não há avaliações
- Ceramic Tile Fixing StatementDocumento5 páginasCeramic Tile Fixing StatementAmit KhazanchiAinda não há avaliações
- MS 6 Safety Method Statement RoofingDocumento9 páginasMS 6 Safety Method Statement RoofingmustafaAinda não há avaliações
- Method Statement For Concrete WorkDocumento6 páginasMethod Statement For Concrete WorktotA ahmedAinda não há avaliações
- Epoxy Painting Method GuideDocumento3 páginasEpoxy Painting Method GuideKaram MoatasemAinda não há avaliações
- Method Statement For Wall Panels InstallationDocumento11 páginasMethod Statement For Wall Panels InstallationChristos LoutrakisAinda não há avaliações
- EXCAVATION AND FOUNDATION CONSTRUCTIONDocumento27 páginasEXCAVATION AND FOUNDATION CONSTRUCTIONaflalAinda não há avaliações
- Epoxy Paint Application Method Statement Procedure - Safe Work Method of StatementDocumento3 páginasEpoxy Paint Application Method Statement Procedure - Safe Work Method of Statementak technicalservicesestAinda não há avaliações
- MOS of Installation Rise FloorDocumento13 páginasMOS of Installation Rise FloorHussam WaleedAinda não há avaliações
- Method Statment (Structural Works)Documento9 páginasMethod Statment (Structural Works)Hazem Shaker Abu Shaaban100% (2)
- Construction of Additional Workshop & Theory room AT-I.T.I BuildingDocumento20 páginasConstruction of Additional Workshop & Theory room AT-I.T.I Buildingshakil nagoriAinda não há avaliações
- Fabrication Standard of Duct-AcDocumento5 páginasFabrication Standard of Duct-AcVicky KumarAinda não há avaliações
- Cato CodesDocumento12 páginasCato CodesHaneefa ChAinda não há avaliações
- Hvac-00 2. Hvac-01 3. Hvac-02 4. Hvac-03 5. Hvac-04 6. Hvac-05Documento1 páginaHvac-00 2. Hvac-01 3. Hvac-02 4. Hvac-03 5. Hvac-04 6. Hvac-05Haneefa ChAinda não há avaliações
- SI Pre-Approval - 05-10-2022-V1Documento1 páginaSI Pre-Approval - 05-10-2022-V1Haneefa ChAinda não há avaliações
- SI Pre-Approval - 04-10-2022-V2Documento1 páginaSI Pre-Approval - 04-10-2022-V2Haneefa ChAinda não há avaliações
- Elevation-1 Elevation-2: Al Wafideen Health CenterDocumento1 páginaElevation-1 Elevation-2: Al Wafideen Health CenterHaneefa ChAinda não há avaliações
- Hvac 05Documento1 páginaHvac 05Haneefa ChAinda não há avaliações
- Dismantling JointsDocumento1 páginaDismantling JointsHaneefa ChAinda não há avaliações
- Cable Duct 2HDocumento1 páginaCable Duct 2HHaneefa ChAinda não há avaliações
- DI Pipes InternatinalDocumento48 páginasDI Pipes InternatinalHaneefa ChAinda não há avaliações
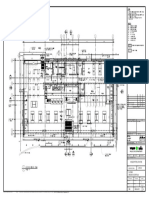
- CAFETERIA and GUARD ROOM Floor Plans with HVAC LayoutDocumento1 páginaCAFETERIA and GUARD ROOM Floor Plans with HVAC LayoutHaneefa ChAinda não há avaliações
- D 01Documento1 páginaD 01Haneefa ChAinda não há avaliações
- Timber Door MapleDocumento2 páginasTimber Door MapleHaneefa ChAinda não há avaliações
- X - Class Math - SAQ&ADocumento81 páginasX - Class Math - SAQ&AHaneefa ChAinda não há avaliações
- Hvac 05Documento1 páginaHvac 05Haneefa ChAinda não há avaliações
- Key Plan: EAG EAG EAG EAG EAG EAG EAGDocumento1 páginaKey Plan: EAG EAG EAG EAG EAG EAG EAGHaneefa ChAinda não há avaliações
- Hvac 02Documento1 páginaHvac 02Haneefa ChAinda não há avaliações
- Client's Money PDFDocumento3 páginasClient's Money PDFHaneefa ChAinda não há avaliações
- Hvac 01Documento1 páginaHvac 01Haneefa ChAinda não há avaliações
- Car Park Shade - QatarSatDocumento2 páginasCar Park Shade - QatarSatHaneefa ChAinda não há avaliações
- Eng. Design AljaziraDocumento4 páginasEng. Design AljaziraHaneefa ChAinda não há avaliações
- Woqod Petrol Station: FO-PJT-019 Effective Date: 5 September 2011Documento1 páginaWoqod Petrol Station: FO-PJT-019 Effective Date: 5 September 2011Haneefa ChAinda não há avaliações
- Woqod Petrol Station: FO-PJT-019 Effective Date: 5 September 2011Documento1 páginaWoqod Petrol Station: FO-PJT-019 Effective Date: 5 September 2011Haneefa ChAinda não há avaliações
- Cost Planning and Pre-Contract Cost ControlDocumento92 páginasCost Planning and Pre-Contract Cost ControlHaneefa ChAinda não há avaliações
- Tiles TadmurDocumento2 páginasTiles TadmurHaneefa ChAinda não há avaliações
- Glazing AlmaDocumento8 páginasGlazing AlmaHaneefa ChAinda não há avaliações
- Al Ahli Sports - Curtain WallDocumento7 páginasAl Ahli Sports - Curtain WallHaneefa ChAinda não há avaliações
- GTC-735 Scope of Works - R0Documento473 páginasGTC-735 Scope of Works - R0Haneefa ChAinda não há avaliações
- SWMS Sample for Excavation and Scaffolding WorkDocumento5 páginasSWMS Sample for Excavation and Scaffolding WorkHaneefa ChAinda não há avaliações
- RoofingCOP 2013-03Documento380 páginasRoofingCOP 2013-03Haneefa ChAinda não há avaliações
- Chapo - BOQ - SummaryDocumento4 páginasChapo - BOQ - SummaryHaneefa ChAinda não há avaliações
- Module 1 Introduction To Ecology and The BiosphereDocumento38 páginasModule 1 Introduction To Ecology and The BiosphereFrancis Rey Bactol PilapilAinda não há avaliações
- Cambridge International AS & A Level: Mathematics 9709/13Documento20 páginasCambridge International AS & A Level: Mathematics 9709/13Justin OngAinda não há avaliações
- Moisture ManagementDocumento5 páginasMoisture ManagementSombis2011Ainda não há avaliações
- How To Use Dr. Foster's Essentials: Essential Oils and BlendsDocumento5 páginasHow To Use Dr. Foster's Essentials: Essential Oils and BlendsemanvitoriaAinda não há avaliações
- 0580 w15 QP 42Documento16 páginas0580 w15 QP 42Shahrizan Noor100% (1)
- Psychopathology: Dr. Shafqat Huma MBBS, FCPS (Psychiatry) Fellowship in Addiction Psychiatry (USA)Documento48 páginasPsychopathology: Dr. Shafqat Huma MBBS, FCPS (Psychiatry) Fellowship in Addiction Psychiatry (USA)sfrtr100% (1)
- Exogenous Driver Analysis Driver Relative GDP GrowthDocumento107 páginasExogenous Driver Analysis Driver Relative GDP GrowthBhagya FoodsAinda não há avaliações
- Schneider Power Supply PhaseoDocumento26 páginasSchneider Power Supply PhaseoScott EnnisAinda não há avaliações
- Installation & Testing of Fire Protection SystemsDocumento7 páginasInstallation & Testing of Fire Protection Systemssunny_84tAinda não há avaliações
- Specification IC DK112Documento10 páginasSpecification IC DK112ROlando EskadabaichoAinda não há avaliações
- National Leprosy Control Program For CHNDocumento18 páginasNational Leprosy Control Program For CHNNaomi Cyden YapAinda não há avaliações
- 32776Documento6 páginas32776Muqtar KhanAinda não há avaliações
- Dr. Carlos S. Lanting College: College of Maritime EducationDocumento14 páginasDr. Carlos S. Lanting College: College of Maritime EducationJeynard Moler J. TanAinda não há avaliações
- Marketing Strategy of Air-Conditioning Companies: Project SynopsisDocumento13 páginasMarketing Strategy of Air-Conditioning Companies: Project SynopsisSrikanta ChoudhuryAinda não há avaliações
- 2206 - Stamina Monograph - 0 PDFDocumento3 páginas2206 - Stamina Monograph - 0 PDFMhuez Iz Brave'sAinda não há avaliações
- Đánh giá chế độ ăn kiêng: Nhịn ăn gián đoạn để giảm cân- wed HarvardDocumento14 páginasĐánh giá chế độ ăn kiêng: Nhịn ăn gián đoạn để giảm cân- wed HarvardNam NguyenHoangAinda não há avaliações
- Traxonecue Catalogue 2011 Revise 2 Low Res Eng (4!5!2011)Documento62 páginasTraxonecue Catalogue 2011 Revise 2 Low Res Eng (4!5!2011)Wilson ChimAinda não há avaliações
- BS 7941-1-2006Documento20 páginasBS 7941-1-2006Willy AryansahAinda não há avaliações
- Manual de Uso Ecografo GE Logiq e PDFDocumento192 páginasManual de Uso Ecografo GE Logiq e PDFDaniel CortesAinda não há avaliações
- MEETING 7 OPINIONSDocumento2 páginasMEETING 7 OPINIONSLeonie Irina MutiaraAinda não há avaliações
- Elimination - Nursing Test QuestionsDocumento68 páginasElimination - Nursing Test QuestionsRNStudent1100% (1)
- Eb4069135 F enDocumento13 páginasEb4069135 F enkalvino314Ainda não há avaliações
- Mast Bending Stress Calculation: Antenna 1Documento6 páginasMast Bending Stress Calculation: Antenna 1Vinay KumarAinda não há avaliações
- El DoradoDocumento12 páginasEl Doradoandrewwilliampalileo@yahoocomAinda não há avaliações
- Lock Out Tag Out ProceduresDocumento9 páginasLock Out Tag Out ProceduresyawarhassanAinda não há avaliações
- Answer Sheet FINAL LipidDocumento3 páginasAnswer Sheet FINAL LipidFaridah MagumparaAinda não há avaliações
- Advanced Technologies of CDQ Plant Advanced Technologies of CDQ PlantDocumento12 páginasAdvanced Technologies of CDQ Plant Advanced Technologies of CDQ Plant조기현Ainda não há avaliações
- The Anglican Digest - Winter 2022Documento64 páginasThe Anglican Digest - Winter 2022The Anglican Digest100% (1)
- A Kitchen in The Corner of The HouseDocumento2 páginasA Kitchen in The Corner of The HousedanielrubarajAinda não há avaliações
- Student Pilot GuideDocumento13 páginasStudent Pilot GuideAŞKIN FIRATAinda não há avaliações
- To Engineer Is Human: The Role of Failure in Successful DesignNo EverandTo Engineer Is Human: The Role of Failure in Successful DesignNota: 4 de 5 estrelas4/5 (137)
- Advanced Design Examples of Seismic Retrofit of StructuresNo EverandAdvanced Design Examples of Seismic Retrofit of StructuresNota: 1 de 5 estrelas1/5 (1)
- Transmission Pipeline Calculations and Simulations ManualNo EverandTransmission Pipeline Calculations and Simulations ManualNota: 4.5 de 5 estrelas4.5/5 (10)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNo EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsAinda não há avaliações
- Pocket Guide to Flanges, Fittings, and Piping DataNo EverandPocket Guide to Flanges, Fittings, and Piping DataNota: 3.5 de 5 estrelas3.5/5 (22)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingNo EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingAinda não há avaliações
- Building Support Structures, 2nd Ed., Analysis and Design with SAP2000 SoftwareNo EverandBuilding Support Structures, 2nd Ed., Analysis and Design with SAP2000 SoftwareNota: 4.5 de 5 estrelas4.5/5 (15)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsNo EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsAinda não há avaliações
- Matrix Methods for Advanced Structural AnalysisNo EverandMatrix Methods for Advanced Structural AnalysisNota: 5 de 5 estrelas5/5 (1)
- Pile Design and Construction Rules of ThumbNo EverandPile Design and Construction Rules of ThumbNota: 4.5 de 5 estrelas4.5/5 (15)
- Pipeline Planning and Construction Field ManualNo EverandPipeline Planning and Construction Field ManualNota: 5 de 5 estrelas5/5 (3)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsNo EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsNota: 4 de 5 estrelas4/5 (16)
- Offshore Pipelines: Design, Installation, and MaintenanceNo EverandOffshore Pipelines: Design, Installation, and MaintenanceNota: 4.5 de 5 estrelas4.5/5 (2)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresNo EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresNota: 1 de 5 estrelas1/5 (2)